Изобретение относится к обработке металлов давлением, а именно к получению сортового металла путем его прокатки или протяжки через калибр, образованный валками.
Цель изобретения - расширение технологических возможностей оборудования, повышение качества изделий и снижение износа валков.
На фиг, 1 изображена схема многовалкового калибра для деформации металла; на фиг, 2 - валки устройства, вид .со стороны входа металла; на фиг. 3 - схема изменения фазы состояния легкоплавкого сплава на поверхности валков.
Устройство СОСТОИТ из корпуса 1, в крторьй помещены валки (деформирующие элементы 2-5, ,в данном случае четыре). На рабочие 6 и опорные 7 поверхности валков 2-5 нанесен слой легкоплавкого металла 8 (сплав Вуда), выделенный на фиг, Т и 2 утолщенной линией. Перед корпусом 1 с валками 2-5 установлено средство 9 для охлаждения поверхности валков 2, 4 и средство 10 нагрева поверхности валков 2, 4, 3 и 5, с помощью .которых бразуются твердая и жидкая фазы егкоплавкого металла 8,находящиеся на опорных 7 и ра.бочих 6 поверхностях валков 2-5.
На.фиг, 3 представлена схема двух соседних валков 2 и 3, помещенных в корпус 1, на которой изображено изенение фаз легкоплавкого металла на поверхности валков 2 и 3 в зависимости от положения поверхности к очагу деформации и номер валка, где обозначено: АВ и ВС - твердая фаза легкоплавкого сплава; CDA и CD,A|B - жидкая фаза сплава. Средства Нагрева и охлаждения могут быть любой конструкции.
Устройство работает следующим образом.
При вращении валков 2-5 во время еформирования металла 11 легкоплав- кий металл 8, например сплав Вуда, нанесенный на поверхности 6 и 7 валов 2-5 и находящийся на валках 2-5 жидкой фазе (зона CDA и CD|A(B), охлаждается узлом 9 на поверхности ротиволежащих валков 2 и 4 до переода в твердую фазу (зона АВ валков 2 и 4) , При да.пззнейшем вращении хоодная опорная поверхность 7 валков и 4 контактирует с жидкой фазой
0
сплава, находящегос.я }ia поверхностях 7 валков 1 и 3 5, ,ает его до твердой фазы и заполняет зазор между опорными поверхност. 7 соседних валков 2,3; 3,4; 4,5; 5,2 (зона ВС) .
Достаточная пластичность легкоплавкого металла 8 в твердом состоянии позволяет onopvibiM поверхност.ям 7 соседних валков в зоне ВС и находящемуся между ними сплаву двигаться как единое целое до выу.ода за очаг деформации (точка С),где он расплав5 ляется средством 10 подогрева. Таким образом, на дуге Ж , происходит заполнение межвалкового зазора сплавом Вуда, который препятствует втеканию в зазор деформируемого материала.
Q Поверхности валко15 2 к 5 с находящимся на них сплавом Вуда в жидкой фазе доходят .цо корпуса 1 , который образует с валками 2-5 опору скольжения. При этом жидкая фаза сплава
5 играет роль смазки на контакте пары скольжения о Проходя через зону, образующую опору Скольжения, поверхности валков со сплавом в жидкой фазе подходят к началу очага деформации, и
0 цикл повторяется.
Нанесенный на рабочие поверхности 6 сплав Вуда при контакте с холодньп- обрабатываемым металлом 11 переходит в твердую фазу5 образуя на рабочей поверхности 6 валков 2-5 защитный слой, препятствующий износу рабочей поверхности 6 валков во время пластической обработки, подогревается средством 10 и в жидкой фазе транспортируется к входу в очаг деформации .
Предлагаемое устройство имеет более широкие технологические возможности по сравнению с известными, а именно: увеличивается вытяжка за счет уменьшения поперечных деформаций, что повышает производителькость на 5-15%; т 1еньшается величина сук- марной .деформации при одной и той же вытяжке, что уменьшает количестно промежуточных термообработок, способствуя значительному росту производительности и скижеьию себестоимости продукции.
При обработке биметаллических материалов не возникают отслоения из-за неравномерности деформации в зонах разъема вал.хо 5; которая в предлагаемом устройстве ::зедена к мнний
0
5
0
5
3П
муму. Обработка композиционных и порошковых материалов не требует последующего скальпирования, что д ;ает экономию металла и удешевление процесса. Возможность использования слоя легкоплавкого металла в качестве смазки между опорными поверхностями валков и корпусом устройства упрощает эксплуатацию устройства, отпадает необходимость в установке системы смазки, .
Наличие легкоплавкого сплава на рабочей поверхности валков предохраняет валки от механического износа, увеличивая тем самым ресурс работы устройства. Кроме того, это позволяе вести обработку труднодеформируемьк материалов.
