Изобретение относится к обработке металлов давлением н может быть использовано для восстановления изношенных зубчатых колес.
Цель изобретения - повьшение качества восстанавливаемых колес за счет увеличения адгезии и улучшения качества наносимого покрытия.
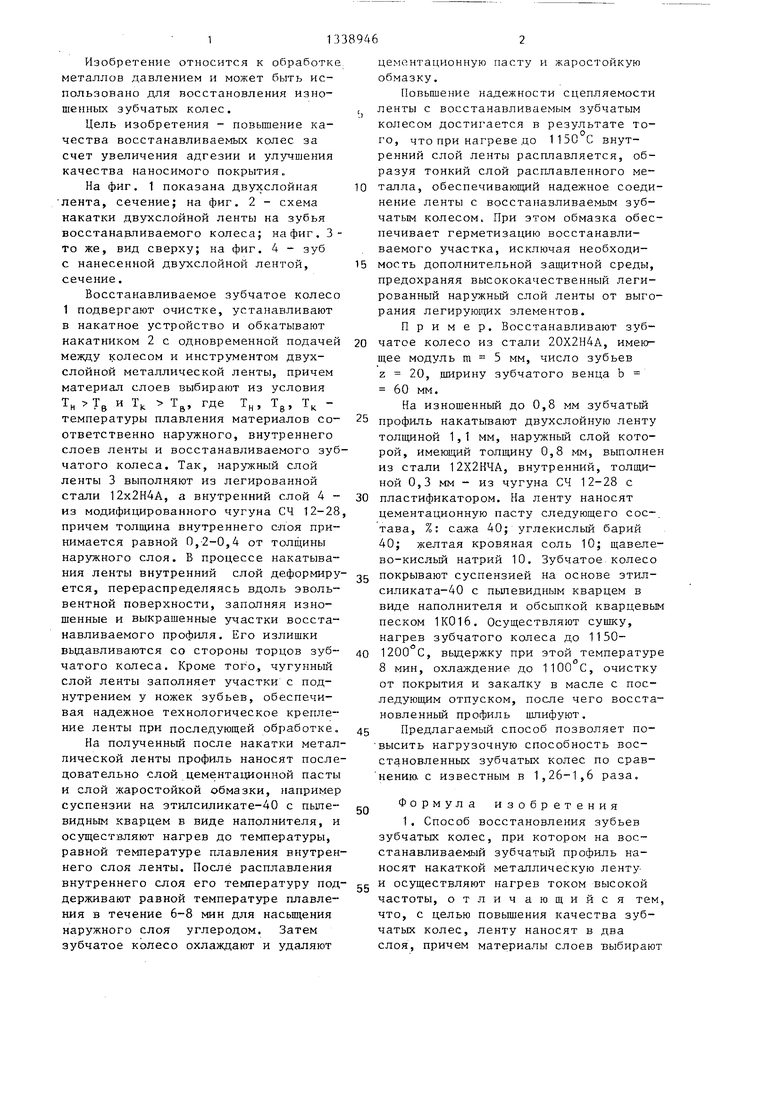
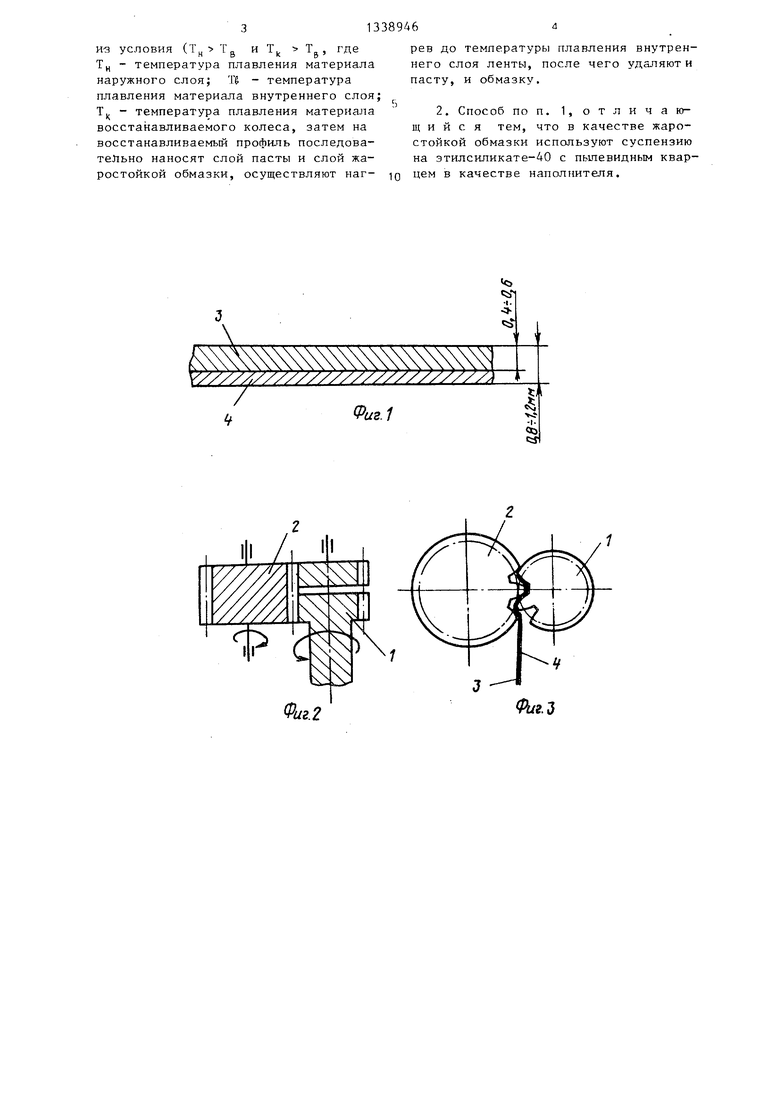
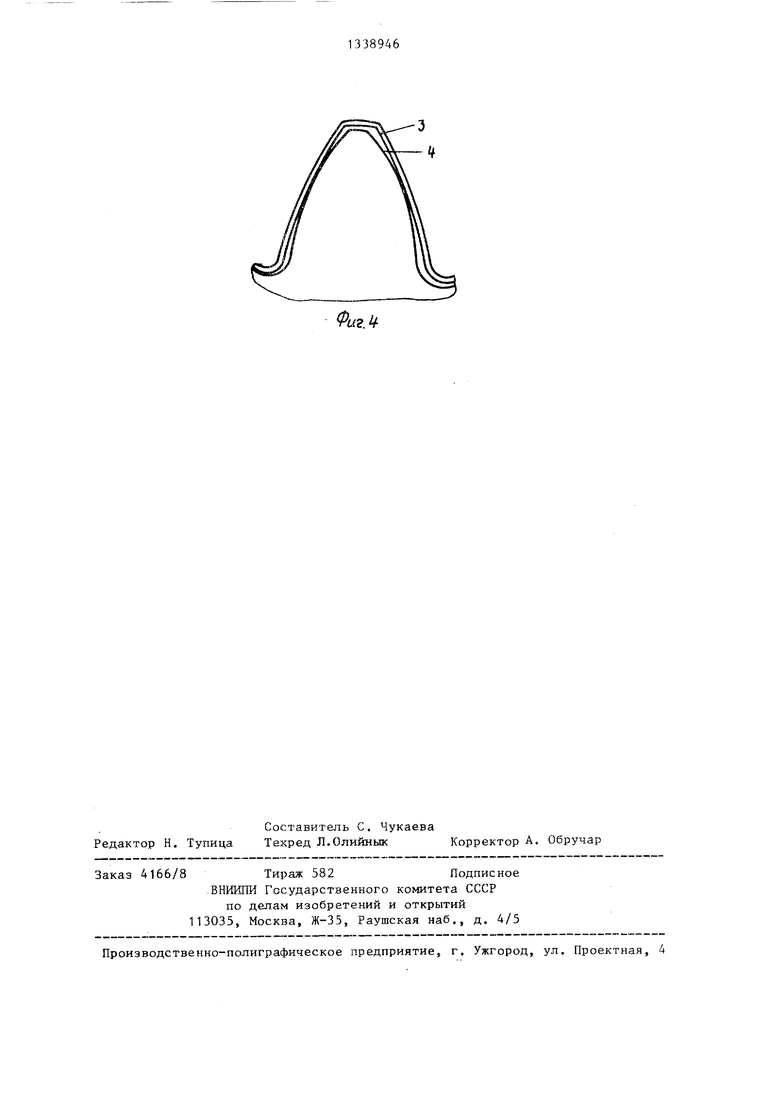
На фиг. 1 показана двухслойная лента, сечение; на фиг. 2 - схема накатки двухслойной ленты на зубья восстанавливаемого колеса; на фиг . 3- то же, вид сверху; на фиг. 4 - зуб с нанесенной двухслойной лентой, сечение.
Восстанавливаемое зубчатое колесо 1 подвергают очистке, устанавливают в накатное устройство и обкатывают накатником 2 с одновременной подачей между колесом и инструментом двухслойной металлической ленты, причем материал слоев выбирают из условия TH Тв и Т Т, где Т,, Tg, Т - температуры плавления материалов соответственно наружного, внутреннего слоев ленты и восстанавливаемого зубчатого колеса. Так, наружный слой ленты 3 выполняют из легированной стали 12х2Н4А, а внутренний слой 4 - из модифицированного чугуна СЧ 12-28, причем толщина внутреннего слоя принимается равной О,-2-0,4 от толщины наружного слоя. В процессе накатывания ленты внутренний слой деформируется, перераспределяясь вдоль эволь- вентной поверхности, заполняя изношенные и выкрашенные участки восстанавливаемого профиля. Его излишки выдавливаются со стороны торцов зубчатого колеса. Кроме того, чугунный слой ленты заполняет участки с поднутрением у ножек зубьев, обеспечивая надежное технологическое крепление ленты при последующей обработке.
