1
Изобретение относится к станам винтовой прокатки и может быть использовано для установки раската по оси прокатки при многопроходных про- J. цессах обжатия.
Цель изобретения - повышение качества изделий.
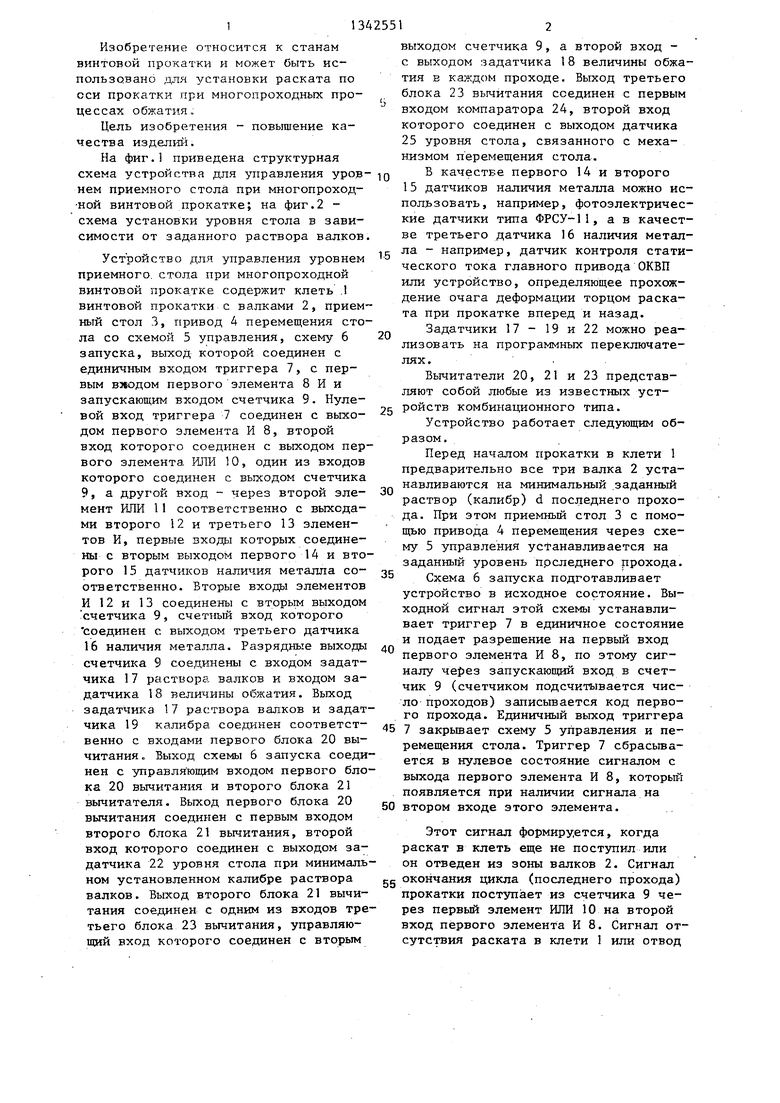
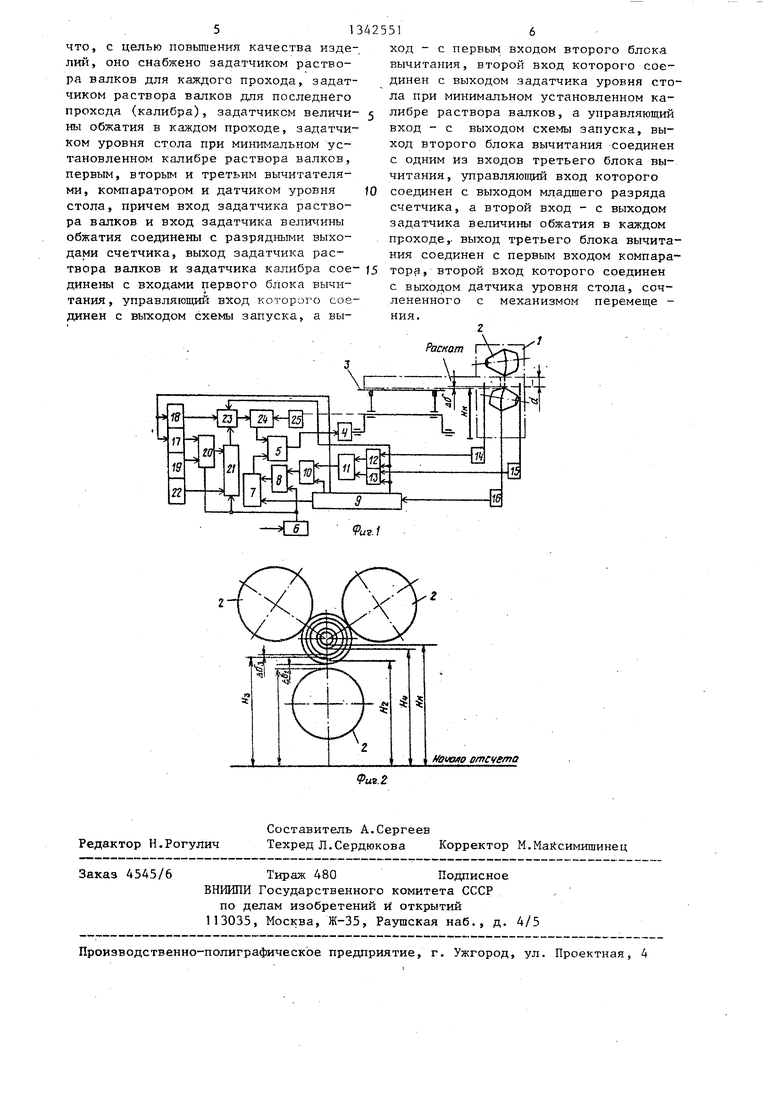
На фиг. приведена структурная схема устройства для управления уров- ю нем приемного стола при многопроход- ной винтовой прокатке; на фиг.2 - схема установки уровня стола в зависимости от заданного раствора валков.
Устройство для управления уровнем -5 приемного, стола при многопроходной винтовой прокатке содержит клеть .1 винтовой прокатки с валками 2, приемный стол 3, привод 4 перемещения сто20
да со схемой 5 управления, схему 6 запуска, выход которой соединен с единичным входом триггера 7, с первым вжодом первого элемента 8 И и
запускающим входом счетчика 9. Нуле- „ „
роиств комбинационного типа
вой вход триггера 7 соединен с выхо-
13425512
выходом счетчика 9, а второй с выходом задатчика 18 велич тия в каждом проходе. Выход блока 23 вычитания соединен входом компаратора 24, втор которого соединен с выходом 25 уровня стола, связанного низмом перемещения стола.
В качестве первого 14 и в 15 датчиков наличия металла пользовать, например, фотоэл кие датчики типа ФРСУ-11, а ве третьего датчика 16 налич ла - например, датчик контр ческого тока главного привод или устройство, определяюще дение очага деформации торц та при прокатке вперед и на
