(54) МНОГОВАЛКОВЫЙ ЗАМКОВЫЙ КАЛИБР
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1974 |
|
SU498048A1 |
| Трехвалковый замковый калибр | 1980 |
|
SU882671A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |
| Прокатный валок полосового прокатного стана | 1986 |
|
SU1398938A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ | 2014 |
|
RU2564503C2 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Прокатная клеть | 1975 |
|
SU601862A1 |
1
Изобретение относится к прокатному и волочильному производству и может быть использовано для получения точных фасонных профилей.
Известны замковые многовалковые калибры, на бочках которых выполнены ручьи, выпуски и замковые поверхности 1.
Недостатком этих калибров является отсутствие замков, ограничивающих перемещение вертикальных валков в осевом направлении, а горизонтальных в радиальном. При прокатке в таких калибрах валки могут перемещаться относительно друг друга, что вызывает искажение профиля. Кроме того, в таких калибрах можно прокатать профиль только одного размера.
Наиболее близким по технической сущности к изобретению является многовалковый замковый калибр, образованный валками, а на бочках которых выполнены ручьи, выпуски и контактные поверхности двух замковых участков 2.
Недостатком известного калибра является возможность прокатки профиля только одного размера, что ограничивает технологические возможности калибров. При прокатке профиля другого размера необходима замена валков калибра, что увеличивает трудоемкость процесса и парк используемых валков. Снижается производительность оборудования.
Цель изобретения - повышение технологических возможностей путем расщирения размерного ряда прокатываемых профилей.
Поставленная цель достигается тем, что в многовалковом замковом калибре, обра,Q зованном валками, на бочках которых выполнены ручьи, выпуски, контактные поверхности двух замковых участков, на одном из замковых участков каждый валок снабжен сменным кольцом.
Сменные кольца в предлагаемом устройстве изготавливают различными по диаметру и ширине, что позволяет при смене этих колец изменять размеры калибра, т. е. прокатывать профили различного размера и, тем самым, расширить технологические возможности многовалкового калибра.
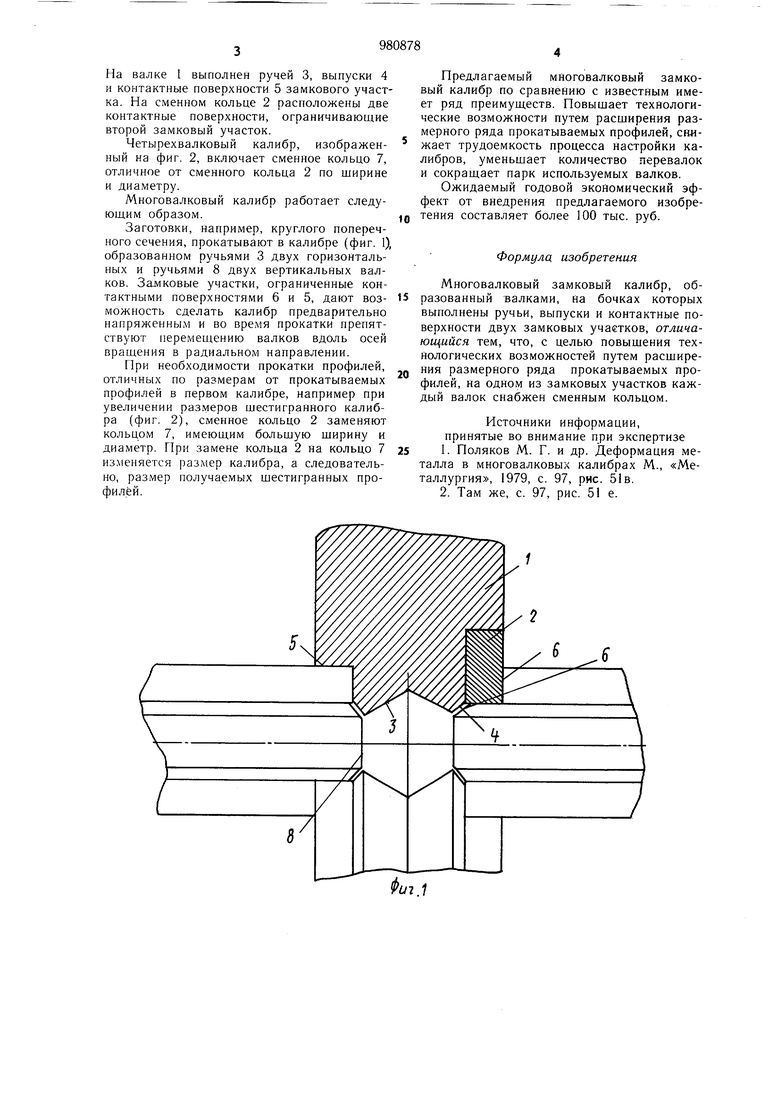
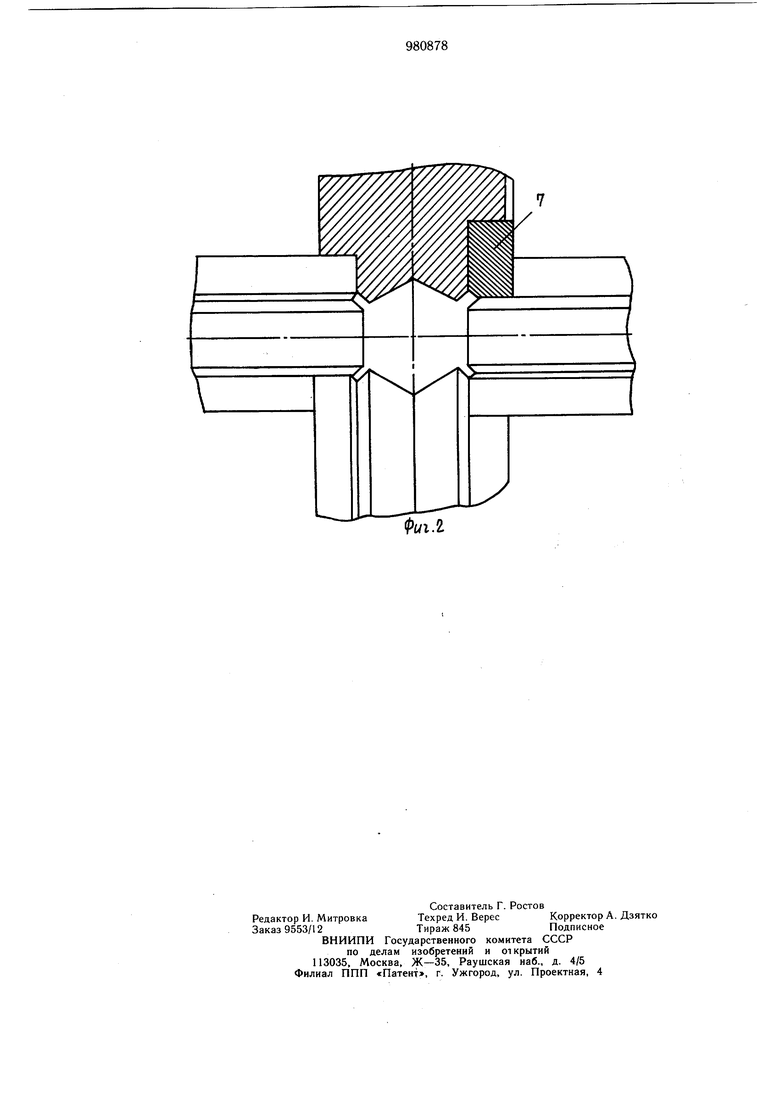
