Изобретение относится к обработке металлов давлением, а именно к объемной штамповке и может быть использовано в качестве штампа для безотходной (без облоя) и малоотходной штамповки поковок с вытянутой осью без штамповочных уклонов.
Известен штамп для закрытой объемной штамповки (А. с. СССР 1602601, B 21 J 13/02. Штамп для закрытой объемной штамповки / А.Н.Леванов // Открытия. Изобретения. 1990. 40. С. 40) - прототип, содержащий верхнюю и нижнюю плиты (верхнюю и нижнюю части), а также размещенную на нижней плите обойму с расширяющейся к противоположной плите наклонной внутренней полостью. Он снабжен размещенным внутри обоймы, контактирующим с ней самоустанавливающимся элементом, составленным из взаимно перпендикулярных продольных и поперечных клиновидных планок с вертикальными внутренними поверхностями, сопряженных между собой по ломаной в плане линии разъема с прямолинейным уплотнительным участком, который выполнен под углом к направлению продольной планки, определяемым по приведенной формуле. Продольные и поперечные клиновидные планки установлены с возможностью совместного ограниченного скольжения каждой по соответствующей наклонной плоскости обоймы в направлении увеличения размеров рабочей полости штампа в плане. Угол уклона планок и обоймы к вертикали рассчитывается по формуле, полученной из условия перехода планок из состояния самоторможения деформируемым металлом к скольжению при достижении требуемой степени заполнения штампа.
Известный штамп (прототип) имеет следующие недостатки:
а) необходимо использовать заготовки повышенной точности, так как при использовании заготовок обычной точности на штамповочном оборудовании с жесткой кинематикой движения исполнительного органа в случае передозировки металла заготовки происходит перегрузка машины и штампа, а также их заклинивание;
б) в случае передозировки металла заготовки происходит образование бокового заусенца между верхней плитой и планками;
в) в сложном сопряжении (соединении) продольных и поперечных планок, из которых состоит самоустанавливающийся элемент, возможно образование зазоров под нагрузкой и, как следствие, торцевых заусенцев, а также заклинивание штампа.
Поставлена задача: разработать штамп для закрытой объемной штамповки, обеспечивающий экономию металла за счет полного исключения торцевого заусенца независимо от точности дозирования объема металла исходных заготовок, а также исключающий заклинивание ковочной машины или самого штампа за счет компенсации избытка металла заготовки.
Технический результат в предлагаемом штампе для закрытой объемной штамповки, содержащем в верхней части пуансон прямоугольного сечения с ограничительным буртом, в нижней части - корпус с расширяющейся вверх внутренней полостью, а также самоустанавливающийся элемент, состоящий из продольных и поперечных клиновидных планок, уплотнительные элементы, уплотнительные ножи, достигается тем, что в процессе деформации исключается образование заусенца в сопряжении пуансона с клиновидными планками самоустанавливающегося элемента за счет использования уплотнительных элементов, в сопряжении уплотнительных элементов и пуансона - за счет плотного прижатия уплотнительных элементов к пуансону и уклона 2-3o на внутренней поверхности уплотнительных элементов, а в сопряжении продольных и поперечных клиновидных планок самоустанавливающегося элемента, и в сопряжении уплотнительных элементов - за счет использования уплотнительных ножей, а также тем, что на стадии доштамповки исключается заклинивание ковочной машины и штампа за счет того, что уплотнительные элементы имеют угол наклона β1 не менее чем в два раза больше угла трения, и за счет образования компенсационной полости высотой s между продольными клиновидными планками самоустанавливающегося элемента и нижней частью внутренней поверхности корпуса (фиг.1).
Сопоставительный анализ заявляемого технического решения с прототипом показывает, что заявляемый штамп для закрытой объемной штамповки отличается от прототипа.
В прототипе верхняя часть штампа представляет собой плоскую плиту и плоскость разъема штампа перпендикулярна направлению рабочего хода. Поэтому смыкание половин штампа и его полное запирание достигается лишь в конечный момент штамповки. Следовательно, в стадии доштамповки возможно вытекание избытка металла в зазор по плоскости разъема. В предлагаемом штампе запирание его полости осуществляется до начала стадии доштамповки за счет плотного прижатия уплотнительных элементов к пуансону, продольным и поперечным клиновидным планкам самоустанавливающегося элемента по поверхности их контакта при вертикальной поверхности разъема штампа.
