Изобретение относится к прокатному производству, а именно к устройствам для поштучной выдачи заготовок в-сортопрокатные станы.
Цель изобретения - повышение надежности работы и производительности устройства.
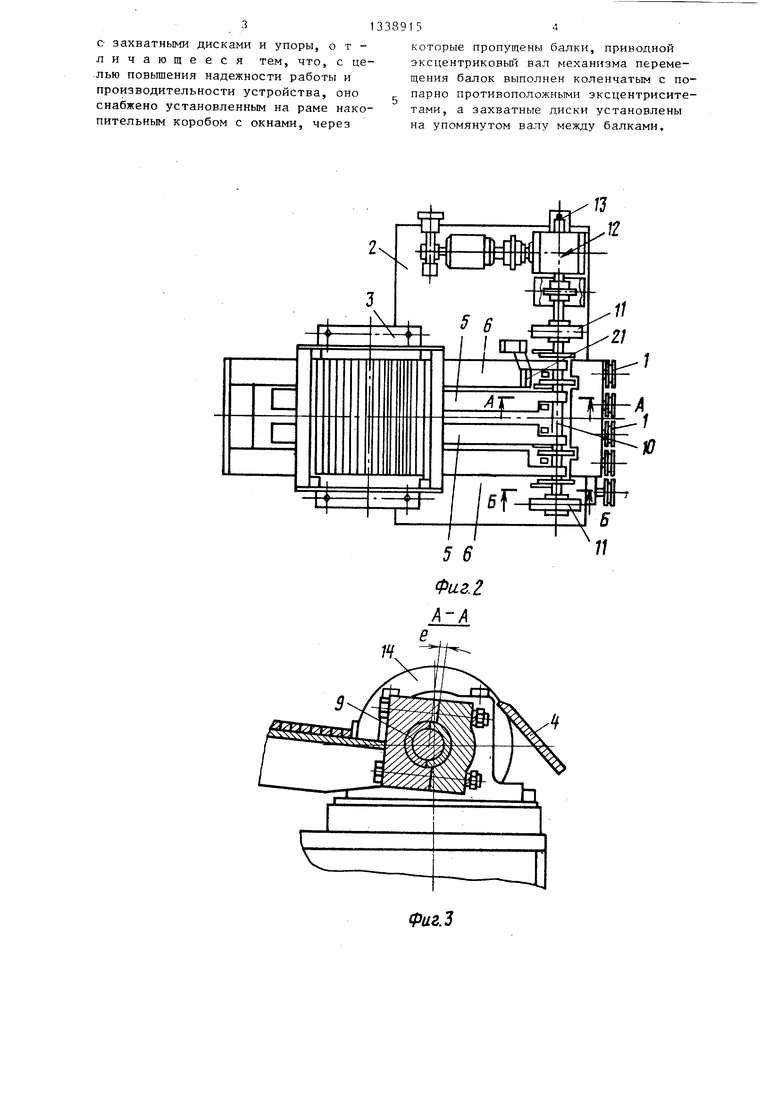
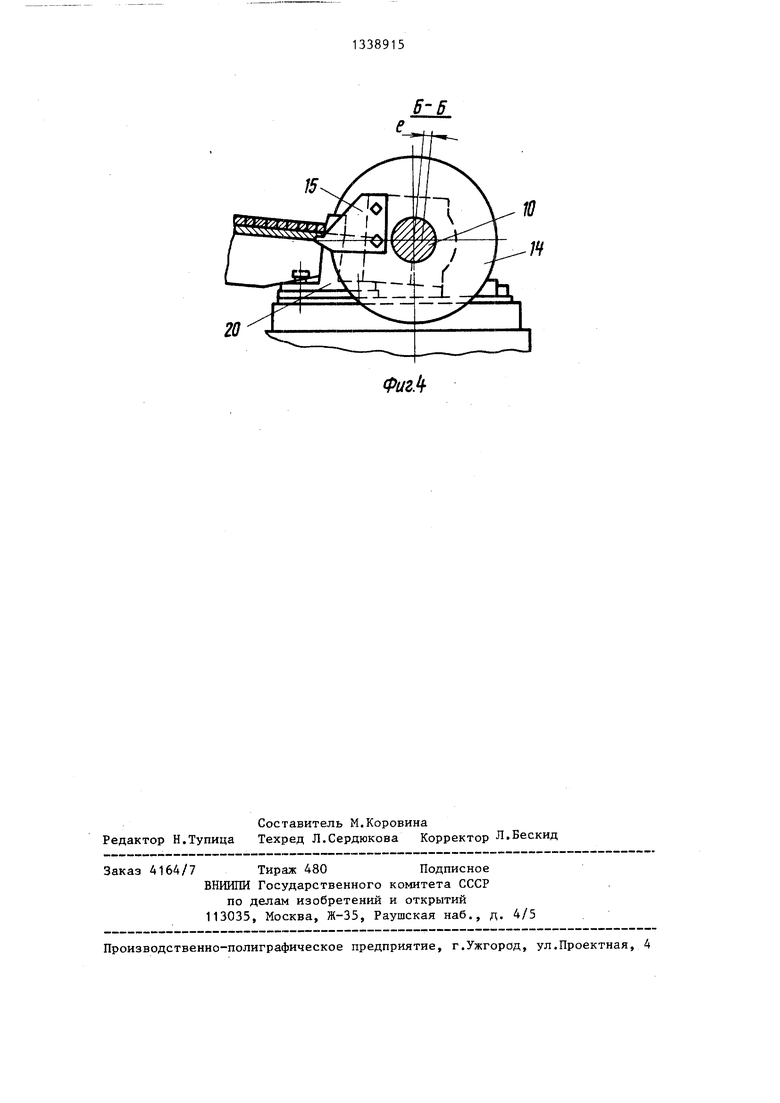
На фиг. 1 изображено устройство для поштучной выдачи изделий, вид сбоку; на фиг. 2 - то же, вид сверху на фиг, 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство для поштучной вьщачи изделий содержит рольганг 1, раму 2, на которой закреплены накопительный kopo6 3 с наклонными стенками, наклонный кронштейн 4 и стеллаж, выполненный в виде подвижных балок 5 и 6. Подвижные балки 5 и 6 пропущены сквозь вьшолненные в коробе 3 окна 7 и 8, при этом передние концы балок 5 и 6 смонтированы на эксцентричных шейках 9 приводного вала 10 с попарно противоположным расположением эксцентриситета е. Вал 10 установлен в подшипниках 11.
Шаговая работа привода 12 вращения вапа 10 осуществляется с помощью датчика 13 управления. Между балками 5 и 6 на приводном валу 10 жестко закреплены диски 14 с захватными зубьями 15. Задние концы балок 5 и 6 закреплены на раме 2 посредством стяжек 16 (кривошипов) и осей 17 и 18 с возможностью регулирования угла наклона балок к горизонту. Высота окна 8 короба 3, через которое осуществляется выход изделий, может регулироваться с помош;ью задвижки 19. На раме 2 с возможностью перемещения по направлению балок 5 и 6 установлены упоры 20, рабочие плоскости которых образуют- с верхними плоскостями балок 5 и 6 угол о/, величина которого составляет не менее 95°. Для автоматизации работы устройства на раме 2 крепится фотодатчик 21.
Устройство работает след ующим образом.
Посредством мостового крана пакет заготовок (изделий) 22 подается на участок балок 5 и 6, расположенный в бездонном коробе 3. Далее включается электродвигатель привода 12 вращения вала 10. При этом при каждом обороте вала 10 балки 5 и 6 перемещают заготовки 22 на величину, равную 4е (е - величина эксцентриситета шеек 9
