Устройство предназначено для нагрева тока.ми ВЫСОКО частоты и может быть исиользоваио, например, при сварке, пайке или плавлении.
Известно устройство для высокочастотного нагрева, содержащее индуктирующий проводHHiK, раз мещенный в пазу пакета, набранного из пластин немагнитного металла, изолированных -одна от другой и от индуктирующего проводника.
Это устройство не обеспечивает равномерного нагрева изделия, а также требует специальной системы охлаждения .каждой из нластин, сильно нагревающихся из-за их больших размеров.
Б нредлагаемОМ устройстве для уме ньшения нагрева нластин, а та.кже обеспечения равномерпого нагрева изделия, пластины выполнены толщиной 1меньшей, чем глубина проникновения тока в металл, из которого они изготовлены.
Устройство может быть использовано, например, для высокочастотной сварки давлением нутем применения индуктора-нуансона снедиальн.ой конструкции, осуществляющего одшовремеино следующие функции: изоляцию индуктирующего провода от изделия при отсутствии экранирования изделия, механическое обжатие соединения, теплоотвод с
них сторон изделия, позволяющий нерегреть и оплавить внутреннюю его часть, т. е. зону соед непия.
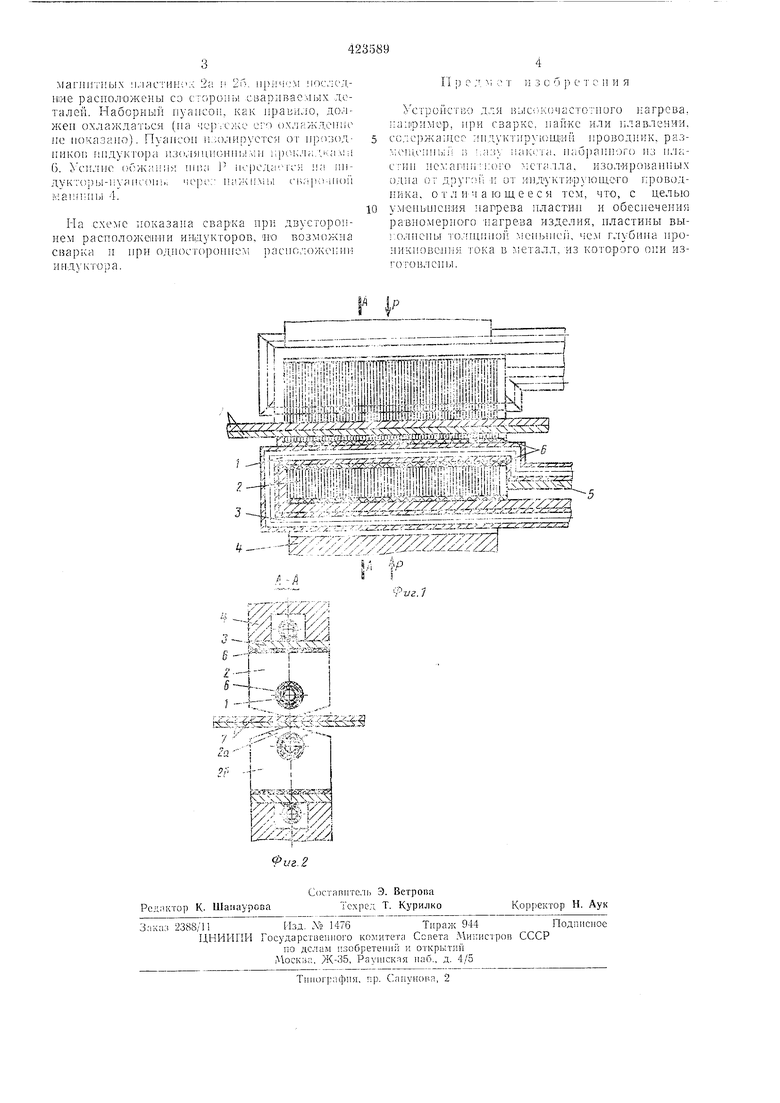
Устройство для высокочастотного нагрева пзображено на фиг. 1 (ннжпий нНдТуктор-нуансон показан в разрезе); на фиг. 2 - сечение по А-А на фиг. 1.
Устройство содержит индуктирующий проводник 1. наборный пуансон 2 (2а - немагнитная часть пуансона. 26-ферромагнитная часть пуансона), обратный проводник индуктора 3, нажим сварочной манишы 4, выьоды индуктора 5. 113оляциоН)Ные ;1рокладк1И 6; 7 - свариваемые нзделня.
Нагрев свариваемых изделий 7 производится высокочастотным Магнитным полем, индуктируемым проводником 1. подключаемым к источнику т.в.ч. через обратный проводннк 3 Н выводы 5. Осадка деталей и отвод тепла с нх внешних частей пр011зводигся наборным ,сопом 2, Наборный пуансон выполнен из немагнитных изолированных одна от другой нластин, например, медных или из нержавеющей етали, причем толщппа их выбирается заведомо меньшей, чем глубина проппкноиепия тока в iaтepнaл пластинок.
НаборныГг пуансон может бьггь выполнен п комбиппровапным, как схематически показано па фиг. 2 Бпиз из ферромагп1 тпых и немагнитных i.:iacTHH;i. 2а - ii i ii:M иоглод111ие располОжены со стороны, свариваемых деталей. Наборный пуансон, как ираинло, должеп охлаждаться (па чор:Сже его охлаждение НС показано). Пуансон п ;олируется от прозодникок пндуктора 1 Золяпион1П) нрокладкамн 6. ()с:жанп ; IHI;;; Р нсред;имчя на iHiдукторы-11 апсоп:к )( паичнмы сваро-нюн маипипл 4.
На схеме ноказана свар1 а нрк двустороннем расположе1ННИ рпндукторов, ио возможна сварка н при одностороппем расположенни ни-дуктОра.
liillllliiipSTlliffe
jJiililiiiliilllliilliililililli kfr
Ke±f5f.;$;:B 2B±s
7 r: -f: :i чШ
И р с д, м е 1 и 3 о б 1 е т е н н я
Устройство для libicoKOiacTOTHoro нагрева, нан рнмер. при сварке. naiiKC или 1;лавлении, с(;.;ержан1се :нгд ктир логн1ий проводш-к. разллМилнны;; 15 :.;i:i iiaivCTa. набранного нз пласгнн не: :агч1п : i:oro металла, изоЛИронанных одна or дру|: | п от индуктврующего пров(;дника, о т л н ч а ю щ е е с я тем, что, с uevibio ум еньгнепия нагрева нластил и обеснечениг равномерного нагрева изделия, нластины выколнены тодп1иной меньпк), чем глубина нроникновення тока в металл, из которого они изгоговленьк
|1||||||р|. mm&}sMm:f
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1967 |
|
SU194993A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1969 |
|
SU234562A1 |
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU334025A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1971 |
|
SU423588A1 |
| КОЛЬЦЕВОЙ ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1965 |
|
SU177003A1 |
| ИНДУКТОР ДЛЯ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ | 1968 |
|
SU206754A1 |
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА КРОМОКШТРИПСА | 1967 |
|
SU191704A1 |