В прототипе в сложной линии разъема клиновидных планок (в плане) предусматривается прямолинейный участок контакта, выполненный под углом γ к направлению продольных планок, в предлагаемом штампе контакт продольных и поперечных клиновидных планок самоустанавливающегося элемента осуществляется по одной поперечной плоскости. Кроме того, продольные клиновидные планки самоустанавливающегося элемента снабжены уплотнительными ножами.
В прототипе компенсация излишков металла осуществляется только за счет увеличения поперечных и продольных размеров поковки в процессе подъема клиновидных планок, в предлагаемом штампе компенсация излишков металла осуществляется также за счет образования компенсационной полости в результате подъема клиновидных планок самоустанавливающегося элемента.
Эти отличительные признаки обеспечивают повышение качества поковок. Таким образом, данное техническое решение соответствует критерию "новизна".
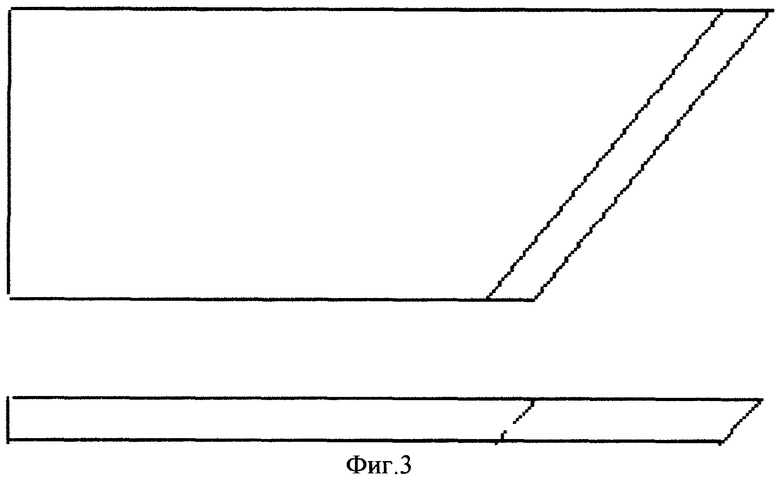
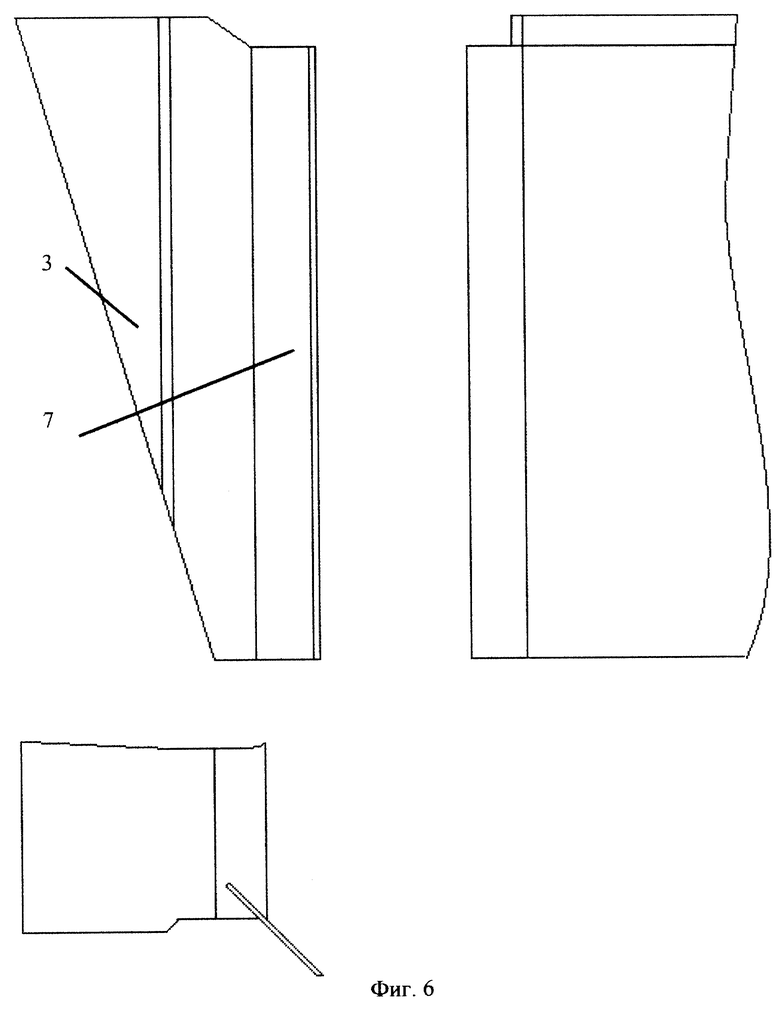
На фиг. 1 представлен штамп для закрытой объемной штамповки в разрезе и вид сверху; на фиг.2 - штамп для закрытой объемной штамповки в разрезе и вид сбоку в начальный момент деформации; на фиг.3 - уплотнительный нож, устанавливаемый на продольные уплотнительные элементы; на фиг.4 - уплотнительный нож в сборе с уплотнительным элементом; на фиг.5 - уплотнительный нож, устанавливаемый на продольные клиновидные планки; на фиг.6 - уплотнительный нож в сборе с клиновидной планкой.
Верхняя часть штампа содержит пуансон прямоугольного сечения 1 с ограничительным буртом 2, самоустанавливающийся элемент, состоящий из продольных 3 и поперечных 4 клиновидных планок, уплотнительные элементы 5, уплотнительные ножи 6 и 7, тяги 8, крепежные изделия 9. Нижняя часть штампа представляет собой корпус 10 с расширяющейся вверх внутренней полостью.
Штамп работает следующим образом.
Заготовка 11 устанавливается (фиг.1) в полость корпуса 10. При движении пуансона 1 вниз продольные 3 и поперечные 4 клиновидные планки под действием собственного веса опускаются вниз и ложатся в полость корпуса 10. При дальнейшем движении пуансона 1 вниз уплотнительные элементы 5 упираются в клиновидные планки 3 и 4 (фиг.2). Уплотнительные элементы 5 установлены с возможностью скольжения по пуансону в вертикальном направлении. При этом элементы 5, прижатые