Задатчики 17 - 19 и 22 м лизовать на программных пер лях..
Вычитатели 20, 21 и 23 пр ляют собой любые из известны
Устройство работает следу разом.
дом первого элемента И 8, второй вход которого соединен с выходом первого элемента. ИЛИ 10, один из входов которого соединен с выходом счетчика 9, а другой вход - через второй элемент ИЛИ 11 соответственно с выходами второго 12 и третьего 13 элементов И, первые входы которых соединены с вторым выходом первого 14 и второго 15 датчиков наличия металла соответственно. Вторые входы элементов И 12 и 13 соединены с вторым выходом счетчика 9, счетный вход которого соединен с. выходом третьего датчика 16 наличия металла. Разрядные выходы счетчика 9 соединены с входом задатчика 17 раствора валков и входом задатчика 18 величины обжатия. Выход задатчика 17 раствора валков и задатчика 19 калибра соединен соответственно с входами первого блока 20 вычитания. Выход схемы 6 запуска соединен с управляющим входом первого блока 20 вычитания и второго блока 21 вычитателя. Выход первого блока 20 вычитания соединен с первым входом второго блока 21 вычитания, второй вход которого соединен с выходом задатчика 22 уровня стола при минимальном установленном калибре раствора валков. Выход второго блока 21 вычитания соединен с одним из входов третьего блока 23 вычитания, управляющий вход которого соединен с вторым
J.
