(50 КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть с многовалковым калибром | 1981 |
|
SU946705A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| ПРОКАТНЫЙ СТАН | 2007 |
|
RU2334570C1 |
| Прокатная клеть | 1974 |
|
SU498048A1 |
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| ЧЕТЫРЕХВАЛКОВАЯ КАЛИБРОВОЧНАЯ КЛЕТЬ | 2010 |
|
RU2450874C2 |
1
Изобретение относится к обработ.ке металлов давлением и может быть использовано в процессе продольной прокатки труб на оправочных станах.
Известна клеть стана продольной прокатки труб с многовалковым калибром, содержащая станину и корпуса с пвухопорными калиброванными валками 1.
Недостатком известной конструкции клети стана с многовалковым калибром является трудоемкая перевалка валков, связанная с необходимостью полной разборки клети, а также сложность точной настройки калибра.
Наиболее близкой по технической сущности к предлагаемой из числа известных является клеть с многовалковым -калибром для продольной прокатки, включающая станину, несколько рабочих валков, несущие их поворотные корпуса, составленные иг
двух половин, ведомые цилиндрические шестерни, попарно расположенные на одной оси с каждым валком по разные стороны, взаимодействующие с ними ведущие цилиндрические шестерни, валы которых установлены в станине и являются осями поворота корпусов, механизмы поворота корпусов и конические пары по числу рабочих валков, соединяющие соседние
10 оси поворота корпусов
Недостатком известной конструкции клети стана с многовалковым калибром является отсутствие возможности изменения диаметра рабочих
15 валков, что ограничивает величину разовой деформации, зависящей от условий захвата металла валками, и отсюда узкий сортамент труб. вод осей приводных рабочих валков
20 за линию, соединяющую оси приводных валов, приводит к значительному снижению жесткости валкового угла вследствие возникновения изгибающего момента от нормального усилия (давленип) прокатки, действующего на опору рабочего валка, и вызывает томности геометричес них размеров труб.
Целью изобретения является расширение сортамента прокатываемых труб путем обеспечения возможности установки валков разного диаметра.
Поставленная цель достигается созданием клети с многовалковым калибром.для продольной прокатки, включающей станину, несколько рабочих валков, несущие их поворотные корпуса, составленные из двух половин, ведомые цилиндрические шестерни, попарно расположенные на одной оси с каждым валком по разные стороны, и взаимодействующие с ними ведущие цилиндрические шестерни, валы которых установлены в станине и являются осями поворота корпусов, механизмы поворота корпусов и конические пары по числу валков, соединяющие соседние оси поворота корпусов, в которой обе половины корпуса каждого валка имеют оси поворота, которые расположены соосно и каждая несет ведущую цилиндрическую шестерню и коническое колесо конической пары, отдельные механизмы поворота в виде винтовой пары с шарнирно установленной в станине при помощи гайки и размещены с зазором, образующим открытое пространство в плоскости вращения валка.
Такая клеть позволяет устанавливать валки как небольшого, так и большого диаметра и тем самым выби.рать оптимальные условия прокатки для разных труб.