к пуансону посредством подпружиненных крепежных изделий 9, при движении пуансона 1 вниз находятся в состоянии прижатия к клиновидным планкам 3 и 4 на протяжении всего процесса деформации. Поверхность контакта прижимных элементов и клиновидных планок осуществляется под некоторым углом β1 к вертикали, который должен быть в два раза больше угла трения, это позволит исключить заклинивание в процессе движения пуансона вниз. Величину угла трения можно определить по литературным справочным данным (Крагельский И.В., Виноградова И.Э. Коэффициенты трения. М.: Машгиз, 1955. 188 с.) или по результатам испытаний трения по методике (Дерягин Б.В. Что такое трение. М.: Изд-во АН СССР, 1959. С. 243). На внутренней поверхности уплотнительных элементов 5 имеется уклон 2-3o, который позволяет улучшить контакт между уплотнительными элементами 5 и пуансоном 1 и тем самым исключить возможность образования торцевого заусенца между ними. Угол уклона выбран 2-3o, так как угол менее 2o не обеспечивает надежного контакта между уплотнительными элементами 4 и пуансоном 1, а угол более 3o способствует повышенному износу на контакте между ними. В сопряжении продольных и поперечных уплотнительных элементов 5 имеются уплотнительные ножи 6 (фиг.3), исключающие затекание металла между ними. Надежность контакта обеспечивается за счет установки ножей 6 на продольные уплотнительные элементы с подпружинением при их контакте с поперечными уплотнительными элементами и прижатия к контактной поверхности самим деформируемым материалом. Ножи 6 могут крепиться к уплотнительным элементам 5 (фиг.4), например, методом запрессовки. Уплотнительные элементы 5 (фиг. 2) обеспечивают также удержание клиновидных планок 3 в начальный момент деформации, так как в процессе формирования поверхности контакта металла с клиновидными планками 3 возможен их преждевременный подъем вверх. После касания пуансоном 1 заготовки 11 начинается процесс деформации заготовки, заполнение полости штампа, соприкосновение заготовки с рабочими поверхностями клиновидных планок 3, 4 и формирование контактной поверхности заготовки с планками. При этом контакт продольных 3 и поперечных 4 клиновидных планок осуществляется за счет уплотнительных ножей 7 (фиг.5), установленных на продольных планках 3 (фиг.6) аналогично ножам на уплотнительных элементах 5. В процессе деформации продольные