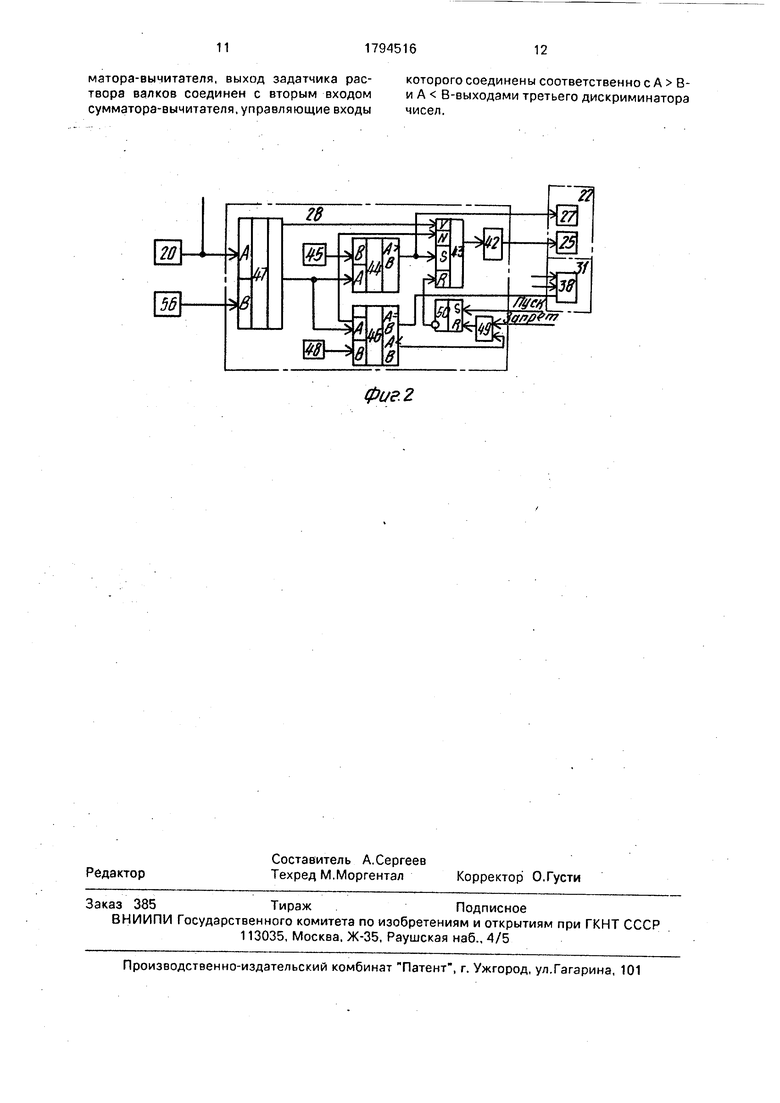
твора валков 16. Младшие разрядные выходы вычислительного блока 47 соединены с N-входами преобразователя код-напряжение 43. Выходы задатчика зоны нечувствительности 48 соединены с В-входами второго дискриминатора чисел 46, А-В-вы- ход которого является третьим выходом регулятора положения 28, а А В-выход соединен с первым входом элемента И 49, второй вход которого соединен с шиной Запрет, Выход элемента И 49 соединен с R-входом триггера 50, S-вход которого соединен с шиной Пуск, а инверсный выход его - с R-входом преобразователя 43 код - напряжение.
А и В - входы третьего дискриминатора 51 чисел, первого 52, второго 53 вычитателей соединены соответственно с выходом датчика положения 20 и выходом измерителя диаметра раската 54, а управляющие входы первого 52, второго 53 вычитателей соединены соответственно с А В и А В-выходами третьего дискриминатора чисел 51, А В-выход которого соединен с управляющим входом коммутатора 55, информационные входы которого соединены ее/ответственно с выходами первого 52, вто рого 53 вычитателей, а выход коммутатора 5$ соединен с первым входом сумматора- вычитателя 56, выход задатчика раствора 16 соединен с вторым входом сумматора-вычи- тателя 56, управляющие входы которого на вычитание (-) и суммирование(+)соединены соответственно с А В и А В-выходами третьего дискриминатора чисел 51,
Число переключателей в задатчике раствора валков 16 устанавливается в зависимости от числа проходов, а количество переключателей в одном проходе зависит от величины задания раствора валков. На блок-схеме для простоты показано только по одному переключателю в каждом проходе.:
Система работает следующим образом.