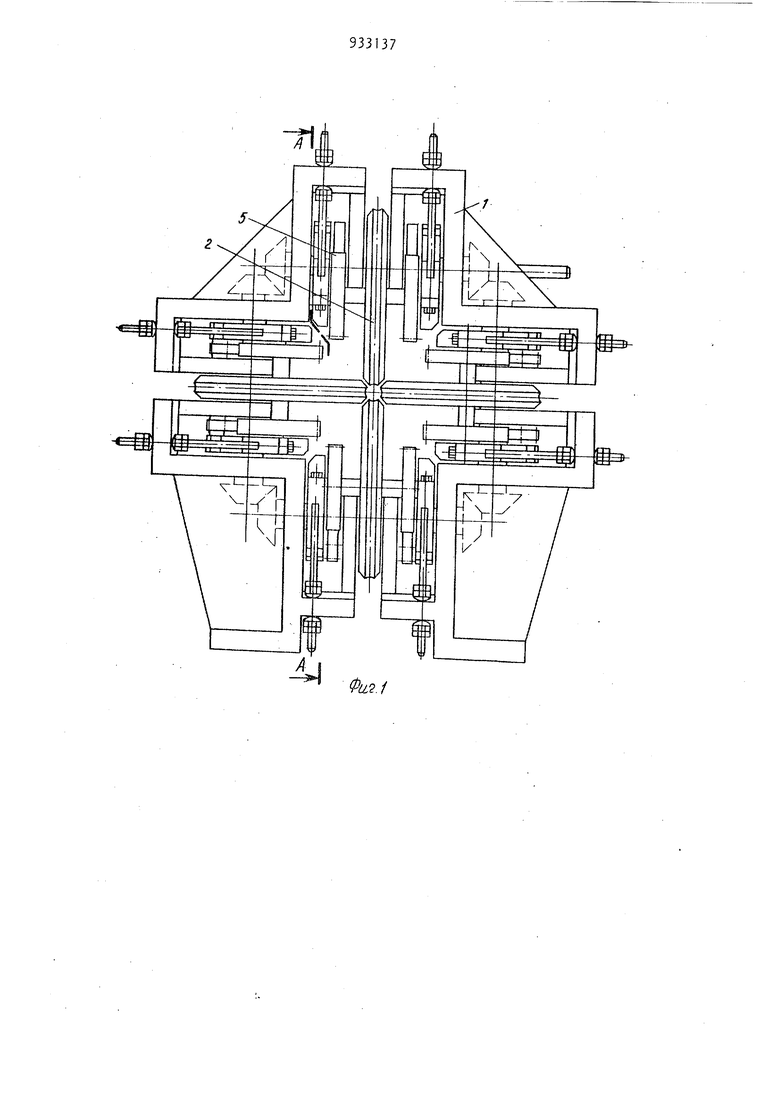
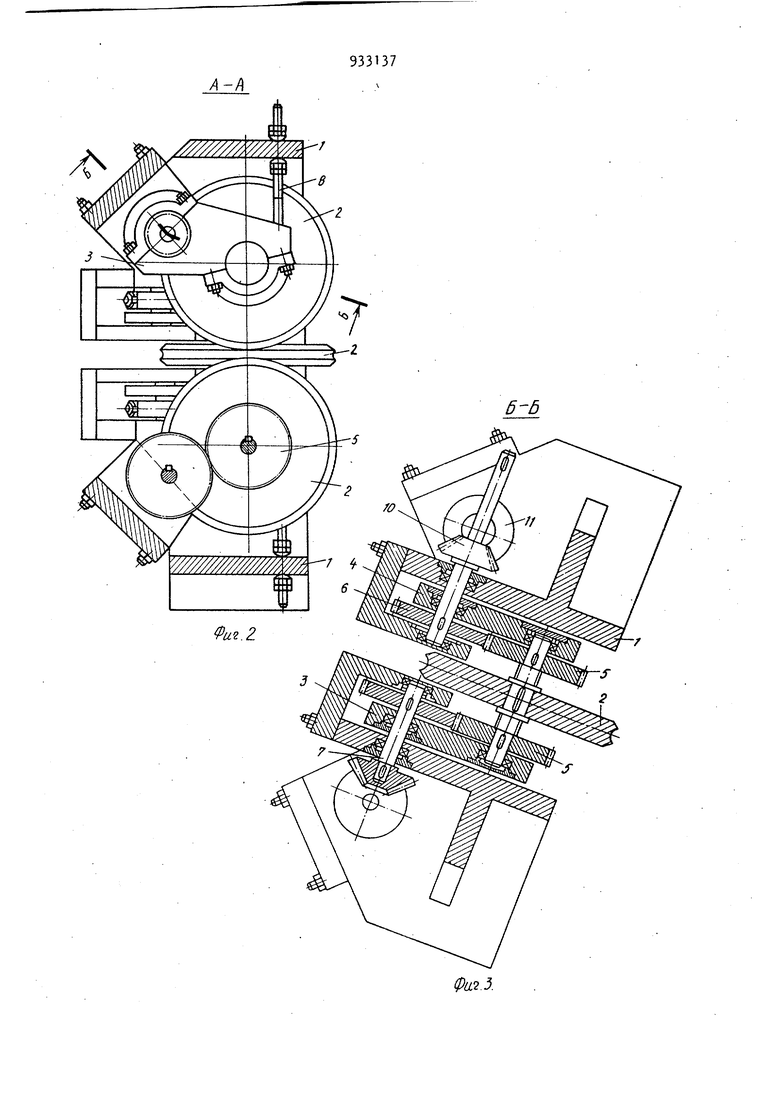
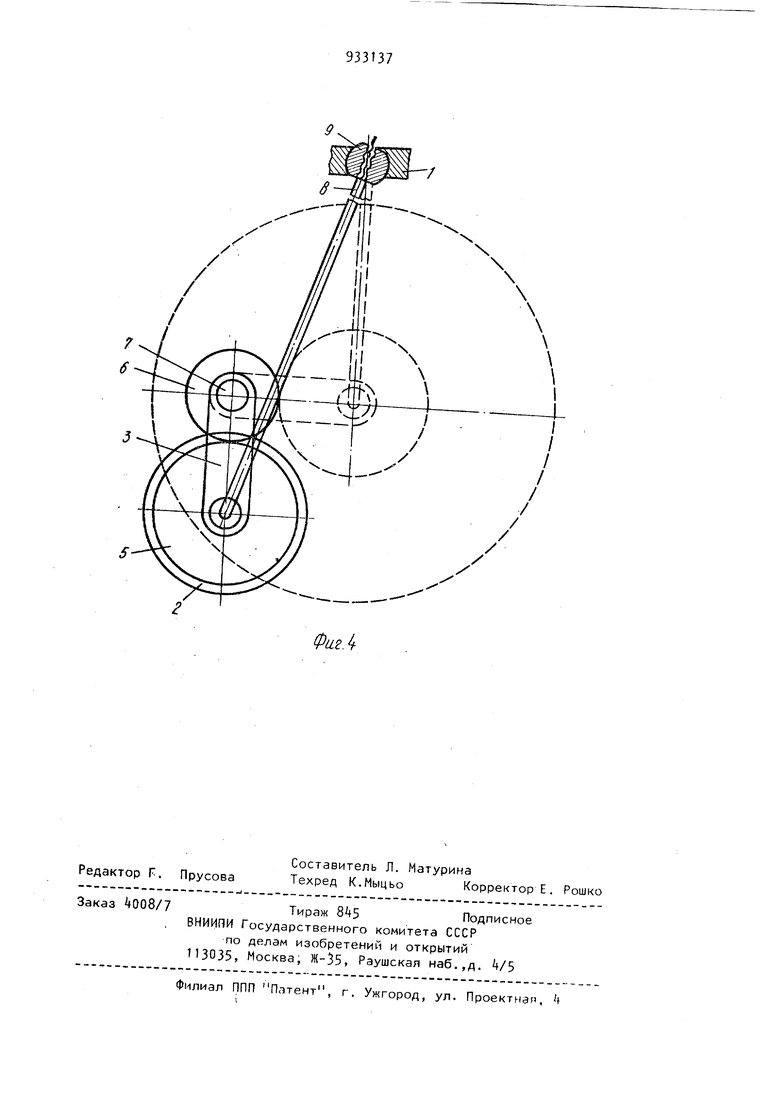
На фиг. t изображена четырехвалковая клеть, общий вид; на фиг.2разрез А-Л на фиг. 1; на фиг. 3разрез Б-В на фиг. 2; на фиг.4- схема установки валков наибольшего и наименьшего диаметров.
Прокатная клеть с многовалковым калибром содержит станину 1, приводные рабочие валки 2, несущие валки поворотные корпуса составленные из двух половик 3 и А,ведомые цилиндрические шестерни 5, веду щие цилиндрические шестерни 6, валы 7 которых установлены в станине и являются осями поворота корпусов
механизмы поворота корпусов в виде винта 8 и шарнирно установленной в станине гайки 9, конические колеса 10 и 11.
Клеть стана продольной прокатки с многовалковым калибром работает следующим образом.