клиновидные планки 3 (фиг.1) находятся в состоянии самоторможения деформируемым материалом, корпусом и уплотнительными элементами 5. Это явление объясняется тем, что на планки 3 с одной стороны действуют нормальные напряжения р, способствующие их подъему вверх (фиг.1), с другой стороны на планки действуют касательные напряжения τ, удерживающие их в исходном положении (дополнительные удерживающие усилия на клиновидные планки оказывают уплотнительные элементы 5). Известно (Контактное трение в процессах обработки металлов давлением / А.Н. Леванов, В.Л. Колмогоров, С.П. Буркин и др. М.: Металлургия, 1976. 416 с.), что соотношение τ/p напряжений пластического трения на рабочей поверхности планки к нормальным напряжениям уменьшается с ростом напряжений р по мере увеличения степени заполнения полости штампа (уменьшения величины h) (фиг.1). Поэтому при заданной величине h, которая не должна превышать радиуса округления уголков по чертежу поковки, клиновидные планки 3 могут перейти из состояния самоторможения на поверхности контакта с деформируемой заготовкой в состояние скольжения. При этом происходит подъем клиновидных планок 3 вверх на некоторую величину s (фиг.1), регламентируемую их упором в бурт 2 пуансона 1, которая не должна быть больше высоты облойного мостика в процессах открытой штамповки. Величина h зависит от угла наклона клиновидных планок 3 (угол β), условий трения на поверхностях контакта клиновидных планок 3 с деформируемым металлом и с корпусом 10, а также от реологических свойств деформируемого металла. Поэтому, подобрав соответствующим образом угол β и условия трения на контакте, после доштамповки получим необходимые (заданные чертежом поковки) размеры поковки. К моменту начала стадии доштамповки уплотнительные элементы 5 должны выступать за пуансон на расстояние h в случае, если объем заготовки максимален. В этом случае к концу стадии доштамповки уплотнительные элементы 5 будут находиться на одном уровне с пуансоном. В процессе подъема клиновидных планок 3 образуется компенсационная полость между планками 3 и нижней частью внутренней поверхности корпуса 10, в которую могут вытекать излишки металла заготовки, которые затем обрезаются в штампе для обрезки облоя. Клиновидные планки 4 имеют угол наклона на 2-3o менее угла трения, поэтому не поднимаются вверх под действием напряжений