Изобретение относится к области производства заготовок методами непрерывного литья и последующего прессования.
Наиболее широкое распространение в настоящее время имеет технология производства прессованной металлопродукции, включающая отливку слитков, как правило, непрерывным способом, охлаждение металла до комнатной температуры, резку на мерные длины в холодном состоянии, нагрев заготовки и прессование через отверстие матрицы прессовой установки [1, c. 27-28] Основным недостатком традиционной технологической схемы являются повышенные энергозатраты. Действительно, энергия, затраченная на нагрев и расплавление металла, сопутствующие литейному переделу, рассеиваются в окружающую среду при охлаждении литых заготовок до комнатной температуры. Для снижения сопротивления деформации и повышения пластичности заготовки перед прессованием нагревают, вновь затрачивая энергию тем большую, чем больше объем слитка и температура нагрева.
Заявками Японии [2 и 3] защищены технические решения совмещенных способов литья-прессования, в которых заливают расплав металла в кристаллизатор, переходящий в контейнер пресса и снабженный со стороны, противоположной кристаллизатору, матрицей. Производят прессование заготовки в кристаллизатор, в котором металл охлаждают до температуры прессования, и при этой температуре движением пуансона металл выдавливают через отверстие матрицы. Однако требования к материалу кристаллизатора и материалу контейнера совершенно различны: первый должен обладать высокой теплопроводностью (медь, алюминий, графит), второй должен обладать высокой прочностью (легированная сталь). Поэтому применение указанных приемов ограничено облегченными условиями литья и деформации, например, легкоплавких и мягких материалов, т.е. технологические возможности аналогов недостаточно широки.
В патенте США [4] предложено отливать заготовку в изложницу, резать ее на мерные длины, охлаждать до температуры прессования, прессовать через отверстие матрицы в прессовой установке. Недостатком является наличие повышенных отходов металла в виде обрези донной и прибыльной части слитка.
Этот недостаток устранен в патенте РФ [5] в котором предложено заготовку отливать непрерывным способом, затем разрезать, доводить до температуры прессования без полного охлаждения, разделять на отдельные заготовки и прессовать на прессе. Недостатком является наличие повышенных отходов металла в виде прессостатка.
Наиболее близко по совокупности признаков к предлагаемому способу техническое решение [6] выбранное в качестве прототипа. Известный способ включает разливку металла или сплава через кристаллизатор с периодическим перемещением отливаемой заготовки на заданный шаг и подачей части ее в раскрытый контейнер пресса, замыкание контейнера, распрессовку и прессование. Длину прессуемой части заготовки принимают при этом равной длине шага перемещения заготовки, а скорость прессования равной скорости перемещения заготовки. Более подробно прием непрерывного прессования на прессе обратного прессования рассмотрен в описании к патенту США [7]
Основная сложность при реализации известного способа по прототипу заключается в следующем. Литая заготовка удерживается в контейнере напряжениями трения на стенках контейнера, а прессование осуществляется надвиганием на заготовку полого пуансона с закрепленной на нем матрицей. Защемление заготовки в контейнере производится смыканием сегментов, образующих контейнер. При этом возможны следующие варианты: диаметр заготовки меньше диаметра контейнера, в этом случае защемления заготовки не произойдет и прессование станет невозможным. Второй вариант диаметр заготовки больше диаметра контейнера. В этом случае для смыкания сегментов требуется огромное усилие, так как длина контейнера намного превышает его диаметр, при отсутствии свободных объемов для радиального течения металл имеет возможность течь только в длину, а это связано с преодолением больших сил трения.
Реально это приводит к тому, что сегменты полностью свести не удается, и полного замыкания контейнера не происходит. При дальнейшей распрессовке и прессовании под действием сжимающих напряжений металл затекает в оставшиеся зазоры, вызывая повышенный износ стенок контейнера в местах разъема и лавинообразное нарастание от одного цикла прессования к другому величины этих зазоров. В способе по прототипу нет указаний, как поступать с этим заусенцем, но например в патенте [7] заусенец предложено срезать специальными ножами, установленными с торца контейнера со стороны пуансона, что говорит о существовании этой проблемы. Таким образом, недостатками способа по прототипу являются повышенные энергозатраты на смыкание контейнера, невысокий выход годного из-за наличия отходов металла в заусенец, а также повышенный износ инструмента.
