Изобретение относится к обработке металлов давлением, а именно к способам изготовления заготовки для получения биметаллических колец, обе- чаек и других трубных изделий, и может быть использов ано в тяжелом, энергетическом и химическом машиностроении.
Целью изобретения является повы- шение качества получаемых изделий,
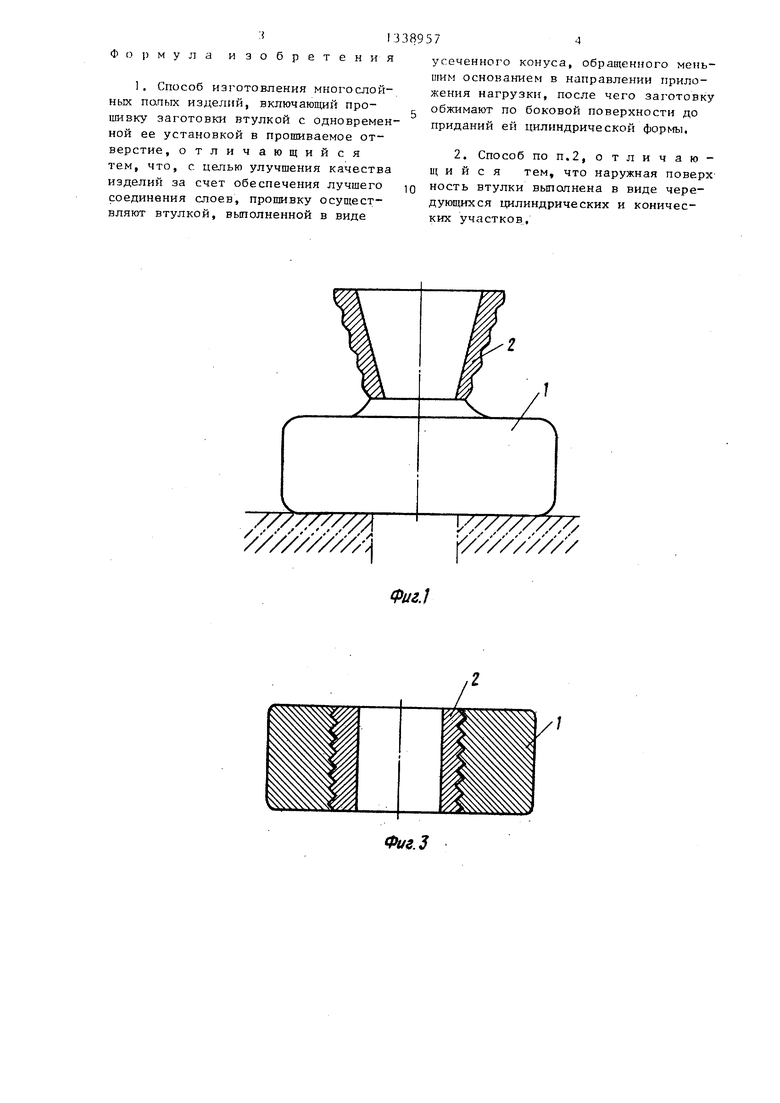
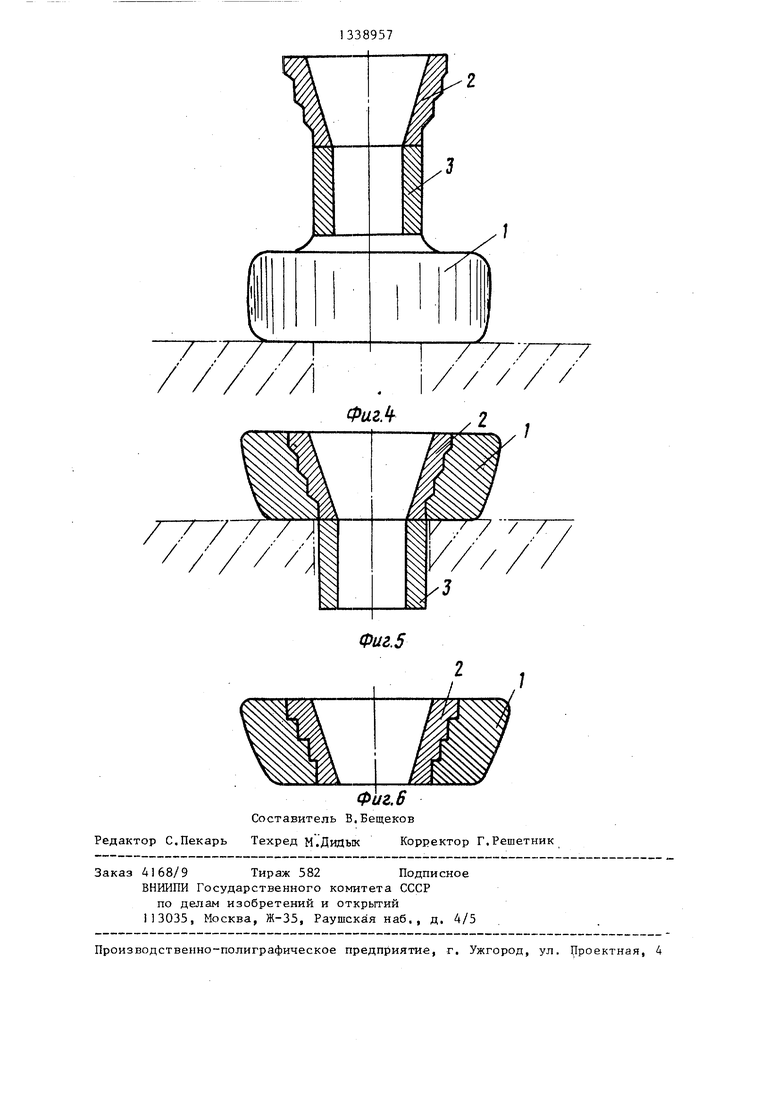
На фиг,1 показано исходное положение заготовок перед прошивкой и раздачей; на фиг .2 - полая двухслойная заготовка после пропмвки и раз- дачи; на фиг.З - готовая заготовка для получения биметаллических изделий; на фиг.4 схема прошивки и раздачи с применением промежуточного прошивня; на фиг,5 - положение после прошивки и раздачи с применением промежуточного прошивня; на фиг.6 - конический полуфабрикат, подготовленный для обжатия до цилиндрической формы.
Способ осуществляется следующим образом.
Подготовленную к прошивке сплошную заготовку 1 устанавливают на столе пресса. Втулкой 2 служит внутрен- няя (охватываемая) часть изготавли- ваемого изделия. Ее выполняют полой конусной с поперечными выступами (ступенями) на наружной поверхности. При этом верхнюю часть каждого высту па выполняют вертикально цилиндрической (образующая параллельна оси), а нижнюю часть выполняют под углом к оси. Заготовку I прошивают с одновременной раздачей и втулка 2 остается в ней, как охватываемая часть двухслойной заготовки. При прошивке во время пластической деформации обнажаются контактные поверхности сопрягаемых частей и тем самьп достигает- ся физический контакт. После прошивки и раздачи полученный двухслойный |папуфабрикат обжимают до придания ему цилиндрической формы. Во время
обжатия линии выступов и линии ВПа-
дин конических ступеней приводятся в положение, когда они располагаются параллельно продольной оси. Выступы и впадины ступеней между слоями заготовки обеспечивают их механическое зацепление, увеличивая прочность соединения (фиг.З).