- ю в.
м -5 мо20
- „ „
3425512
выходом счетчика 9, а второй вход - с выходом задатчика 18 величины обжатия в каждом проходе. Выход третьего блока 23 вычитания соединен с первым входом компаратора 24, второй вход которого соединен с выходом датчика 25 уровня стола, связанного с механизмом перемещения стола.
В качестве первого 14 и второго 15 датчиков наличия металла можно использовать, например, фотоэлектрические датчики типа ФРСУ-11, а в качестве третьего датчика 16 наличия металла - например, датчик контроля статического тока главного привода ОКВП или устройство, определяющее прохождение очага деформации торцом раската при прокатке вперед и назад.
Задатчики 17 - 19 и 22 можно реализовать на программных переключателях..
Вычитатели 20, 21 и 23 представляют собой любые из известных уст
Устройство работает следующим образом.
Перед началом прокатки в клети 1 предварительно все три валка 2 устанавливаются на минимальный .заданный раствор (калибр) d последнего прохода. При этом приемный стол 3 с помощью привода 4 перемещения через схему 5 управления устанавливается на заданный уровень последнего прохода.
Схема 6 запуска подготавливает устройство в исходное состояние. Выходной сигнал этой схемы устанавливает триггер 7 в единичное состояние и подает разрешение на первый вход первого элемента И 8, по этому сигналу через запускающий вход в счетчик 9 (счетчиком подсчитывается число проходов) записывается код первого прохода. Единичный выход триггера 7 закрьюает схему 5 управления и перемещения стола. Триггер 7 сбрасьта- ется в нулевое состояние сигналом с выхода первого элемента И 8, которьш появляется при наличии сигнала на втором входе этого элемента.
Этот сигнал формируется, когда раскат в клеть еще не поступил или он отведен из зоны валков 2. Сигнал окончания цикла (последнего прохода) прокатки поступает из счетчика 9 через первый элемент ИЛИ 10 на второй вход первого элемента И 8. Сигнал отсутствия раската в клети 1 или отвод
3
его из валков 2 формируется вто рым элементом ИЛИ 1I, вторым 12 и третьим 13 элементами И, первым 14 и вторым 15 датчиками наличия металла.
Момент отвода раската из зоны вал ков 2 при прокатке вперед формируется датчиком 14, а при прокатке назад - датчиком 15.
Направление прокатки определяется состоянием младшего разряда счетчика 9.
Если младший разряд имеет уровень логической единицы, направление прокатки вперед, в противном случае - назад, переключение счетчика 9 на очередной проход производится третьим датчиком 16 наличия металла.
На задатчике 17 раствора валков набирается программа раствора валков для каждого прохода. На задатчике 18 калибра (последнего прохода) устанавливается величина для прокатьшаемого сортамента. На задатчике 18 величины обжатия набирается программа обжатий для каждого прохода. На задатчике 22 уровня стола устанавливается положение стола относительно начала отсчета до минимального калибра прокатываемого сортамента.
Уровень приемного стола 3 определяется для каждого прохода в зависимости от направления прокатки по формулам при прокатке вперед
Н,. Н;, - (R - RK) -Лс/ i , при прокатке назад
.Н,., Н - (Rf., - R,),
где Н. ,Н . - уровень стола при прокатке в i-проходах вперед, назад соответственно;
Н| - уровень стола при минимальном калибре прокатьшаемого сортамента; .1 радиус раствора валков в i-проходах при про- катке вперед, назад соответственно ;
RK - радиус калибровочного раствора валков;
и с/ . - величина обжатия в i- проходе.
В первом блоке 20 вычитания от ве личины R. задатчика 17 отнимается ве личина R| задатчика 19 по сигналу с выхода схемы 6 запуска. Полученная величина поступает во второй блок 21
425514
вычитания, где эта величина по сигналу с выхода схемы 6 запуска вычитается от величины Н задатчика 22.