Настоящим изобретением предлагается перед распрессовкой поперечному сечению литой заготовки придавать неравноосную форму, например, овала с плоскопараллельными основаниями, а в контейнере пресса заготовку размещать длинной осью перпендикулярно плоскости разъема контейнера. Это позволяет при распрессовке внутри контейнера получить резервный объем, в который перетекает металл при замыкании сегментов, не вызывая появления заусенца, а также не вызывая повышенных энергетических затрат.
Придание поперечному сечению заготовки неравноосной формы осуществляют разливкой через кристаллизатор, имеющий отверстие неравноосной формы, например, овала с плоскопараллельными основаниями. Неравноосная форма может быть обеспечена и другими геометрическими фигурами, например эллипсом и др. Этот прием может быть использован для получения литых заготовок с небольшим поперечным сечением. Для крупных отливок изготовление втулки кристаллизатора неравноосного сечения сопряжено с определенными трудностями. Известно также, что предпочтительно отливать заготовку, имеющую в поперечном сечении форму круга, что позволяет избежать при отливке, особенно материалов с большой усадкой появления дополнительных остаточных напряжений, трещин, расслоений и других дефектов. Поэтому придание поперечному сечению заготовки неравноосной формы можно осуществлять разливкой круглой в поперечном сечении заготовки и ее последующей осадкой по диаметру. При этом упрощается также изготовление кристаллизатора, имеющего в этом случае форму тела вращения.
Предложено также осадку по диаметру осуществлять при наличии жидкой фазы внутри слитка. Это позволяет избежать больших энергозатрат на проведение операции осадки, так как сопротивление деформации расплавленного металла намного ниже сопротивления деформации закристаллизованного металла.
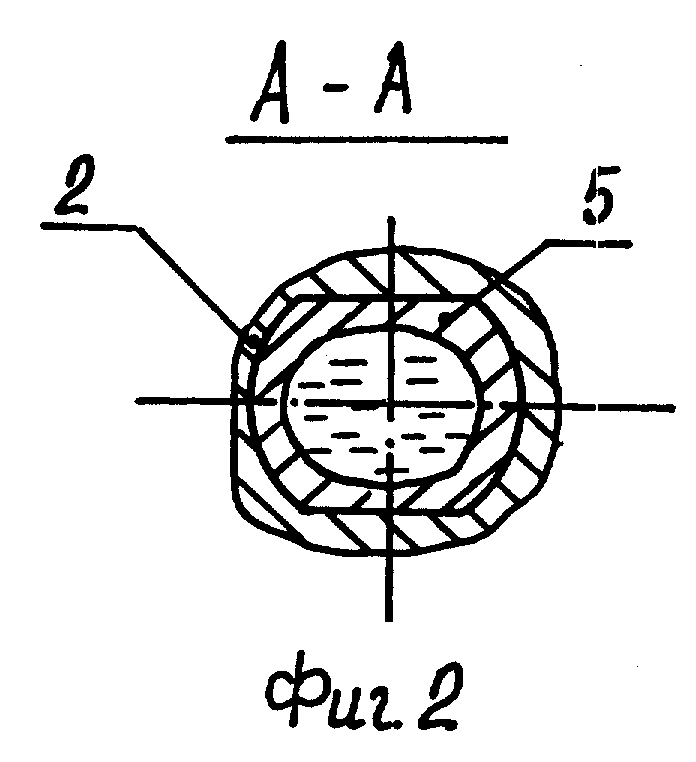
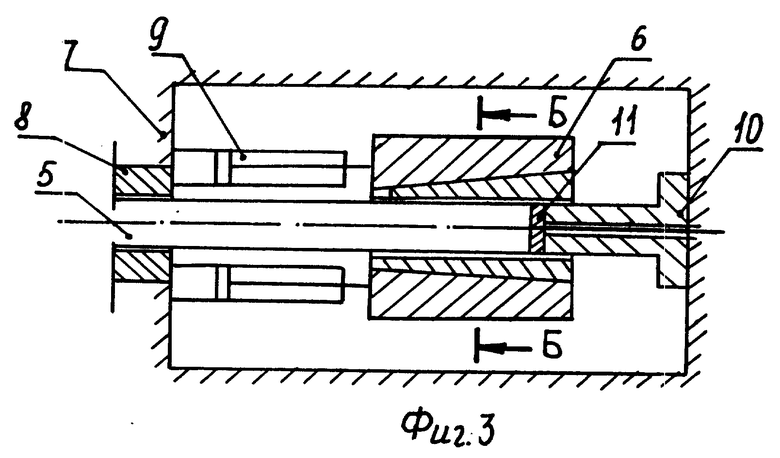
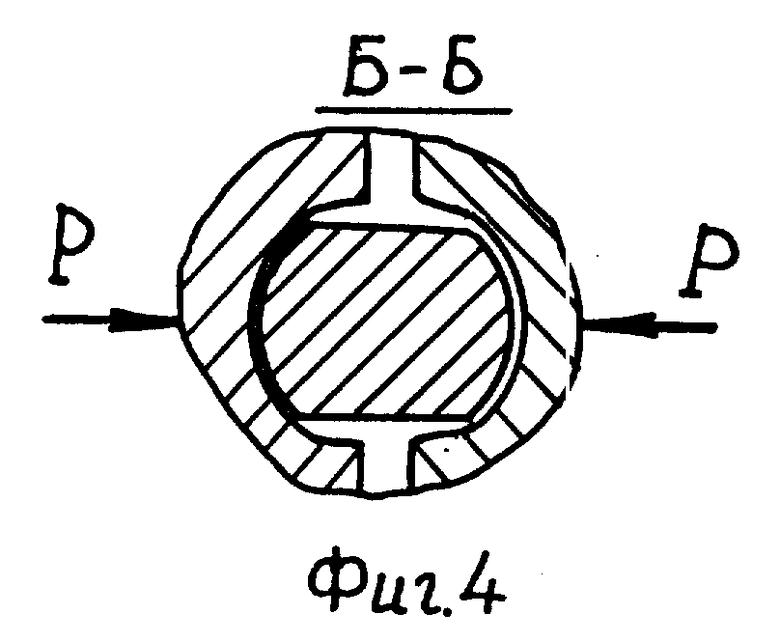
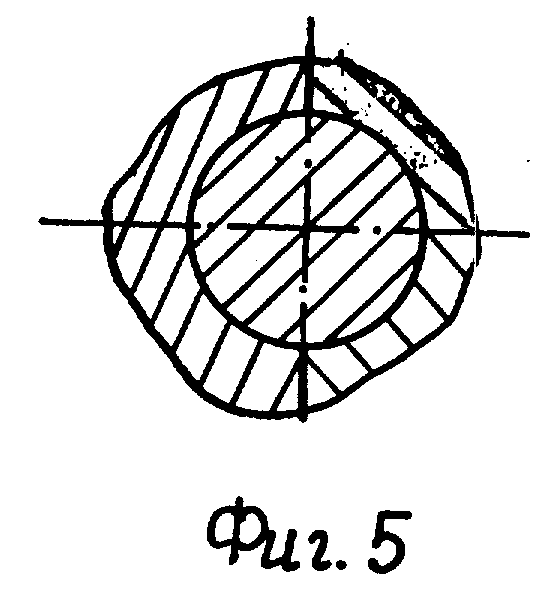
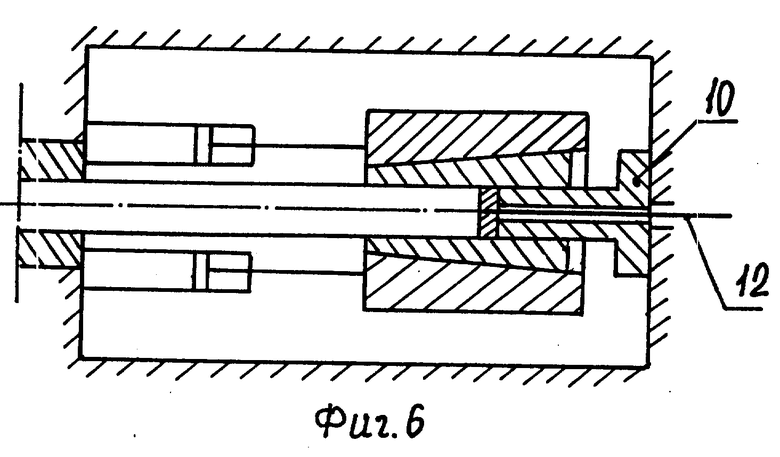
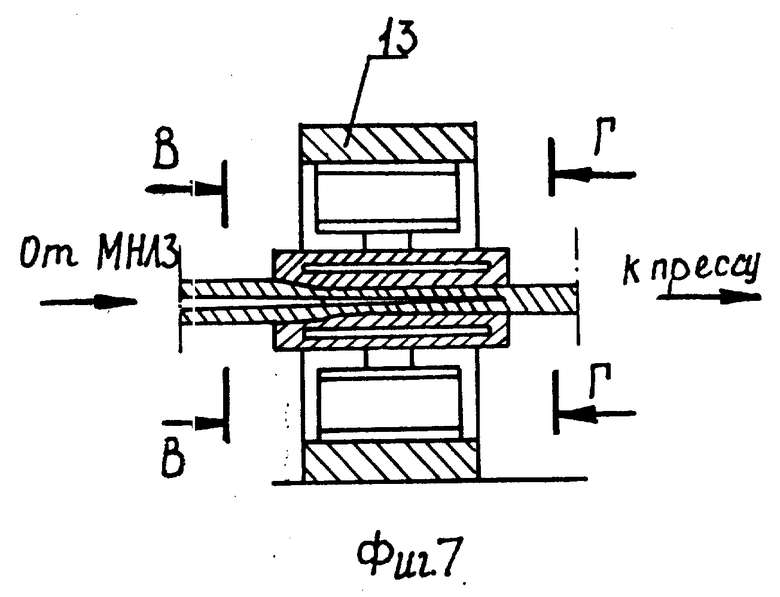
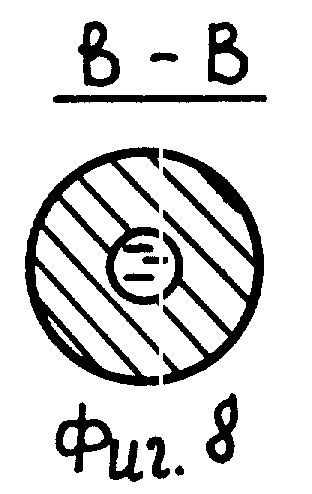