При пронгивке и раздаче возможно использование- промежуточной цилинд
.
5 0 5
0 jg 0 5
Q
5
рической полон втулки 3 (фиг.А). Цилиндрическую полую втулку 3 рас- , полагают между заготовкой 1 и конической ступенчатой полой втулкой 2 со ступенями, выполняющими одновременную раздачу (фиг,5),
Возможно получение известными способами внутреннего слоя заготовки коническим с наружными ступенями, выполненными под прямым углом, и получение известными способами наружного слоя втулки коническим с внутренними ступенями, вьтолненными под прямым углом, сочленение их (фиг.6) и горячее обжатие в нейтральной атмосфере до придания цилиндрической формы.
Пример. Получение двухслойной заготовки наружным диш 1етром 400 мм, внутренним 200 мм, высотой 200 мм, Наружньй слой из стали 45, внутренний (толщиной в среднем 40 мм) из стали 45 ТС. Сначала изготавливается сплошная цилиндрическая заготовка из стали 45 диаметром 400 мм, высотой 200 мм и с выступом с одного торца диаметром 200 мм и высотой 40 мм. Этот выступ необходим для предупреждения образования утяжины при прошивке и раздаче. Из стали 45 ТС изготавливается полый конус с углом 30 , Малый внутренний диаметр конуса 150 мм, толщина стенки конуса 60 мм. Высота конуса 200 мм. На наружном диаметре конуса вьтолняют- ся ступени. После нагрева сплошной заготовки из стали 45 до ковочной температуры она прошивается с одновременной раздачей полым конусом из стали 45 ТС, Прошивень остается в заготовке как внутренний (охватываемый) слой. Полученная поковка - полуфабрикат - имеет конические поверхности снаружи и внутри. Она обжимается до придания ей цилиндрической формы заданных размеров. Нагрев для обжатия используется и для получения биметаллического изделия из данной заготовки.