р, они служат для облегчения извлечения поковки из штампа. Если объем заготовки равен объему поковки или меньше его на величину допуска, то подъем клиновидных планок 3 происходить не будет. После окончания процесса деформации при подъеме пуансона 1 вверх под действием тяг 8 происходит установка уплотнительных элементов 5 в исходное положение, а также подъем вверх клиновидных планок 3 и 4, после этого поковка удаляется из полости штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Закрытй штамп | 1976 |
|
SU565768A1 |
| СПОСОБ ПРОИЗВОДСТВА ШАРОВ | 1999 |
|
RU2167020C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |



Изобретение относится к обработке металлов давлением и может быть использовано в качестве штампа для безотходной и малоотходной штамповки поковок. Штамп для закрытой объемной штамповки состоит из верхней и нижней частей. Верхняя часть выполнена в виде пуансона прямоугольного сечения с ограничительным буртом. Нижняя часть представляет собой корпус с расширяющейся вверх внутренней полостью и самоустанавливающимся элементом. Самоустанавливающийся элемент состоит из продольных и поперечных клиновидных планок и снабжен уплотнительными элементами в виде продольных и поперечных планок. В продольные уплотнительные элементы вмонтированы уплотнительные ножи. Продольные клиновидные планки самоустанавливающегося элемента установлены с возможностью вертикального перемещения вверх с образованием компенсационной полости. Угол наклона поперечных клиновидных планок самоустанавливающегося элемента на 2-3o меньше угла трения. Уплотнительные элементы установлены с возможностью скольжения по боковым поверхностям пуансона. Внутренняя поверхность уплотнительных элементов выполнена с уклоном 2-3o. В результате обеспечивается экономия металла и исключается заклинивание ковочной машины или самого штампа. 2 з.п.ф-лы, 6 ил.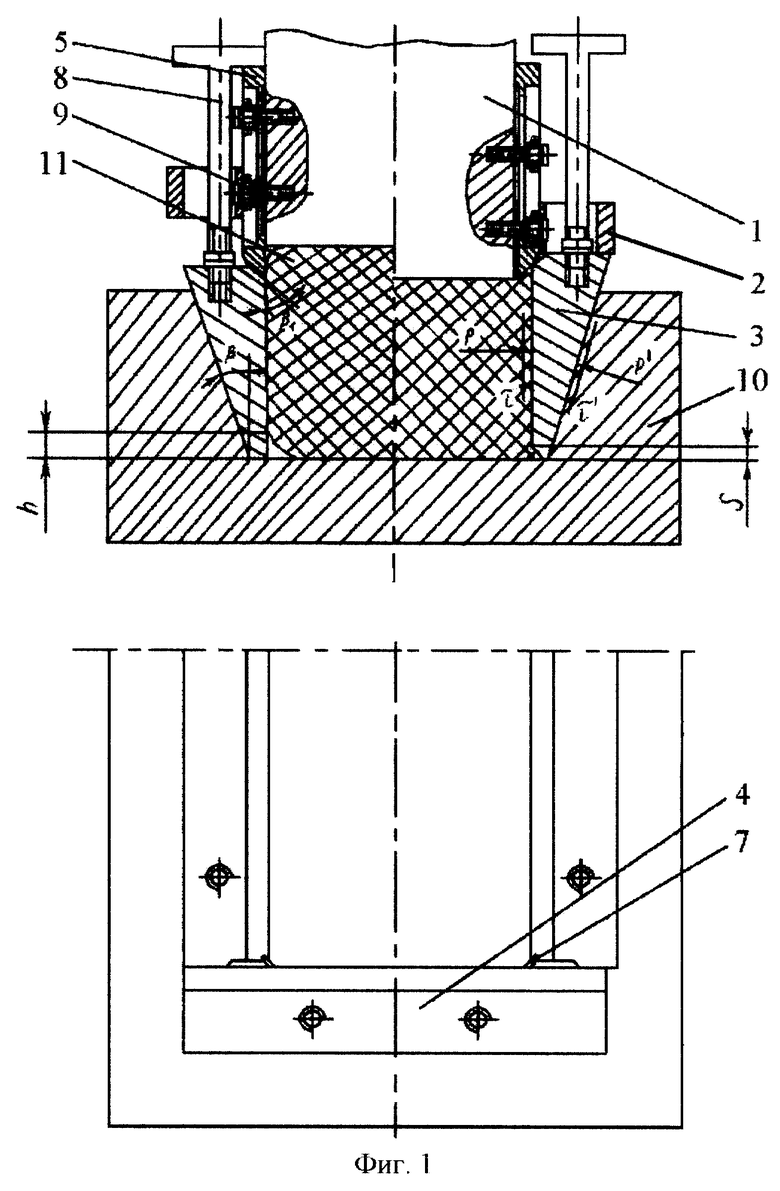
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
| Штамп для закрытой объемной штамповки | 1990 |
|
SU1731394A1 |
| Штамп для закрытой объемной штамповки деталей | 1991 |
|
SU1820880A3 |
| Штамп для закрытой штамповки | 1990 |
|
SU1801052A3 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU967652A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2019357C1 |
| DE 1752104, 13.12.1973 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