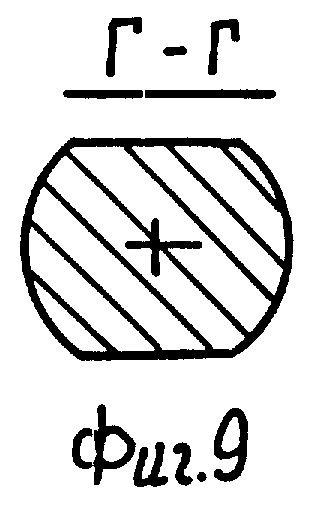
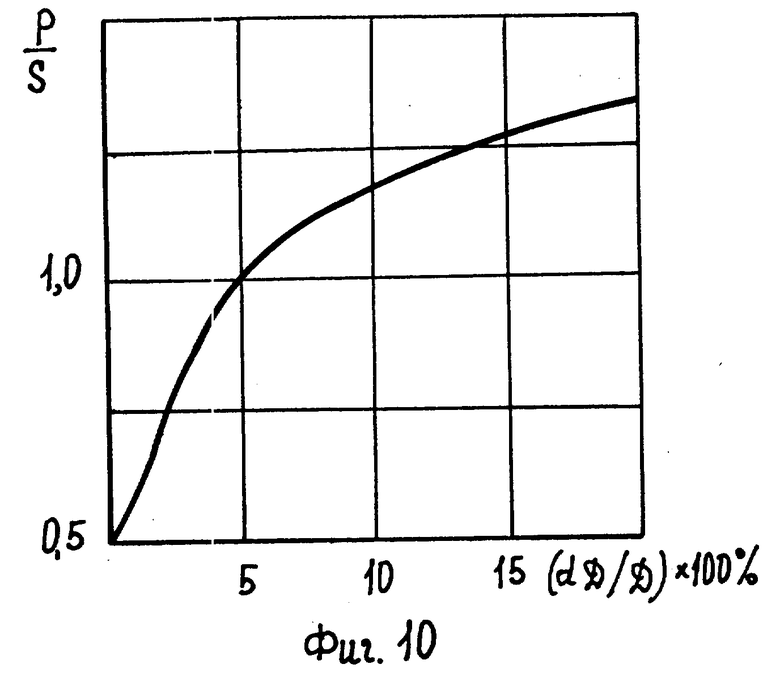
На фиг. 1 представлена возможная схема расположения литейного оборудования по заявляемому способу, вид сбоку: на фиг. 2 показано поперечное сечение кристаллизатора, имеющего неравноосную форму в виде овала с параллельными основаниями; на фиг. 3 изображено продолжение технологической линии в виде пресса обратного прессования (вид сверху) в момент задачи в пресс заготовки; на фиг. 4 показано поперечное сечение контейнера и расположение в нем заготовки до ее обжима стенками контейнера; на фиг. 5 после обжима; на фиг. 6 показан процесс прессования надвиганием контейнера с заготовкой на матрицу, сопровождающийся выдавливанием металла; на фиг. 7 показано возможное расположение деформирующего пресса для осуществления осадки заготовки по диаметру; на фиг. 8 и 9 разрезы, иллюстрирующие соотношение между объемами жидкой и твердой фаз соответственно до осадки и после нее, на фиг. 10 представлен график зависимости относительного напряжения распрессовки от относительного обжатия заготовки.