Применение предлагаемого способа позволяет повысить качество полых заготовок для изготовления биметаллических изделий за счет обеспечения лучшего сцепления между слоями путем создания одновременно физического контакта и механического зацепления.
Формула изобретения
1, Способ изготовления многослойных папых изделий, включающий прошивку заготовки втулкой с одновременной ее установкой в прошиваемое отверстие, отличающийся тем, что, с целью улучшения качества изделий за счет обеспечения лучшего соединения слоев, прошивку осуществляют втулкой, выполненной в виде
усеченного конуса, обращенного шим основанием в направлении приложения нагрузки, после чего заготовку обжимают по боковой поверхности до приданий ей цилиндрической формы.
2. Способ по п.2, отличающий с я тем, что наружная поверх ность втулки выпопнена в виде чередующихся цилиндрических и конических участков.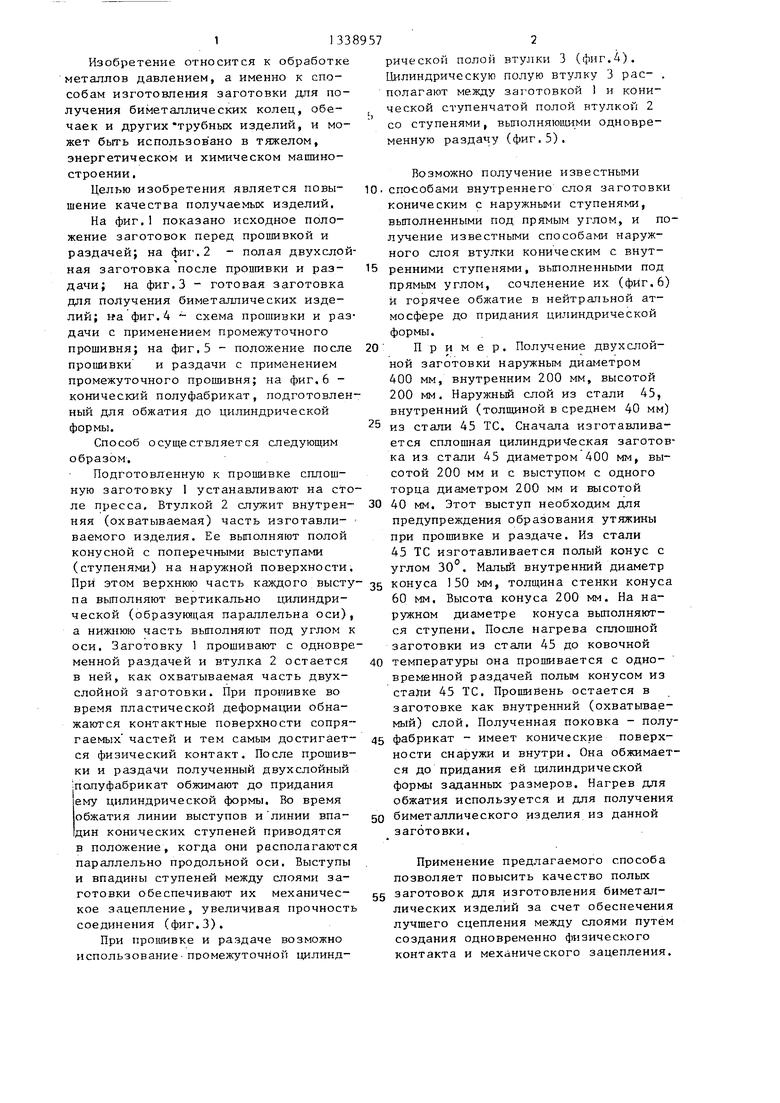
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления полых изделий | 1985 |
|
SU1286333A1 |
| Способ изготовления полых цилиндрических поковок преимущественно ступенчатой формы | 1987 |
|
SU1447517A1 |
| Способ раскатки полых цилиндрических изделий | 1987 |
|
SU1447518A1 |
| Способ получения заготовок колец П-образного поперечного сечения | 1991 |
|
SU1794586A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
| Способ получения биметаллических труб | 1985 |
|
