Изобретение относится к обработке металлов давлением, в частности к производству сортового проката в многовалковых калибрах.
Известен способ прокатки металла в четырехвалковом калибре с применением натяжения или подпора. Способ подразумевает принудительное сообщение окружной скорости одной паре валков четырехвалкового калибра, не меньшей скорости на выходе из калибра, а другой паре - сообщение скорости, не превышающей скорость металла на входе в калибр (см. а.с. СССР №261344, кл. В21В 1/00, опубл. в БИ №34, 1973 г.).
Недостатком известного способа является недостаточная степень перераспределения вытяжек по сравнению с заявляемым способом.
Наиболее близким аналогом является способ прокатки металла в четырехвалковом калибре, который подразумевает прокатку с рассогласованием скоростей пар валков, лежащих в разных плоскостях, до пробуксовки пары валков, имеющих меньшую скорость (см. а.с. СССР №610581, кл. В21В 37/02 В21В 1/00, опубл. в БИ №22, 1978 г.).
Недостатком данного способа является сравнительно недостаточная степень сдвиговых деформаций, протекающих в объеме металла при прокатке в многовалковом калибре.
Задачей настоящего изобретения является получение такого способа прокатки сортового металла, при котором бы достигалась высокая степень неравномерности деформации в объеме металла и перераспределения вытяжек по сечению металла, что позволит осуществлять более полную проработку металла за счет больших сдвиговых деформаций.
Поставленная задача решается тем, что в известном способе прокатки металла в многовалковом калибре, образованном, по меньшей мере, тремя валками, включающем прокатку с рассогласованием скоростей валков, согласно изобретению окружные скорости v1…vn всех валков соответственно 1…n в калибре устанавливают с их увеличением по направлению движения часовой стрелки в соответствии с соотношением: v1<v2<…<vi<…<vn.
Известен способ прокатки металла в четырехвалковом калибре с применением натяжения или подпора. Способ подразумевает принудительное сообщение окружной скорости одной паре валков четырехвалкового калибра, не меньшей скорости на выходе из калибра, а другой паре - сообщение скорости, не превышающей скорость металла на входе в калибр (см. а.с. СССР №261344, кл. B21B 1/00, опубл. в БИ №34, 1973 г.). Способ осуществляется при прямолинейном движении заготовки через очаг деформации и предназначен для снижения рабочих усилий при деформации металла в четырехвалковом калибре клети, при этом в процессе прокатки в металле не возникают существенные сдвиговые деформации.
Известен способ прокатки металла в четырехвалковом калибре, который подразумевает прокатку с рассогласованием скоростей пар валков, лежащих в разных плоскостях, до пробуксовки пары валков, имеющих меньшую скорость (см. а.с. СССР №610581, кл. B21B 37/02 B21B 1/00, опубл. в БИ №22, 1978 г.). Способ осуществляется при прямолинейном движении заготовки через очаг деформации и предназначен для обеспечения регулирования размеров профиля при прокатке в четырехвалковом калибре, при этом в процессе прокатки не возникают в металле существенные сдвиговые деформации.
В заявляемом способе отличительные признаки, характеризующие включение прокатки с рассогласованием скоростей валков таким образом, что окружные скорости v1…vn всех валков соответственно 1…n в калибре устанавливают с их увеличением по направлению движения часовой стрелки в соответствии с соотношением: v1<v2<…<vi<…<vn. Это позволяет создать новый технический эффект, заключающийся в более полной проработке металла за счет больших сдвиговых деформаций, происходящих в объеме металла при прокатке за счет более неравномерного перераспределения вытяжек по сечению заготовки, что позволит получить более мелкий балл зерна.
На основании анализа известных источников информации можно сделать вывод, что для специалиста заявляемый способ прокатки металла не следует явным образом из известного уровня техники, а, следовательно, соответствует условию "изобретательского уровня".
