1
1338956
Иэобретеьше относится к клепке, в частности к способу клепки заклепками, применяемыми при клепке конструкций из легких сплавов в различных
отраслях промышленности.
Целью изобретения является повышение качества поверхности соединяемых элементов толщиной 0,125-0,4 диаметра заклепки и долговечности сое- динения.
Указанная цель достигается тем, что перед формированием замыкающей головки соединяемые детали изгибают в сторону закладной головки, тем са- мым создавая момент сил, противодействующий моменту сил образования утяжки от раздачи стержня заклепки
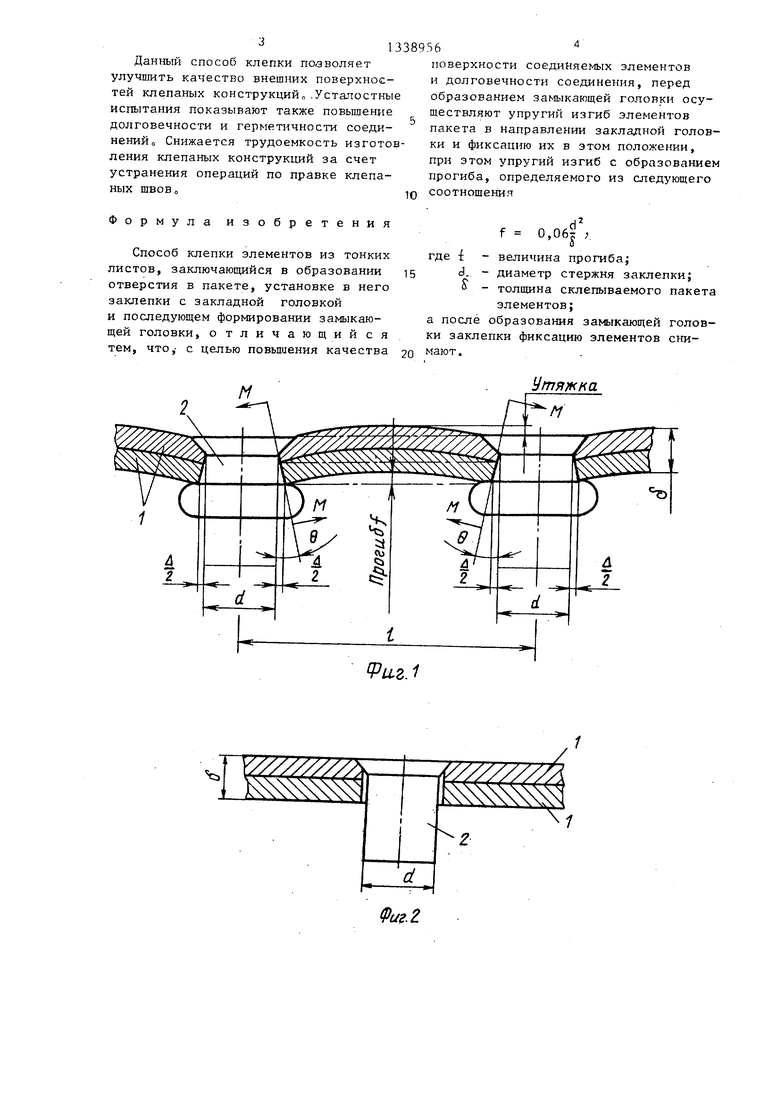
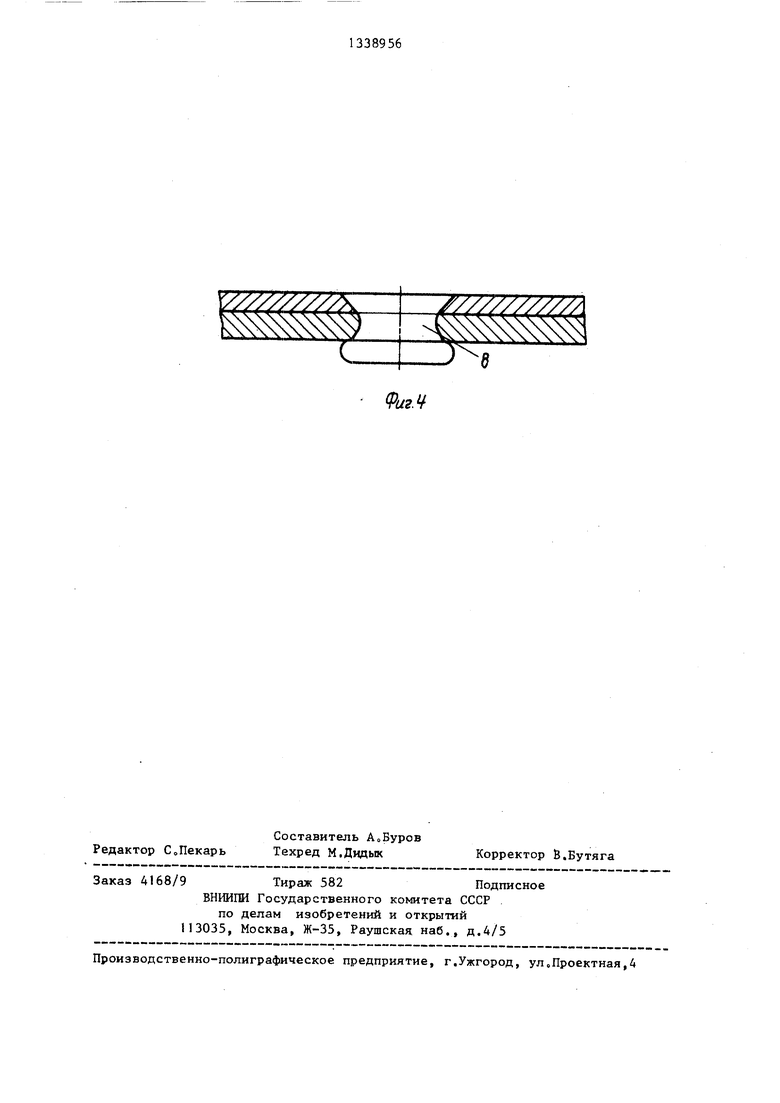
На фиг,1 представлена схема образования утяжек; на фиг„2 - пакет с установленной в его отверстие заклепкой; на фиг,3 - момент образования замыкающей головки заклепки; на фиг,А - готовое соединение элементов из тонких листов о
Соединяемые элементы 1 собирают в пакет фиг„2 , сверлят и зенкуют отверстие, вставляют заклепку 2 и устанавливают на клепальный лресс. Для клепки подводят клепальные инструменты 3 и 4, прижимами 5 и 6 изгибают пакет на величину прогиба f с выпуклостью в сторону закладной головки, а дальнейшим передвижением клепального инструмента 4 образуют замыкающую головку 7, Затем инструменты 3 и 4 с прижимами 5 и 6 отводят. Склепанные детали 1 выпрямляютс под действием сил упругости с образованием законченного соединения без утяжки
Величина прогиба склепываемых элементов, необходимая для уравновешивания момента сил М, возникающе- го из-за неравномерного распределения по высоте заклепки раздачи Д , определяется из приближенного дифференциального уравнения изогнутой линии склепываемого пакета. Приняв в ка- честве расчетной схему, приведенную на фиг,1, уравнение изогнутой линии можно представить следующим образом:
Ely М
(О
Последовательным интегрированием уравнения (.1) определяется значение прогиба и углов поворота сечений.
значение прогиба посредине между заклеп
«е- (2)
8EJ
Наибольшее значение угла поворота Q макс наблюдаемое непосредственно у заклепки, выражается формулой
(3)
0
макс
т га
Решая совместно (2) и (З), выразим fwoKc через 9 макс
ь . Д
f
макс 4
(4)