Пример 1. Из промежуточного ковша 1 (фиг. 1) машины непрерывного литья заготовок (МНЛЗ) расплавленный металл подают в кристаллизатор 2, где намораживают корочку металла. Слиток захватывается механизмом вытягивания заготовки 3 и периодически подается на заданный шаг в зону вторичного охлаждения 4, где продолжается кристаллизация слитка 5. При разливке заготовке придают форму овала с плоскопараллельными основаниями, применяя кристаллизатор с овальным отверстием, как это показано на фиг. 2.
В дальнейшем слиток 5 передают в раскрытый контейнер 6 пресса обратного прессования 7 через направляющую втулку 8 (на фиг. 3 изображен вид сверху). Подобная конструкция пресса приведена в описании, причем в контейнере пресса заготовку размещают основаниями овала перпендикулярно плоскости разъема контейнера, как это показано на фиг. 4. Благодаря такому размещению в полости контейнера возникают свободные объемы, в которые возможно истечение металла при замыкании сегментов от действия усилий P, и эти усилия не становятся чрезмерно большими. Кроме того при замыкании сегментов не образуется заусенец, мешающий полному замыканию сегментов контейнера. После замыкания контейнера от специального привода (не показан) металл заполняет объем контейнера, что показано на фиг. 5. Благодаря воздействию нормальных напряжений на металл со стороны стенок контейнера появляются касательные напряжения, удерживающие слиток при прессовании. Естественно, что чем больше поверхность соприкосновения металла и стенок контейнера, тем больше сила, удерживающая слиток при последующем прессовании. Контейнер 6 от привода 9 (фиг. 3) надвигают на пуансон 10, с размещенной на нем матрицей 11 и производят распрессовку, а затем и прессование заготовки 5, в результате чего получают отпрессованное изделие 12 (фиг. 6).
Пример 2. В другом варианте предлагаемого способа придание поперечному сечению заготовки неравноосной формы осуществляют разливкой круглой в поперечном сечении заготовки, что иллюстрируется фиг. 7 и ее последующей осадкой по диаметру с помощью вертикального пресса 13. Соответственно на фиг. 8 и 9 показаны поперечное сечение заготовки до и после осадки. На фиг. 8 кроме того показано, что внутри заготовки сохраняется объем жидкой фазы, что снижает усилие деформирования.
Пример 3. По предлагаемому способу отливали круглую в поперечном сечении заготовку диаметром 28,2 мм, осаживали по диаметру на прессе с получением в поперечном сечении овала с плоскопараллельными основаниями с высотой 23,4 мм и шириной 30,4 мм. Размещали заготовку в полости разъемного контейнера с радиусом сегментов 13,5 мм длинной осью перпендикулярно плоскости разъема контейнера, распрессовывали заготовку сближением сегментов на пресс с измерением усилия. Рассчитывали напряжения осадки p и относили его к величине сопротивления деформации s. Зависимость полученного отношения p/s отразили на графике фиг. 10 зависимостью от параметра: обжатия по диаметру dD, отнесенному к начальному диаметру D и выраженному в процентах. Из графика видно, что даже при относительном обжатии 20% напряжение распрессовки не превысило полуторакратного сопротивления деформации. В то же время при попытке распрессовать круглую заготовку тем же диаметром в том же контейнере достигли отношения p/s, равного 3 и получили заусенец, по толщине равный 0,6 мм, который пришлось удалить в отходы.
Техническим результатом от применения заявляемого способа является снижение энергозатрат при замыкании полости контейнера, снижение расхода металла из-за исключения возможности образования заусенца.
Литература
1. Машины и агрегаты для обработки цветных металлов и сплавов. Паршин В. С. Костров В.П. Сомов Б.С. и др. -М. Металлургия, 1988, 400 с.