Сущность изобретения поясняется чертежами, где:
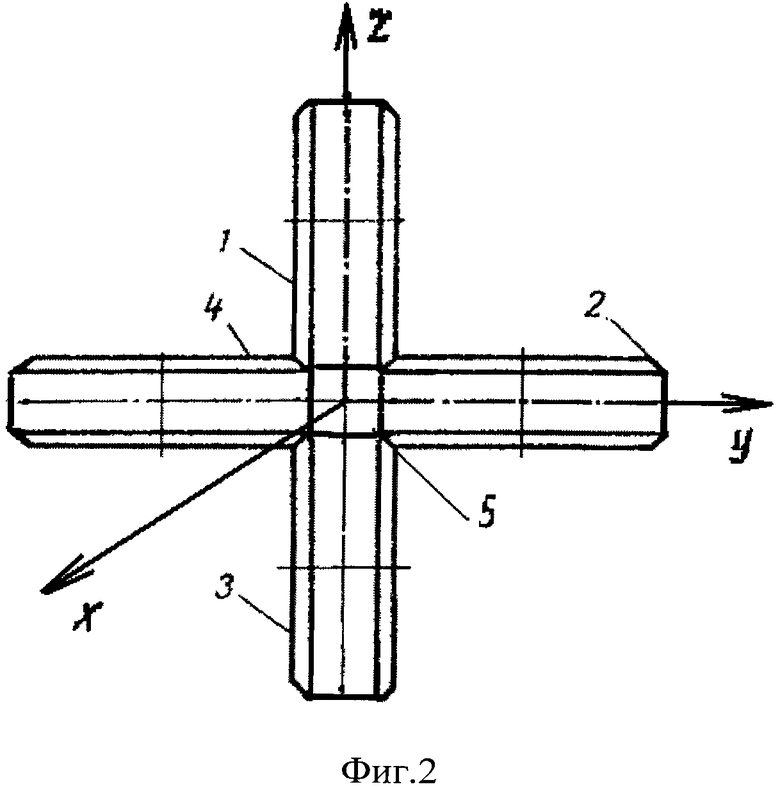
- на фиг.1 показаны рабочие валки (1-3), расположенные в одной плоскости и образующие трехвалковый калибр;
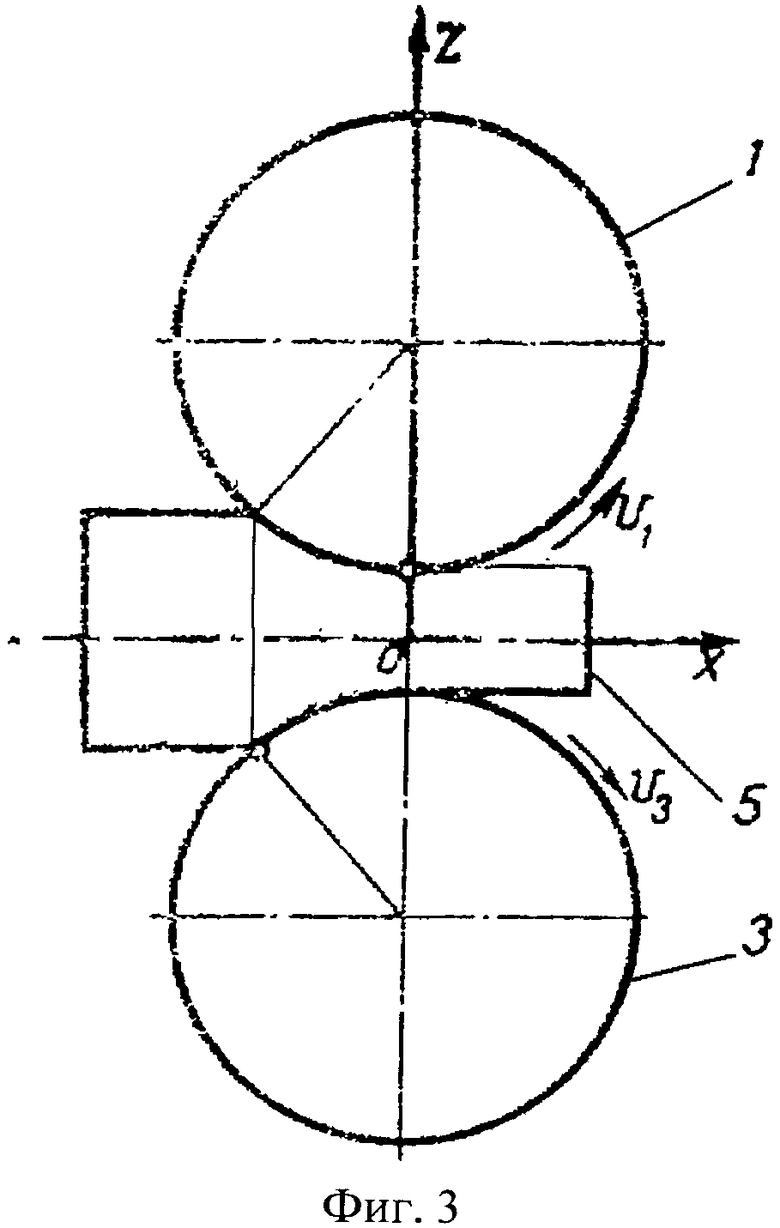
- на фиг.2 показаны рабочие валки (1-4), расположенные в одной плоскости и образующие четырехвалковый калибр;
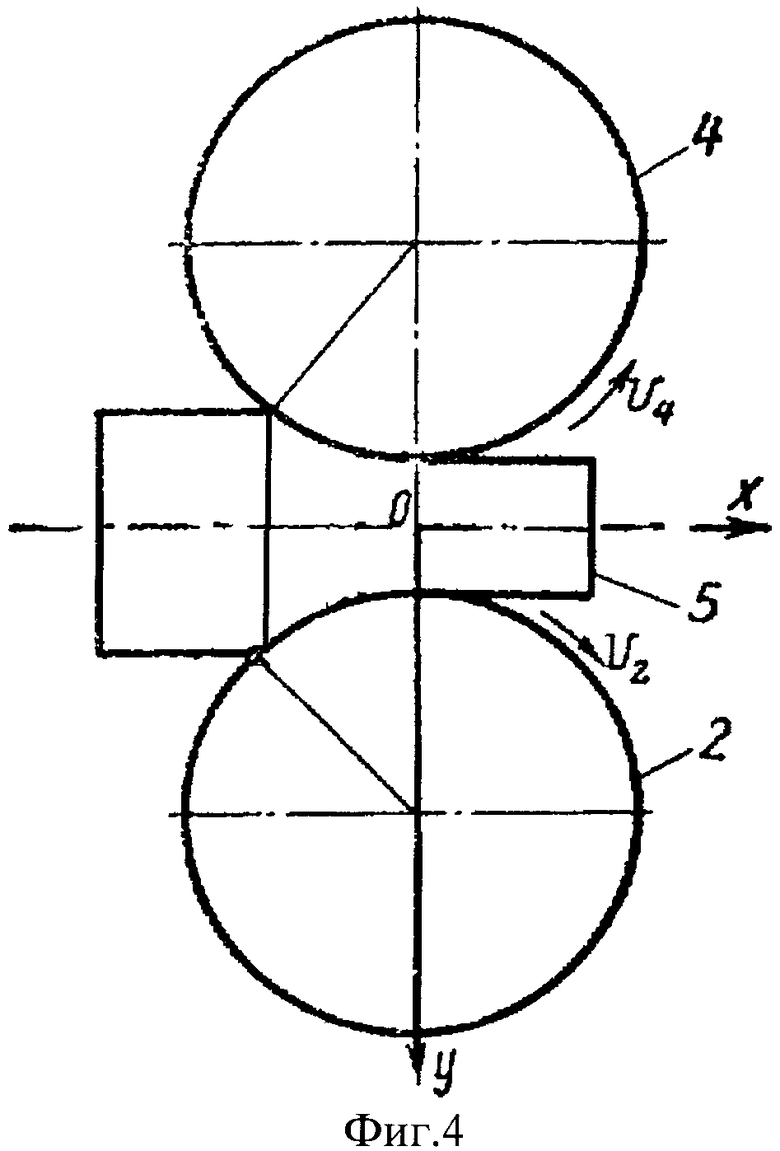
- на фиг.3 изображена пара горизонтальных валков (1, 3) четырехвалкового калибра;
v1, v3 - окружные скорости валков (индексы соответствуют позициям валков);
- на фиг.4 изображена пара вертикальных валков (2, 4) четырехвалкового калибра;
v2, v4 - окружные скорости валков (индексы соответствуют позициям валков).
Предлагаемый способ прокатки реализуется следующим образом.
В рабочие валки 1-3 (фиг.1), расположенные в одной плоскости и образующие трехвалковый калибр, задают заготовку 4.
Трем рабочим валкам 1-3 (фиг.1) задают окружные скорости, увеличивающиеся по направлению движения часовой стрелки.