Вычисленная величина поступает в 5 третий блок 23 вычитания. Здесь от
этой величины отнимается значение обжатия л ; по сигналу младшего разряда счетчика 9 проходов при прокатке вперед. При прокатке назад j /. О, fO так как диаметр сортамента d равен калибру раствора валков.
Полученная величина на выходе третьего блока 23 вычитания постзшает на вхед компаратора 24. На второй t5 вход его пост5шает значение положения стола от датчика 25 уровня стола.- Когда -эти величины в компараторе 24 сравняются, на выходе компаратора 24 появляется единичный сигнал. Этот 20 сигнал накладывает запрет на схему 5 управления и стол останавливается на заданном уровне.
Использование данного устройства позволяет повысить точность установ- 25 ки стола с раскатом по оси прокатки, улучшить качество управления в ручном или с помощью локальной автоматизации, а также возможность реализации устройства без больших аппарат- - 30 ных затрат.
Формула изобретения
Устройство дпя управления уровнем 35 приемного стола при многопроходной винтовой прокатке, содержащее клеть винтовой прокатки с валками, приемный стол, привод перемещения стола со схемой управления, схему запуска,
0 выход которой соединен с единичным
входом триггера, с первым входом первого элемента И и запускающим входом счетчика, нулевой вход триггера соединен с выходом первого элемента И,
5 второй вход которого соединен с выходом первого элемента ИЛИ, один из входов которого соединен с. выходом последнего цикла счетчика, а другой вход - через второй элемент ИЛИ со0 ответственно с выходами второго и третьего элементов И, первые входы которых соединены соответственно с выходом первого и второго датчиков наличия металла, вторые входы второ4 г-о и третьего элементов И соединены с выходом младшего разряда счетчика, счетный вход которого соединен с выходом третьего датчика наличия металла, отличающееся тем.
51
что, с целью повыгаения качества изделий, оно снабжено задатчиком раствора валков для каждого прохода, задатчиком раствора валков для последнего прохода (калибра), задатчиком величи- ны обжатия в каждом проходе, задатчиком уровня стола при минимальном установленном калибре раствора валков, первым, вторым и третьим вычитателя
ми, компаратором и датчиком уровня
стола, причем вход задатчика раствора валков и вход задатчика величины обжатия соединены с разрядными выходами счетчика, выход задатчика раствора валков и задатчика калибра сое- динены с входами первого блока вычитания, управляющий вход которог о соединен с выходом схемы запуска, а вы Риг./
ход - с первым входом второго блока вычитания, второй вход которого соединен с выходом задатчика уровня стола при минимальном установленном калибре раствора валков, а управляющий вход - с выходом схемы запуска, выход второго блока вычитания соединен с одним из входов третьего блока вычитания , управляюпщй вход которого соединен с выходом младщего разряда счетчика, а второй вход - с выходом задатчика величины обжатия в каждом проходе,, выход третьего блока вычитания соединен с первым входом компаратор,, второй вход которого соединен с выходом датчика уровня стола, сочлененного с механизмом перемеще - ния.
2
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для определения момента выхода торца раската из очага деформации обжимной клети | 1986 |
|
SU1342550A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1991 |
|
SU1794516A1 |
| Формирователь циклов многопроходной прокатки | 1985 |
|
SU1294403A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
Изобретение относится к станам винтовой прокатки и может использоваться для установок раската по оси прокатки при многопроходных процессах обжатия. Цель изобретения - повышение качества изделий. Это достигается введением новых блоков и функциональных связей, позволяющих установить уровень стола таким образом, чтобы раскат совпадал с осью прокатки при различных растворах валков и величинах обжатия. 2 ил. 00 D Сл сл
Редактор Н.Рогулич
Составитель А.Сергеев
Техред Л.Сердюкова Корректор М.Майсимишинец
4545/6
Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Передний стол стана винтовой прокатки | 1983 |
|
SU1106559A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство опускания стола при укладкелиСТОВ B пАКЕТ | 1979 |
|
SU845910A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