3389152
вала 10). Величина эксцентриситета е шеек 9 вала 10 выбирается из соотношения 4е: Ь, где b - ширина или диа- t- метр заготовок,. Передача заготовок 22 с балок 5 на б;1лки 6 осуществляется в момент, когда плоскость эксцентриситетов расположёна параллельно верхним плоскостям балок 5 и 6. Вращение
10 вала 10 производится до тех пор, пока заготовки 22 из короба 3 не будут разобраны в один ряд и первая из них не дойдет до упора 20. После этого за счет регулирования скорости враще15 ния электродвигателя привода 12 или изменением времени пауз между вращением вала 10 добиваются соответствия темпа шагового вращения вала 10 темпу прокатки заготовок. При каждом
20 обороте вала 10 захватные зубья 15 дисков 14 снимают с балок 6 по одной заготовке в тот момент, когда верхние плоскости балок параллельны плоскости эксцентриситетов, и сбрасывают
25 заготовки на наклонные кронштейны 4 и рольганг 1 для задачи их в нагревательное устройство прокатного стана (не показано). При изменении сортамента заготовок необходимо соот30 :ветственно отрегулировать высоту ок- на 8 за счет задвижки 19 и передвинуть упоры 20 таким образом, чтобы дисками 14 с захватными зубьями 15 обеспечивался подъем только одной
25 заготовки. Для гарантированной задачи заготовок в стан в случае, когда на балках 5 и 6 перед упорами 20 образуется участок без заготовок (пропуск), с помощью фотодатчика 21
40 производится включение электродвигателя привода 12 вращения на ускоренное вращение вала 10 и перемещение заготовок до тех пор, пока не будет сброшена на рольганг очередная заготовка.
45
Предлагаемое устройство для поштучной выдачи изделий позволяет повысить надежность его работы, обеспечивая загрузку в стан с высокой производительностью.