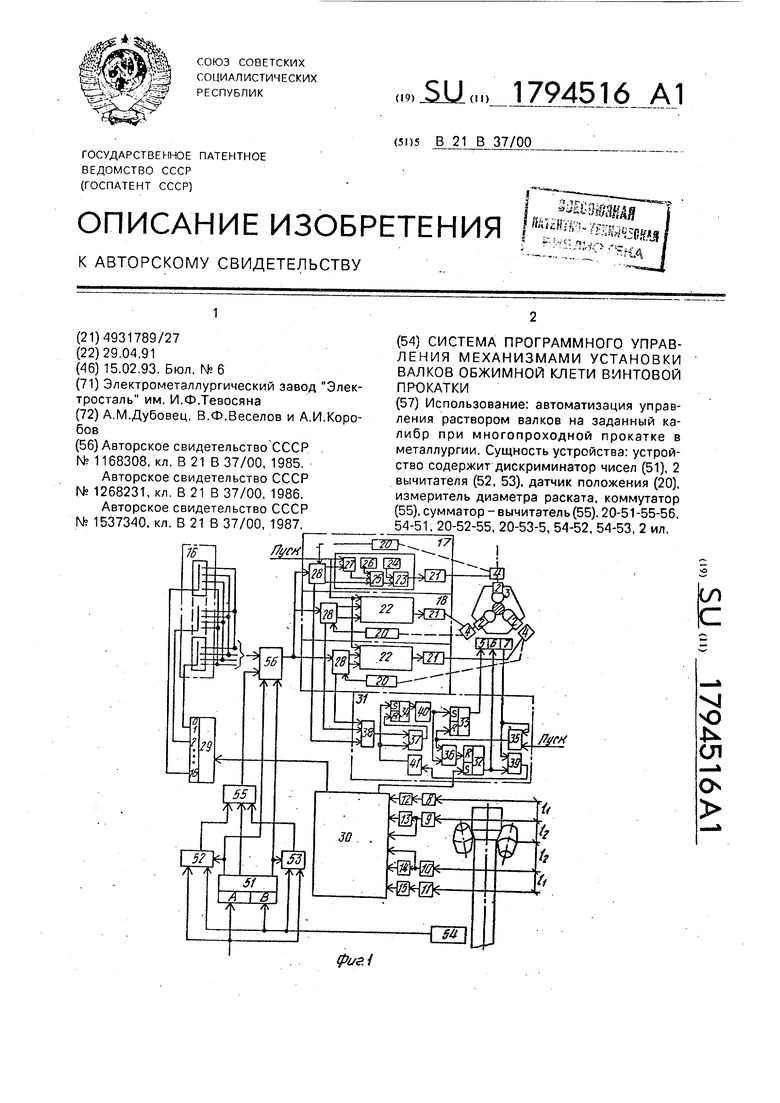
Перед началом прокатки и задачи раската в клеть 1 три перемещающиеся барабана 2 с рабочими валками 3 настраиваются на- минимальный диаметр раската для последующего прохода. Каждый рабочий валок 3 перемещается от соответствующего электропривода 4. Первый 5 и второй б электромагниты управляют барабанами 2 с рабочими валками.3. Реле 7 давления контролирует гидросистему. Когда барабан 2 отжат, между рабочими валками 3 устанавливают шаблон-калибр для последнего прохода. Затем производят сведение .барабанов 2 с рабочими валками 3 до зажатия сетки шаблона-калибра. Калибровка производится для привязки начала отсчета
к оси прокатки. После этого шаблон-калибр изымается и клеть 1 готова к прокатке.
В процессе прокатки раската передней кромкой последовательно пересекает зоны действия первого 8, второго 9. третьего 10, четвертого 11 датчиков, установленных перед клетью 1 и за него на определенном расстоянии так. что И 12. При выходе рас; ката из поля действия первого датчика 8 на
0 выходе первого инвертора формируется сигнал/При выходе задней кромки раската из зоны действия второго датчика 9. на выходе второго инвертора формируется сигнал. При задаче раската назад в момент
5 выхода задней кромки его из зоны действия третьего 10 и четвертого 11 датчиков на выходах третьего и четвертого инверторов формируется сигнал.
Задатчик раствора валков 16 служит для
0 задания программных величин калибров на каждом проходе. Набор задания производится заранее перед началом прокатки по технологическим таблицам в зависимости от сортамента и марок, сплавов их, на шину
5 Пуск подается сигнал и система запускается.
Первый 17, второй 18, третий 19 независимые контуры регулирования служат для управления соответствующими электрОпри0 водами 4. В каждом контуре датчика 2.0 положения синхронизированы от общего источника питания.
Управление каждым электроприводом 4 производится по системе Д ТП-Д от соответ5 ствующего комплектного тиристорного преобразователя 21. Преобразователи 21 запускаются сигналами с выходом блоков 22 управления, для которых командами для перемещения являются сигналы с выходов
0 регулятора положения 28.