SU1328116A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в тяжелом, энергетическом и химическом машиностроении при изготовлении многослойных полых изделий. Целью изобретения является улучшение качества изделий за счет обеспечения лучшего соединения слоев. Заготовку 1 устанавливают на столе пресса. Втулкой 2 служит внутренняя часть изготавливаемого изделия. Ее выполняют полой конусной с поперечными выступами на наружной поверхности. Верхняя часть каждого выступа вертикально-цилиндрическая, а нижняя часть наклонена к оси. Заготовку 1 прошивают с одновременной раздачей, и втулка 2 остается в ней как охватываемая часть двухслойной заготовки. При прошивке во время пластической деформации обналсаются контактные поверхности сопрягаемых частей, и тем самым достигается физический контакт. После прошивки и раздачи полученный двухслойный полуфабрикат об- ясимают до придания ему цилиндрической формы. Во время обжатия линии выступов и линии впадин рнических ступеней располагаются параллельно продольной оси. Выступы и впадины ступеней между слоями заготовки рбес- печивают их механическое зацепление, увеличивая прочность соединения. 1 з.п. ф-лы, 6 ил. / (Л со со 00 со СП 77/////////////у///у//////// /7 / х// / /х%Р;хх Ф(/г.2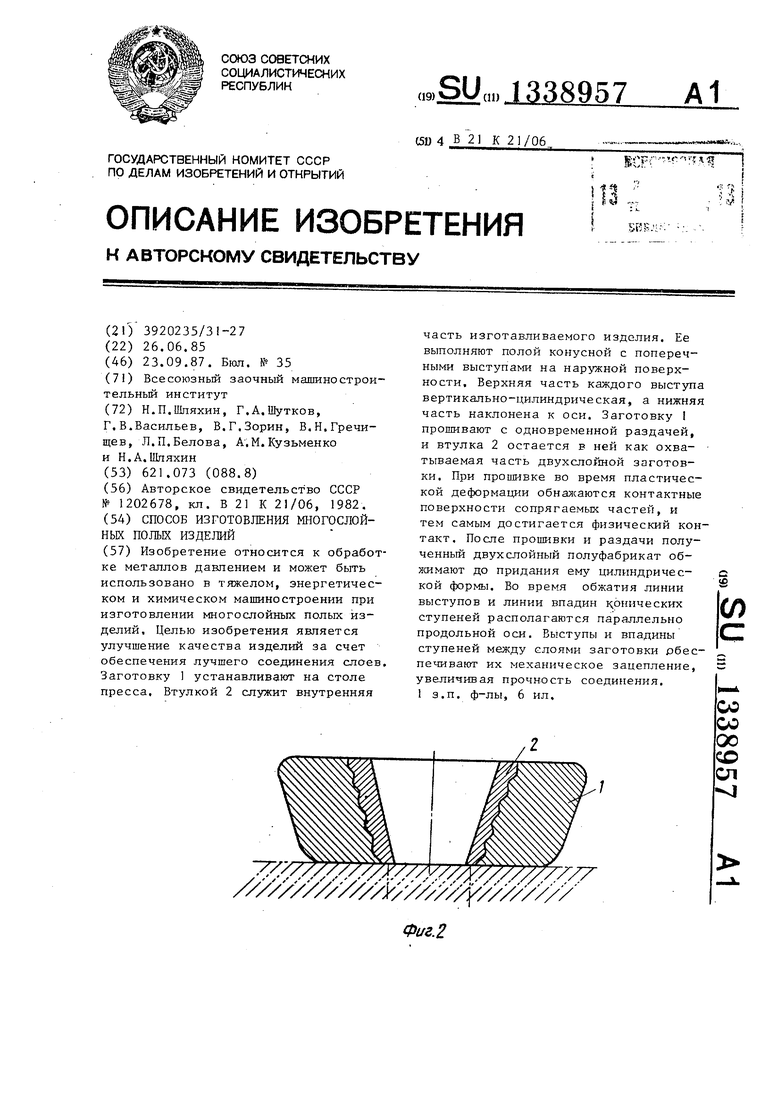
/ Л
,/ У///л,
//////////
Фиг.З
/7/1
1 / / / / / / / / / /
Фиг.
/ / / / / . / / / /
Фиг. 5
Фиг,6
Составитель В.Бещеков Редактор С.Пекарь Техред М.ДиДЫККорректор Г,Решетник
Заказ 4168/9Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ изготовления многослойных полых изделий | 1982 |
|
SU1202678A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