Формула изобретения 1 . Многовалковый калибр для деформации металла, включающий ус танов
1
ленлые в корпусе валки с рабочими и опорными поверхностями, причем последними валки опираются на корпус, а соседние валки контактируют между собой, отличающийся тем, что, с целью расширения технологических возможностей оборудования, повышения качества изделий и снижения износа :; валков, на опорные поверхности валков нанесен слой легкоплавкого металла, преимущественно сплава Вуда, а калибр снабжен средством охлаждения поверхности валков на входе в
калибр и средством подогрева поверхности валков на выходе из калибра.
2. Калибр по п. 1, отличаю- щ и и с я тем, что слой легкоплавкого металла нанесен также и на рабочую поверхность валков.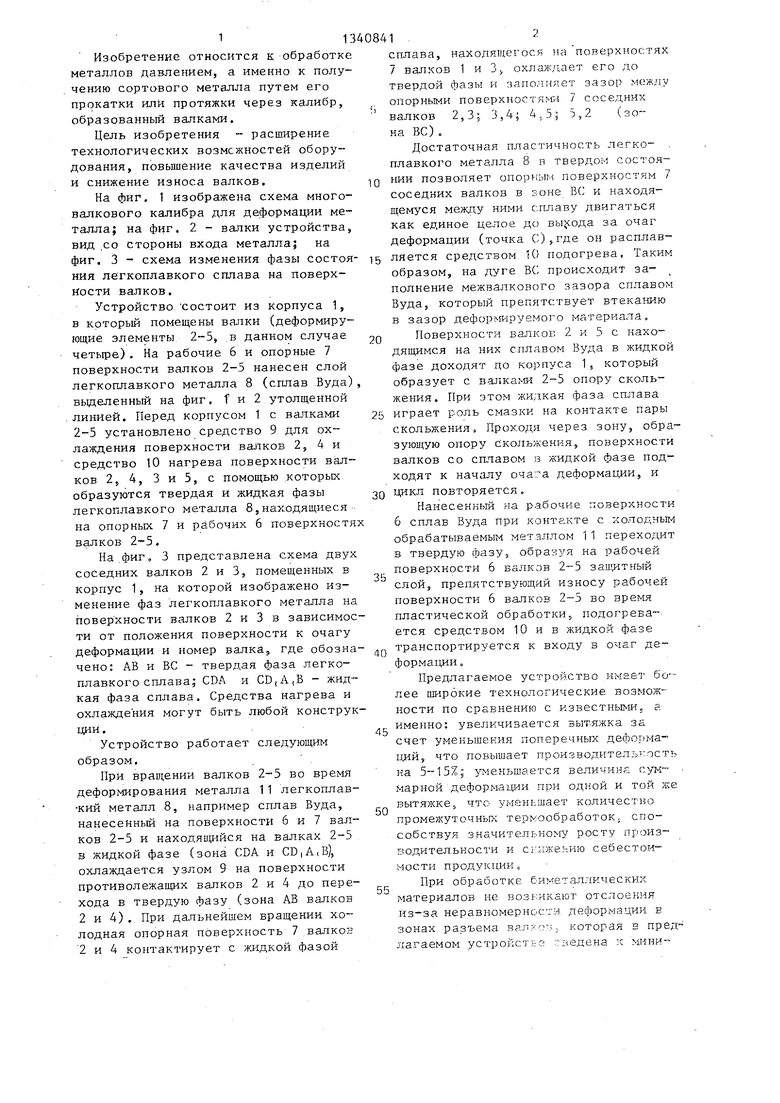

| название | год | авторы | номер документа |
|---|---|---|---|
| Многовалковый калибр | 1988 |
|
SU1502142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| МНОГОВАЛКОВАЯ КЛЕТЬ | 1994 |
|
RU2074777C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ | 2015 |
|
RU2617191C1 |
| Многовалковая клеть | 1988 |
|
SU1696017A1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ПРОКАТКИ МЕТАЛЛА | 2013 |
|
RU2528601C1 |
| Клеть с многовалковым калибром для продольной прокатки | 1980 |
|
SU933137A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |

Изобретение относится к обработке металлов давлением, а именно к получению сортового металла путем его прокатки или протяжки через калибр, образованный валками. Цель изобретения. - расширение технологических возможностей оборудования, повышение качества изделий и снижение износа валков. Нанесение легкоплавкого сплава (сплав Вуда) на рабочие и опорные поверхности рабочих валков в сочетании с оборудованием калибра нагревательнь ми охлаждающими средствами позволяет попеременно использовать жидкую и твердую фазы сплава: сплав на рабочей поверхности валков в жидком состоянии играет роль смазки, повышает вытяжку, уменьшает величину суммарной деформации, в твердом состоянии предохраняет валки от повреждения. Аналогично сплав на опорных.поверхностях не дает образовываться заусенцам и играет роль смазки Между опорными поверхностями и корпусом. 1 з.п. ф-лы, 3 ил. (Л io. ji эо 4;
Фи.Г
(pL/e. 2
Оклат- ч
Фие.З
| Инструмент для обработки металлов давлением | 1976 |
|
SU625783A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Многовалковый замковый калибр | 1981 |
|
SU980878A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