На полученный после накатки металлической ленты профиль наносят последовательно слой цементационной пасты и слой жаростойкой обмазки, например суспензии на этилсиликате-40 с пылевидным кварцем в виде наполнителя, и осуществляют нагрев до температуры, равной температуре плавления внутреннего елок ленты. После расплавления внутреннего слоя его температуру поддерживают равной температуре плавления в течение 6-8 мин для насыщения наружного слоя углеродом. Затем зубчатое колесо охлаждают и удаляют
цементационную пасту и жаростойкую обмазку.
Повьшение надежности сцепляемости
ленты с восстанавливаемым зубчатым колесом достигается в результате того, что при нагреве до 1150 С внутренний слой ленты расплавляется, образуя тонкий слой расплавленного металла, обеспечиваю1ций надежное соединение ленты с восстанавливаемым зубчатым колесом При этом обмазка обеспечивает герметизацию восстанавливаемого участка, исключая необходимость дополнительной защитной среды, предохраняя высококачественный легированный наружньй слой ленты от выгорания легируюьцих злементов.
Пример. Восстанавливают зубчатое колесо из стали 20Х2Н4А, имеющее модуль m 5 мм, число зубьев Z 20, ширину зубчатого венца b 60 мм.
На изношенный до 0,8 мм зубчатый
профиль накатывают двухслойную ленту толщиной 1,1 мм, наружньй слой которой, имеющий толщину 0,8 мм, выполнен из стали 12Х2НЧА, внутренний, толщиной 0,3 мм - из чугуна СЧ 12-28 с
пластификатором. На ленту наносят
цементационную пасту следующего сос. тава, %: сажа 40; углекислый барий 40; желтая кровяная соль 10; щавеле- во-кислый натрий 10. Зубчатое колесо
покрывают суспензией на основе этил- силиката-40 с пылевидным кварцем в виде наполнителя и обсыпкой кварцевым песком 1К016. Осуществляют сушку, нагрев зубчатого колеса до 11501200 С, вьщержку при этой температуре 8 мин, охлаждение до 1100 С, очистку от покрытия и закалку в масле с пос- ледуюшдм отпуском, после чего восста- новленньм профиль шлифуют.
Предлагаемый способ позволяет по- высить нагрузочную способность восстановленных зубчатых колес по срав- нению, с известным в 1,26-1,6 раза.
Формула изобретения 1. Способ восстановления зубьев зубчатых колес, при котором на восстанавливаемый зубчатый профиль наносят накаткой металлическую ленту и осуществляют нагрев током высокой
частоты, отличающийся тем, что, с целью повьш1ения качества зубчатых колес, ленту наносят в два слоя, причем материалы слоев выбирают
из условия
(т„
Тд и Tj, Т, где рев до температуры плавления внутреннего слоя ленты, после чего удаляют и пасту, и обмазку,
с,
2. Способ по п. 1, отличающийся тем, что в качестве жаростойкой обмазки используют суспензию на этилсиликате-40 с пылевидным квар- 10 цем в качестве наполнителя.
Тц - температура плавления материала наружного слоя; T& - температура плавления материала внутреннего слоя; Tj, - температура плавления материала восстанавливаемого колеса, затем на восстанавливаемый профиль последовательно наносят слой пасты и слой жаростойкой обмазки, осуществляют
0
«ill
I.
«
Фиг.1
V
«о
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления изношенного профиля зубчатого колеса | 1977 |
|
SU722642A1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО СЛОЯ НА РАБОЧИХ ПОВЕРХНОСТЯХ ЗУБЬЕВ ЧУГУННЫХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2481936C1 |
| Способ хромирования поверхности подложки из конструкционной легированной стали | 2023 |
|
RU2819547C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕС | 1991 |
|
RU2013177C1 |
| Способ восстановления профиля зубьев зубчатых колес | 1978 |
|
SU685401A2 |
| Состав обмазки для технологичес-КОгО иНСТРуМЕНТА | 1978 |
|
SU795684A1 |
| Способ восстановления зубчатых колес | 1982 |
|
SU1181760A1 |
Изобретение относится к обработке металлов давлением. Цель изобре- : тения - повьшение качества восстанавливаемых зубчатых колес. Восстанавливаемое колесо закрепляется в накатном устройстве, где на изношенный зубчатый профиль проводится накатка двухслойной металлической ленты. Наружный слой ленты вьшолнен из легированной стали, а внутренний - из более пластичного и легкоплавкого металла. На ленту сверху наносится слой цементационной пасты и жаростойкой обмазки. Затем зубчатый венец нагревается до температуры плавления внутреннего слоя ленты и образования тонкого слоя расплавленного металла, обеспечивающего надежное соединение ленты с восстанавливаемым колесом. Одновременно со стороны цементационной пасты происходит насьщение углеродом наружного слоя ленты. При зтом обмазка обеспечивает герметизацию восстанавливаемого участка, предохраняя наружный слой ленты от выгорания легирующих элементов,, При этом снижается трудоемкость и повышается эффективность обработки. 1 з.п. ф-лы, 4 ил. « (Л со 00 со 4 О
Й/гЗ
| Способ восстановления профиля зубьев зубчатых колес | 1974 |
|
SU490543A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