При прокатке в трехвалковом калибре (фиг.1), где окружные скорости всех валков задают увеличивающимися по направлению движения часовой стрелки, на контакте металла с валком с наибольшей скоростью 3 образуется зона ускоренного течения металла, а на контакте с валком 1, имеющим наименьшую скорость, образуется зона замедленного течения металла. Это приводит к возможности более неравномерного перераспределения вытяжек по сечению деформируемой заготовки и получению больших сдвиговых деформаций в объеме металла.
В рабочие валки 1-4 (фиг.2), расположенные в одной плоскости и образующие четырехвалковый калибр, задают заготовку 5.
Двум горизонтальным рабочим валкам 1 и 3 (фиг.2-3) и двум вертикальным валкам 2 и 4 (фиг.2, 4) задают окружные скорости, увеличивающиеся по направлению движения часовой стрелки.
При прокатке в многовалковом калибре (фиг.2), где величины окружных скоростей валков задают увеличивающимися по направлению движения часовой стрелки, на контакте металла с валком 4 с наибольшей скоростью образуется зона ускоренного течения металла, а на контакте с валком 1, имеющим наименьшую скорость, образуется зона замедленного течения металла. Это приводит к возможности более неравномерного перераспределения вытяжек по сечению деформируемой заготовки и получению больших сдвиговых деформаций в объеме металла.
Пример конкретного выполнения 1.
Для изготовления прутка треугольного сечения с закругленными углами и диаметром вписанной окружности 6 мм с повышенными механическими свойствами использовали круглую заготовку диаметром 8 мм из стали марки Ст.45. Прокатка осуществлялась в клети с трехвалковым калибром со всеми приводными валками. Окружная скорость первого валка была равна 6,99 рад/с, второго - 7,06 рад/с, третьего - 7,14 рад/с. В результате неравномерной вытяжки по сечению металла передний конец заготовки на выходе из валков загнулся в двух направлениях: в вертикальном и горизонтальном. На длине вышедшего из валков конца заготовки, равной 50 мм, величина загиба в направлении положительной оси z составила 4 мм, а в направлении отрицательной оси y - 2 мм.
Таким образом, в калибре клети, включающей три валка, имеющих разные окружные скорости, возникает существенная сдвиговая деформация, вследствие которой изгибается передний конец заготовки в двух плоскостях, преимущественно в сторону валка с наименьшей окружной скоростью.
Пример конкретного выполнения 2.
Для изготовления прутка квадратного сечения с закругленными углами и диаметром вписанной окружности 6 мм с повышенными механическими свойствами использовали круглую заготовку диаметром 8 мм из стали марки Ст.45. Прокатка осуществлялась в клети с четырехвалковым калибром со всеми приводными валками. Окружная скорость первого валка была равна 7,15 рад/с, второго - 7,87 рад/с, третьего - 8,37 рад/с и четвертого - 8,94 рад/с. В результате неравномерной вытяжки по сечению металла передний конец заготовки на выходе из валков загнулся в двух направлениях: в вертикальном и горизонтальном. На длине вышедшего из валков конца заготовки, равной 50 мм, величина загиба в направлении положительной оси z составила 4,4 мм, а в направлении положительной оси y - 2,8 мм.
Таким образом, в калибре клети, включающей четыре валка, имеющих окружные скорости, величина которых увеличивается по направлению движения часовой стрелки, возникает существенная сдвиговая деформация, вследствие которой изгибается передний конец заготовки в двух плоскостях, преимущественно в сторону валка с наименьшей окружной скоростью.
Таким образом, в калибре клети обеспечивается более полная проработка металла за счет существенной неравномерности перераспределения вытяжек в двух плоскостях и, как следствие, создание больших сдвиговых деформаций. При разных соотношениях окружных скоростей валков в калибре будут наблюдаться различные варианты неравномерного распределения вытяжек, которые влияют на степень проработки металла за счет больших сдвиговых деформаций, что позволит получать требуемый балл зерна.