2. Заявка Японии N 62-179808. Способ и устройство для горячего экструдирования металлов. МКИ B 21 C 23/00, B 21 B 33/02, опубл. 07.08.87.
3. Заявка Японии N 59-4207. Оборудование для непрерывной обработки прессованием. МКИ B 21 C 23/08, B 21 B 33/02, опубл. 28.01.84.
4. Патент США N 4308742. Способ и устройство для экструдирования. НКИ 72-253, B 21 C 23/21, 29/02, 35/06, 26/00, опубл. 05.01.82.
5. Патент РФ N 2009003. Способ производства полых заготовок с неокисленной внутренней поверхностью / С.П. Буркин, Е.А. Коршунов, Ю.Н. Логинов и др. заявл. 24.03.92, МКИ B 22 D 11/00.
6. Патент РФ N 2038912. Способ производства прессованной металлопродукции и агрегат для его осуществления / С.П. Буркин, Ю.Н. Логинов, Е.А. Коршунов и др. заявл. 13.01.92, N 5062666/02, БИ N 19, 1995.
7. Патент США N 4208897. Способ и оборудование для обратного прессования длинных металлических заготовок. Опубл. 24.01.80. Заявл. 08.01.78, МКИ B 21 C 23/32, B 21 C 27/00.
8. Патент РФ N 2016682. Способ непрерывного прессования заготовок и устройство для его осуществления / С.П. Буркин, Ю.Н.Логинов, Е.А. Коршунов, заявл. 13.10.92, опубл. 30.07.94, БИ N 14, МКИ B 21 C 23/20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| АГРЕГАТ ПОСЛЕДОВАТЕЛЬНОЙ ПЛАВКИ И РАЗЛИВКИ МЕТАЛЛОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК НА ЭТОМ АГРЕГАТЕ | 1996 |
|
RU2100726C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ ЗАГОТОВОК С НЕОКИСЛЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2009003C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133650C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 1993 |
|
RU2049569C1 |
Использование: область получения металлопродукции методами литья и прессования. Сущность изобретения: способ непрерывной разливки и прессования металлов включает непрерывную разливку металла или сплава через кристаллизатор с периодическим перемещением отливаемой заготовки на заданный шаг и подачей части ее в раскрытый контейнер пресса, замыкание контейнера, распрессовку и прессование. Отличие заключается в том, что поперечному сечению литой заготовки придают неравноосную форму, например, овала с плоскопараллельными основаниями, а в контейнере пресса заготовку размещают длинной осью перпендикулярно плоскости разъема контейнера. Придание поперечному сечению заготовки неравноосной формы осуществляют разливкой заготовки через кристаллизатор, имеющий отверстие неравноосной формы, например овала с плоскопараллельными основаниями, либо осуществляют разливкой круглой в поперечном сечении заготовки и ее последующей осадкой по диаметру. Осадку по диаметру осуществляют при наличии жидкой фазы внутри слитка. 1 с. и 4 з.п. ф-лы, 10 ил.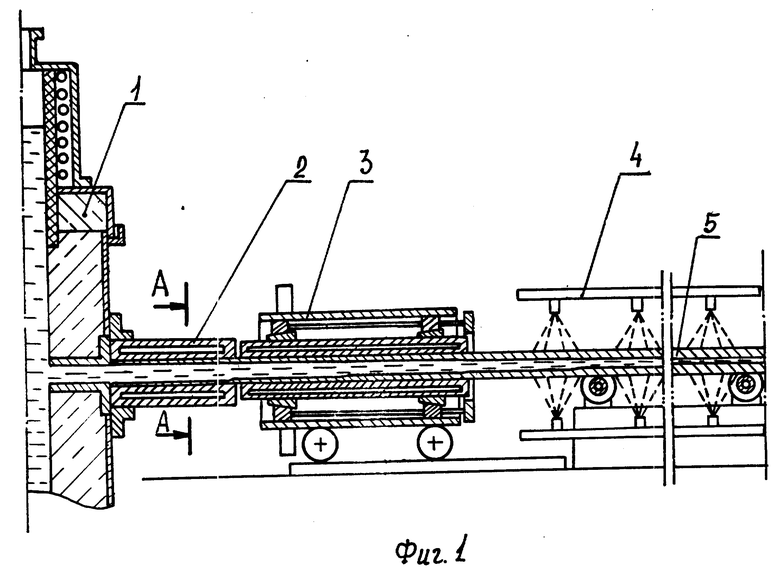
| RU, патент, 2038912, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