На фиг. 1 показан четырехвалковый калибр; на фиг. 2 - то же, большего размера.
Калибр образован четырьмя валками, каждый из которых состоит из двух частей: собственно валка 1 и сменного кольца 2. На валке I выполнен ручей 3, выпуски 4 и контактные поверхности 5 замкового участка. На сменном кольце 2 расположены две контактные поверхности, ограничивающие второй замковый участок. Четырехвалковый калибр, изображенный на фиг. 2, включает сменное кольцо 7, отличное от сменного кольца 2 по ширине и диаметру. Многовалковый калибр работает следующим образом. Заготовки, например, круглого поперечного сечения, прокатывают в калибре (фиг. 1), образованном ручьями 3 двух горизонтальных и ручьями 8 двух вертикальных валков. Замковые участки, ограниченные контактными поверхностями 6 и 5, дают возможность сделать калибр предварительно напряженным и во время прокатки препятствуют перемещению валков вдоль осей вращения в радиальном направлении. При необходимости прокатки профилей, отличных по размерам от прокатываемых профилей в первом калибре, например при увеличении размеров шестигранного калибра (фиг. 2), сменное кольцо 2 заменяют кольцом 7, имеющим большую ширину и диаметр. При замене кольца 2 на кольцо 7 изменяется размер калибра, а следовательно, размер получаемых шестигранных профилей. Предлагаемый многовалковый замковый калибр по сравнению с известным имеет ряд преимуществ. Повышает технологические возможности путем расширения размерного ряда прокатываемых профилей, снижает трудоемкость процесса настройки калибров, уменьшает количество перевалок и сокрашает парк используемых валков. Ожидаемый годовой экономический эффект от внедрения предлагаемого изобретения составляет более 100 тыс. руб. Формула изобретения Многовалковый замковый калибр, образованный валками, на бочках которых выполнены ручьи, выпуски и контактные поверхности двух замковых участков, отличающийся тем, что, с целью повышения технологических возможностей путем расширения размерного ряда прокатываемых профилей, на одном из замковых участков каждый валок снабжен сменным кольцом. Источники информации, принятые во внимание при экспертизе 1.Поляков М. Г. и др. Деформация металла в многовалковых калибрах М., «Металлургия, 1979, с. 97, рис. 5lB. 2.Там же, с. 97, рис. 51 е.