На основании вышеизложенного можно сделать вывод, что заявляемый способ работоспособен и устраняет недостатки, имеющие место в прототипе, что подтверждается примером выполнения. Соответственно заявляемое решение может быть применимо в прокатном производстве, а следовательно, соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АСИММЕТРИЧНОЙ ПРОКАТКИ МЕТАЛЛА | 2013 |
|
RU2531337C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ПРОКАТКИ ПРОФИЛЕЙ В КАЛИБРЕ | 2013 |
|
RU2518358C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ | 2015 |
|
RU2617191C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ПРОКАТКИ ПРОФИЛЕЙ В КАЛИБРЕ | 2013 |
|
RU2518028C1 |
| Способ производства горячекатаного сортового проката | 2024 |
|
RU2840175C1 |
| Способ производства фасонных профилей высокой точности | 2019 |
|
RU2722847C1 |
| Способ получения изделий из тугоплавких металлов | 1981 |
|
SU963583A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОГРАННОЙ КАЛИБРОВАННОЙ СТАЛИ | 2019 |
|
RU2732331C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2492007C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
Изобретение относится к обработке металлов давлением, в частности к производству сортового проката в многовалковых калибрах. Способ включает прокатку с рассогласованием скоростей валков в многовалковом калибре, образованном, по меньшей мере, тремя валками. Более полная проработка металла за счет больших сдвиговых деформаций, позволяющая получить более мелкий балл зерна, обеспечивается за счет того, что окружные скорости v1…vn всех валков соответственно 1…n в калибре устанавливают с их увеличением по направлению движения часовой стрелки в соответствии с соотношением: v1<v2<…<vi<…<vn. При прокатке участки поверхности металла, контактирующие с валками, имеющими меньшую скорость, притормаживаются, за счет чего металл получает меньшую вытяжку. Участки, контактирующие с валками, имеющими большие окружные скорости, ускоряясь, получают большую вытяжку. В калибре клети происходит неравномерное перераспределение вытяжек по сечению деформированной заготовки. 4 ил.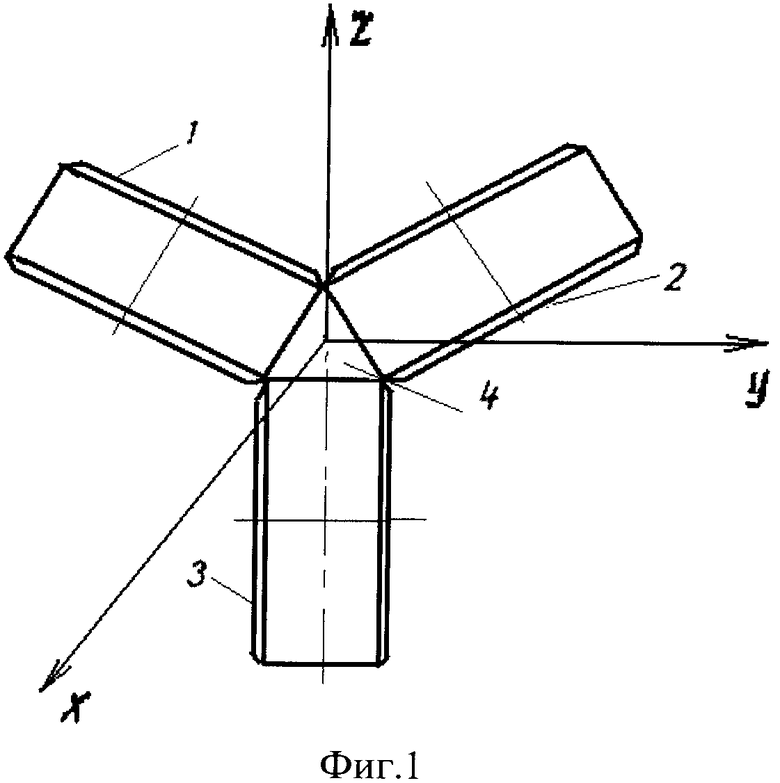
Способ асимметричной прокатки сортового проката в многовалковом калибре, образованном, по меньшей мере, тремя валками, включающий прокатку с рассогласованием скоростей валков, отличающийся тем, что окружные скорости v1 … vn всех валков соответственно 1 … n в калибре устанавливают с их увеличением по направлению движения часовой стрелки в соответствии с соотношением: v1 < v2 <…< vi < vn.
| Способ регулирования размеров профиля при прокатке в четырехвалковом калибре | 1975 |
|
SU610581A1 |
| Способ прокатки листовой стали и комплект рабочих валков одноклетевого стана для его осуществления | 1988 |
|
SU1600872A1 |
| Способ холодной прокатки полос | 1986 |
|
SU1357091A1 |
| Способ получения эфирного масла, технического жира и токоферола | 1951 |
|
SU94527A1 |
| US 4385511 A, 31.05.1983 | |||