Угол ©макс приближенно можно выразить из схемы на фиг,1 через натягi
tgS
мачс
2S
(5)
Принимая наибольший натяг в зоне замыкающей головки U 0,12d, а также то обстоятельство, что при малых значениях величина угла в радианах равна своему тангенсу, получим
(6)
о f о - ОдО макс 9. макс с .
Подставляя (б) в (4) и принимая из практики наиболее распространенный щаг заклепок , получим значения прогиба в зависимости от параметров соединения
макс - 0
(7)
Способ клепки опробован в производственных условиях о С этой целью пакет из двух конструктивных элементов из материала Д16АТ с суммарной толщиной 8 4 мм склепан заклепками диаметром мм согласно известному и предлагаемому способам. Клепка велась по предлагаемому способу с предварительным прогибом пакета в сторону закладной головки на величину, определенную по формуле (7)
макс 0. ,4 мм, После клепки произведено измерение утяжки вокруг заклепки, которая составила при клепке по предлагаемому способу 0,05 мм, а при клепке по известному способу 0,35 мм, Последняя величина практически соответствует теоретически вычисленной по формуле (7),
3
Данный способ клепки позволяет улучшить качество внешних поверхностей клепаных конструкций„.Усталостные испытания показывают также повьппение долговечности и герметичности соединений Снижается трудоемкость изготовления клепаных конструкций за счет устранения операций по правке клепаных швов о10
Формула изобретения
Способ клепки элементов из тонких листов, заключающийся в образовании отверстия в пакете, установке в него заклепки с закладной головкой и последующем формировании замыкающей головки, отличающийся
тем, что,- с целью повьшения качества 20 мают.
ев10
338956
поверхности соединяемых элементов и долговечности соединения, перед образованием замыкающей головки осуществляют упругий изгиб элементов пакета в направлении закладной головки и фиксацию их в этом положении, при этом упругий изгиб с образованием прогиба, определяемого из следующего соотношения
.2 f 0,06 ;
где i - вели гина прогиба; 15d. диаметр стержня заклепки;
о - толщина склепываемого пакета
элементов;
а после образования замыкающей головки заклепки фиксацию элементов сниУтя нка
и,г.1
te.
