(54) СПОСОБ ВОССТАНОВЛЕПИЯ ПРОФИЛЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления профиля зубьев зубчатых колес | 1977 |
|
SU670365A1 |
| Способ восстановления изношенного профиля зубчатого колеса | 1977 |
|
SU722642A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428293C2 |
| Способ восстановления изношенных зубчатых колес | 1975 |
|
SU733823A1 |
| Способ восстановления зубьев шестерен | 1982 |
|
SU1016005A1 |
| Устройство для подачи заготовок | 1979 |
|
SU846201A1 |
| Способ восстановления зубчатых колес | 1980 |
|
SU946758A1 |
| Способ восстановления зубьев зубчатых колес | 1986 |
|
SU1338946A1 |
| Способ восстановления крупномодульных зубчатых колес | 1989 |
|
SU1639933A1 |
| Способ восстановления зубьев шестерен | 1985 |
|
SU1299690A2 |
1
Изобретение относится к области механической обработки металлов, а именно к способам восстановления изношенных зубчатых колес горячей прокатки.
Известен способ восстановления профиля зубьев зубчатых колес, заключающийся в том, что в процессе горячей обкатки зубчатых колес в зону деформации между колесом и инструментом подают дополнительный металл в виде предварительно подогретой ленты 1.
Способ применим только для восстановления узких зубчатых колес. При восстановлении зубчатых колес с широким венцом ухудшается прочность сцепления ленты с восстанавливаемым зубчатым колесом, что снижает качество восстановленной детали.
Целью дополнительного изобретения является повышение прочности соединения ленты с восстанавливаемым зубчатым колесом.
Цель достигается тем, что ленту перед подачей в зону, деформации перфорируют.
В процессе обкатки часть металла зубчатого колеса выдавливается через перфорацию, в ленте, заполняет отверстия и дополнительно крепит ленту к венцу зубчатого колеса. Для улуч пения приварки ленты перфорация может быть выполнена с уклоHO.v: во внешнюю сторону.
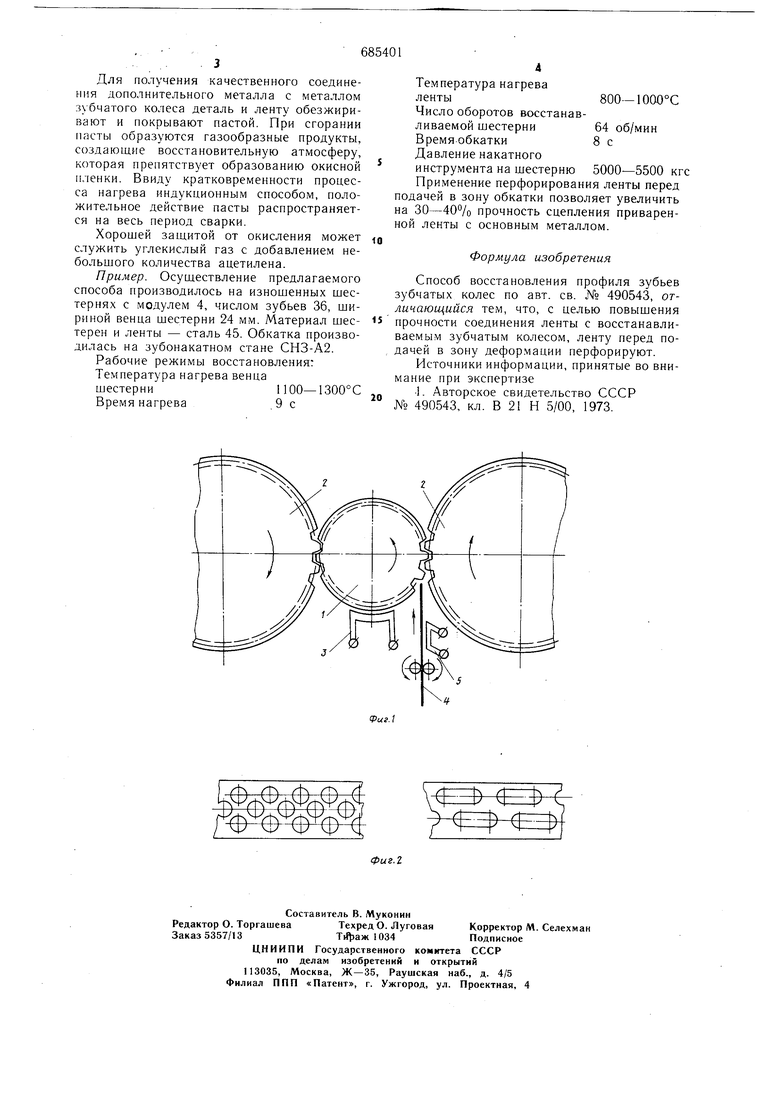
На фиг. 1 представлена схема обкатки зубчатых колес с введением дополнительного металла в виде перфорированной ленты; на фиг. 2 - различные варианты перфорированных лент.
Способ осуществляют следуюш,им образом. Изношенное зубчатое колесо 1 устанавливают между накатным инструментом
2 и нагревают венец зубчатого колеса индуктором 3 токами высокой частоты при вращении зубчатого колеса 1 вокруг своей оси. После нагрева венца зубчатого колеса 1 до температуры 1100-1300°С, достаточной для пластического деформирования, к нему подводят накатный инструмент 2 и в зону обкатки подают перфорированную ленту 4. Лента 4, проходя через индуктор 5, также нагревается до температуры 800-1000°С. При совместной обкатке изношенного зубчатого колеса и ленты происходит их соединение. Ленту подают в зону обкатки определенной длины в зависимости от размеров зубчатого колеса. Для получения качественного соединения донолнительного металла с металлом зубчатого колеса деталь и ленту обезжиривают и нокрывают пастой. При сгорании насты образуются газообразные продукты, создающие восстаповительную атмосферу, которая препятствует образованию окисной ii.ieHKH. Ввиду кратковременности процесса нагрева индукционным способом, положительное действие пасты распространяется на весь период сварки. Хорошей защитой от окисления может служить углекислый газ с добавлением небольшого количества ацетилена. Пример. Осуществление предлагаемого способа производилось на изношенных шестернях с модулем 4, числом зубьев 36, шириной венца шестерни 24 мм. Материал шеетерен и ленты - сталь 45. Обкатка производилась на зубонакатном стане СНЗ-А2. Рабочие режимы восстановления: Температура нагрева венца шестерни1100-1300°С Время нагрева, 9 с Температура нагрева ленты800-1000°С Число оборотов восстанавливаемой шестерни64 об/мин Времяобкатки 8 с Давление накатного 5000-5500 кгс инструмента на щестерню Применение перфорирования ленты перед подачей в зону обкатки позволяет увеличить на 30-40 /0 прочность сцепления приваренной ленты с основным металлом. Формула изобретения Способ восстановления профиля зубьев зубчатых колес по авт. св. № 490543, отличающийся тем, что, с целью повышения прочности соединения ленты с восстанавливаемым зубчатым колесом, ленту перед подачей в зону деформации перфорируют. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 490543, кл. В 21 Н 5/00, 1973.