Формула изобретения
Устройство для поштучной.вьщачи изделий, содержащее рольганг, наклонные кронштейны, раму, балки, механизм х перемещения с приводным эксцентриковым валом, сбрасываюшдй механизм
с захватными дисками и упоры, отличающееся тем, что, с це- -лью повьппения надежности работы и производительности устройства, оно снабжено установленным на раме накопительным коробом с окнами, через
13389154
которые пропущены балки, приводной эксцентриковый вал механизма перемещения балок выполнен коленчатым с попарно противоположными эксцентриситетами, а захватные диски установлены на упомянутом валу между балками.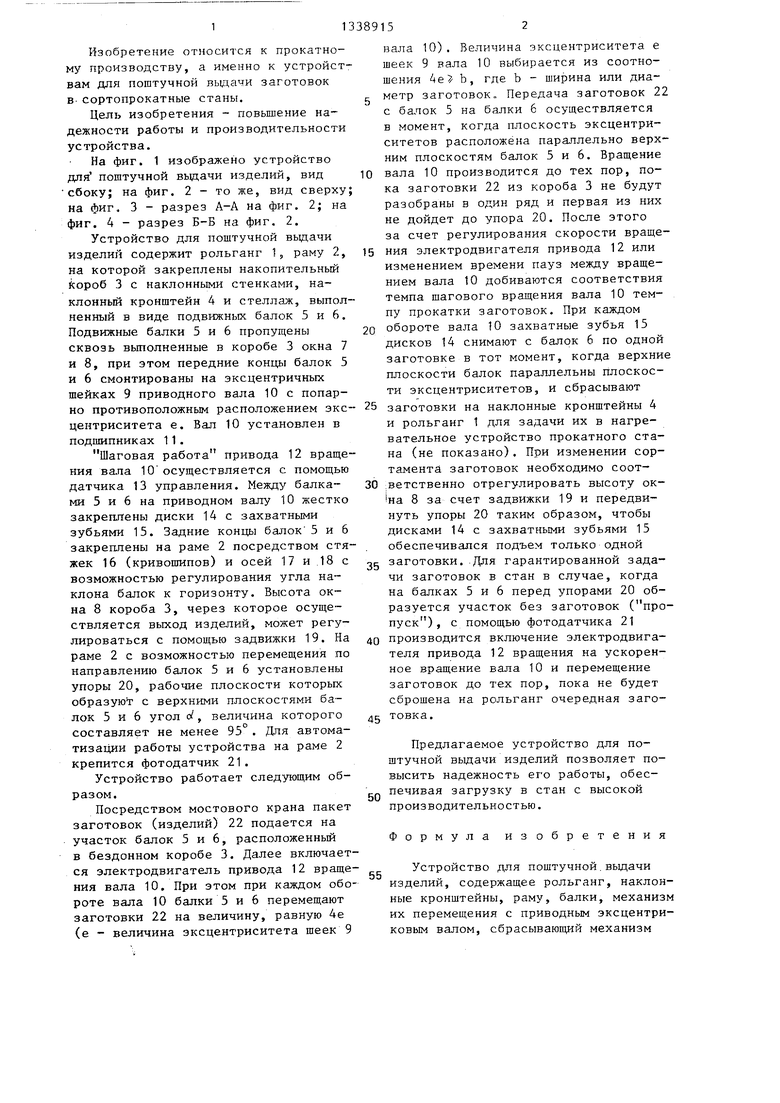
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1984 |
|
SU1220235A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2615826C1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1986 |
|
SU1409382A1 |
| Станок для разрезания металлических заготовок | 1939 |
|
SU57483A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Устройство для передачи заготовок со стеллажа на рольганг | 1977 |
|
SU671892A1 |
| Устройство для поштучной разборки пакета проката | 1988 |
|
SU1687339A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для разборки пакетовдлиННОМЕРНыХ издЕлий | 1979 |
|
SU798004A1 |
Изобретение относится-к устройствам для поштучной вьздачи, например, заготовок в нагревательные устройства сортопрокатных станов. Цель изобретения - повьппение надежности работы и производительности устройства. Устройство содержит раму 2, на которой закреплены накопительньй короб 3 с наклонными стенками, наклонньй кронштейн 4 и стеллаж, выполненный в виде подвижных балок, пропущенных сквозь роковые окна короба 3. Передние концы балок смонтированы на эксцентричных шейках приводного вала Ю с попарно противоположным расположением эксцентриситета е. Между балками на приводном валу 10 жестко закреплены диски 14 с захватными зубьями. Наклон балок к горизонту может регулироваться. При каждом обороте вала 10 подвижные балки перемещают заготовки на величину, равную 4е. Подача заготовок с одной пары балок на другую осуществляется в момент, когда плоскость эксцентриситетов расположена параллельно верхним плоскостям балок. Вращение вала 10 производится до тех пор, пока заготовки 22 из короба 3 не будут разобраны в один ряд и первая из них не дойдет до упора 20. При каждом обороте вала захватные зубья дисков 14 будут снимать с балок по одной заготовке в тот момент, когда верхние плоскости будут параллельны плоскости эксцентриситетов, и сбрасывать их на наклонный кронштейн 4 и рольганг 1. 4 ил. с (Л «--Й со со 00 со СП
Фиг.З
6 6
ФигЛ
| Патент ФРГ № 1110116, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Водоотводчик | 1925 |
|
SU1962A1 |