Трубная заготовка подается в калибр, образованный приводными рабочими валками 2, расположенными в станине 1, где происходит деформация заготовки по диаметру и толщине стенки. Крутящий момент к рабочим валкам подводится посредством конических колес ЮйИ 11, сидящих на приводных валах 1 соединенных с рабочими валками цилиндрическими шестернями 5 и 6. К одному из горизонтально расположенных приводных валов посредством соединительной муфты подсоединяется вал приводного электродвигателя. При необходимости изменения сортамента прокатываемых труб для сохранения заданной степени деформации и точности-геометрических размеров, что обеспечивается сохранением условий захвата металла рабочими валками и постоянством жесткости валкового узла при выводе центров рабочих валков 2 за линий, соединяющую центры приводны валов, необходимо изменять диаметр рабочих валков в сторону увеличения, т.е. заваливать в многовалковую клеть новые рабочие валки с большим катающим радиусом. Увбличение диаметра рабочих валков при сохранении заданной степени деформации, т.е. при сохранении заданного зазора между рабочими валками, компенсируется выводом центров рабочих валков за линию, соединяющую центры приводных валов. Вывод рабочих валков осуществляется путем обкатки их по делительной окружности ведущих цилиндрических шестерен 6 путем вращения винта 8 механизма поворота корпусов.
Пример. Клеть стана продольной прокатки труб с четырехвалковым калибром состоит из цельнолитой станины 1 с габаритными размерами ЙООх1бОО мм.
Диаметры приводных рабочих валко 2, которые можно вваливать в клеть, могут изменяться в пределах от 120 мм до 600 мм, что, в свою бчередь обеспечивает достаточно ста5
бильные условия захвата металла рабочими валками во всем диапазоне изменения сортамента прокатываемых труб, как по наружному диаметру (100+20 мм),так и по толщине стенки (20-5 мм).
Трубная заготовка предварительно нагревается до температуры 12001250С и подается на приемный желоб входной стороны многовалковой клети стана продольной прокатки. При прокатке трубной заготовки с наружным диаметром 60 мм и толщиной стенки 10 мм со степенью деформации за один проход, равной 30, получим трубу с наружным диаметром 42 мм (при безоправочном процессе считаем, что толщина стенки не изменяется) . Диаметр приводных рабочих валков выбирается равным 500 мм для обеспечения стабильных условий захвата металла трубы рабочими валками.
За базовый объект принята клеть стана для продольной прокатки с четырехвалковым калибром, работающая на Ижевском механическом заводе и предназначенная для прокатки мелкосортных профилей.
Недостатком указанной конструкци клети является отсутствие возможности прокатки широкого сортамента изделий вследствие ограниченных размеров диаметра валков и отсутствия возможности установки валков различного диаметра.
Используемые рабочие валки диамером 180 мм при нарезке круглого калибра позволяют прокатывать трубу с максимальным наружным диаметром МО с вытяжкой за проход 1,2-1,25. При сохранении прежней вытяжки, в слу чае прокатки труб с большим наружным диаметром (до 100 мм), необходимо увеличивать диаметр рабочих валков до 600 мм для обеспечения условий захвата, что связано в случае использования клети по базовому варанту с необходимостью изготовления новой клети с рабочими валками диаметром 600 мм.
376
Учитывая, что затраты на изготовление новой клети с рабочими валками большого диаметра составляют 1520 тыс. руб-/ использование предлагаемой клети в условиях опытного завода УралНИТИ для производства труб более широкого сорматента составит в год ориентировочно 60 тыс. рублей.
Формула изобретения
Клеть с многовалковым калибром для продольной прокатки , содержащая станину, несколько рабочих валков, несущие их поворотные корпуса, составленные из двух половин, ведомые цилиндрический шестерни, попарно расположенные на одной оси с каж дым валком по разные стороны, взаимодействующие с ними ведущие цилиндрические шестерни, валы которых установлены в станине и служат осями поворота корпусов, механизмы поворота корпусов и конические пары по числу рабочих валков, соединяющие соседние оси поворота корпусов, отличающаяся тем, что, с целью расширения сортамента прокатываемых труб путем обеспечения возможности установки валков разного диаметра, обе половины корпуса каждого валка имеют отдельные оси поворота, которые расположены соосно и каждая несет ведущую цилиндрическую шестерню и коническое колесо конической пары, отдельные механизмы поворота в виде винтовой пары с шарнирно установленной в станине гайкой . размещены с зазором, образующим открытое пространство в плоскости вращения валка.
Источники информации, принятые во внимание при экспертизе
с. 16Ы73.
Фа24
Л
/
У
/
/