У//////.
Редактор С„Пекарь
Составитель А«Буров Техред М.ДиДык
Заказ А168/9 Тираж 582Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
игЛ
Корректор В.Бутяга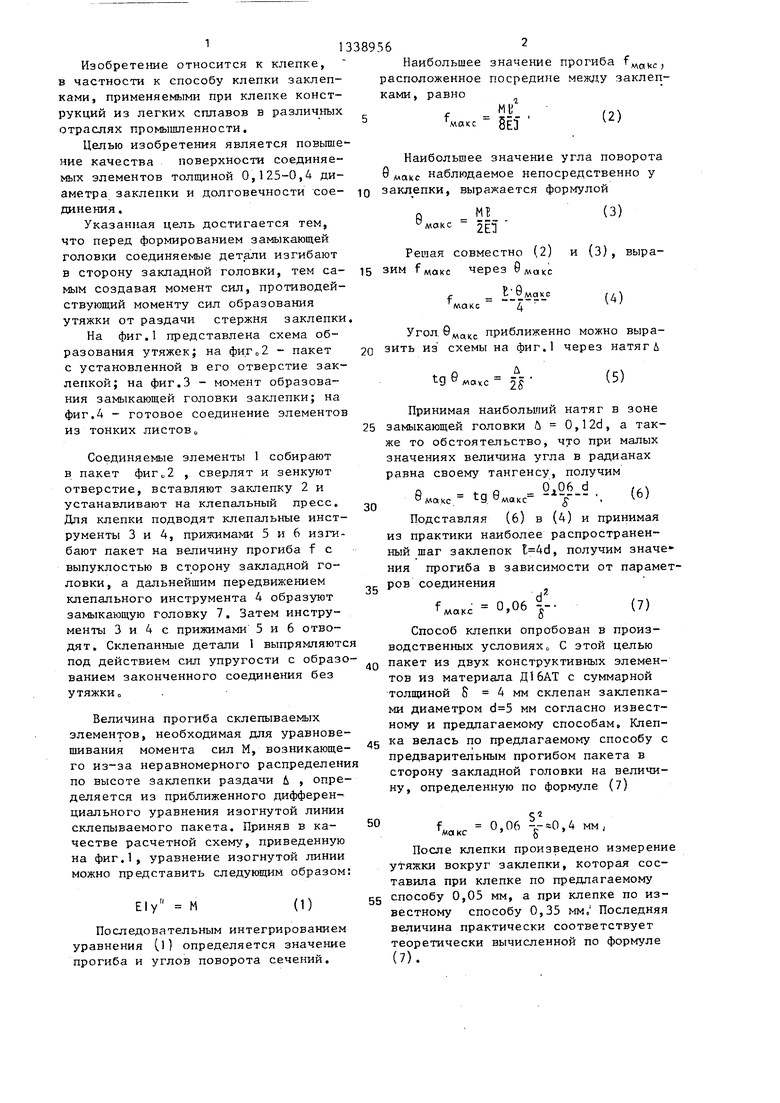
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клепки пакетов из двух тонколистовых деталей | 1986 |
|
SU1412876A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| Заклепка | 1983 |
|
SU1106929A1 |
| Устройство для прессовой клепки | 1973 |
|
SU519267A1 |
| Способ клепки герметичных клепанных соединений | 1978 |
|
SU749530A1 |
| Инструметн для прессовой клепки | 1976 |
|
SU583863A1 |
| Ручной клепальный инструмент | 1983 |
|
SU1136880A1 |
| Клепальный пресс | 1989 |
|
SU1620198A1 |
| Способ клепки | 1983 |
|
SU1215821A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
Изобретение относится к клепке, в частности к способам клепки элементов из тонких листов и позволяет улучшить качество поверхности соединяемых элементов толщиной 0,125- 0,4 диаметра заклепки и повысить долговечность соединения. Соединяе/цзг. Ч мые элементы 1 собирают в пакет, сверлят и зенкуют отверстие, вставляют заклепку 2 и устанавливают на клепальный пресс. Для клепки подводят клепальные инструменты 3 и 4, Прижимами 5 и 6 упруго изгибают пакет на величину прогиба с выпуклостью в сторону закладной головки заклепки. Дальнейшим передвижением клепального инструмента 4 образуют замыкающую головку 7. Затем инструменты 3 и 4 с прижимами 5 и 6 отводятс. Склепываемые элементы 1 выпрямляются под действием сил упругости с образованием соединения без утяжкц. Величину прогиба определяют из следующего соотношения: f 0,06dV, где d - диаметр стержня заклепки; S - толпхина . склепываемого пакета элементов, 4 ил. е (Л и за со СА: ОС QD СЛ О5 и.3
| Заклепка | 1983 |
|
SU1106929A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