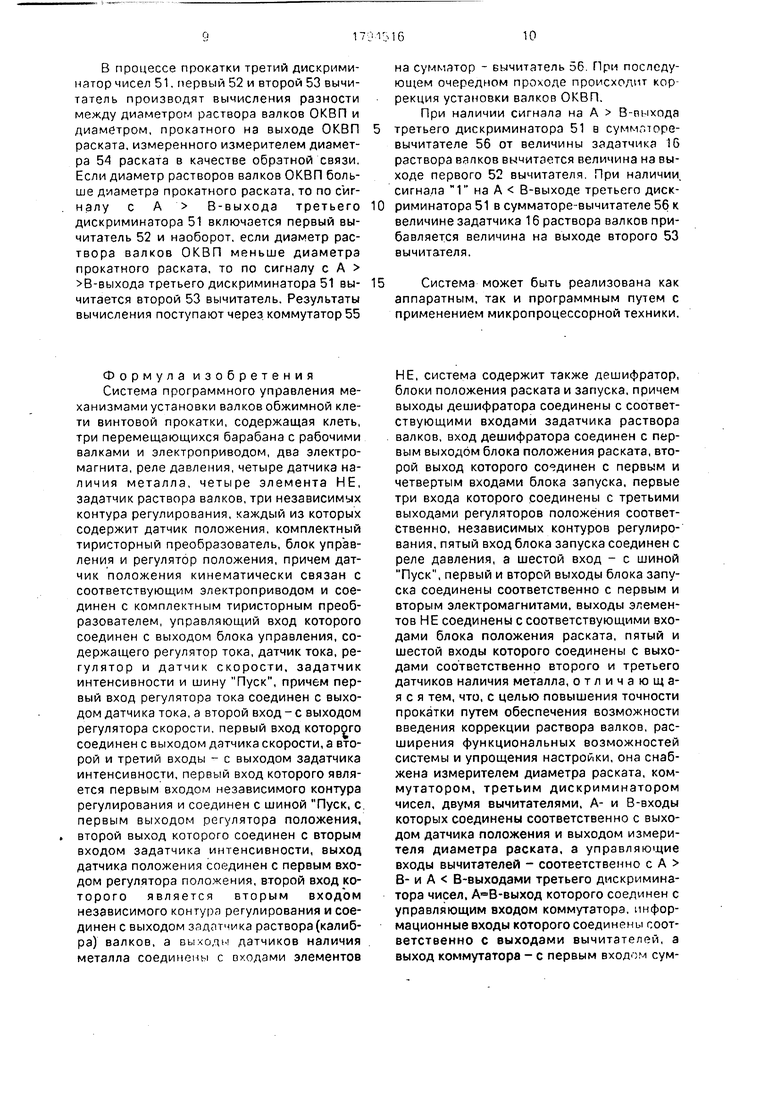
На первые входы регуляторов положения 28 поступает код перемещения рабочих валков с выходов датчиков положения 20. На вторые входы его с выходов задатчи5 ка раствора валков 16 поступает величина положения, на которое устанавливаются рабочие валки. Каждый блок управления 22 построек по принципу подчиненного регулирования и состоит из регулятора тока 23.
0 датчика тока 24, регулятора скорости 25, датчика скорости 26, задатчика интенсивности 27.
Дешифратор 29 расшифровывает номер прохода и вводит программу, набран5 ную на задатчике 16 раствора калибров валков, на вторые входы его регулятора положения 28.
Дешифратор управления кодом прохода 29, поступающим с первого выхода блока положения раската 30, на первый, второй,
третий и четвертый входы которого поступают сигналы с выходов соответственно первого 12, второго 13, третьего 14 и четвертого 15 элементов НЕ, а на пятый, шестой входы - сигналы с выходов соответственно второго 9 и третьего 10 датчиков наличия металла.
Со второго входа блока положения раската 30 поступает сигнал счета проходов на четвертый вход блока запуска 31, Этим сигналом первый триггер 32 устанавливается в 1 и подготавливаются к работе второй 33 и третий 43. Единичный сигнал - на электромагнит 6. При этом все три барабана 2 отжимаются. При наличии сигнала 1й на шине Пуск, когда давление в гидросистеме в норме, по сигналу с выхода реле 7 давления первый элемент И 35 подготавливает второй элемент И 36 и по R-входу второго триггера 33 устанавливается в О, первый электромагнит 5 обесточивается, третий триггер 34 и третий элемент И 37 подготавливаются к работе. С этого момента барабаны 2 с рабочими валками начинают перемещаться. Когда рабочие валки 3 достигают заданного положения, на первых трех входах блока 31 запуска с выходов регуляторов положения .28. появляются сигналы и четвертый элемент И 38 срабатывает.
Сигнал с выхода четвертого элемента И 38 через третий элемент И 37, третий триггер 34 устанавливает в 0м; При этом первый одновибратор 40 срабатывает и через второй элемент И 36 устанавливает первый триггер 32 а О, а второй триггер 33 в 1. Перемещение барабанов 2 с рабочими вал- камй 3 прекращается. Включается первый электромагнит 5, а второй электромагнит 6 обесточивается. Барабаны 2 с рабочими валками 3 зажимаются. С этого момента клеть 1 готова для задачи раската на первый проход. Перестройка на очередной проход производится после срабатывания реле 7 давления и подготовки элемента И-НЁ 39. Цикл в блоке 31 запуска повторяется.
При подходе барабанов 2с рабочими валками 3 достаточно близко к заданному положению (к зоне снижения скорости) за- датчики интенсивности в блоках 22 управлё- ния отключаются и исключаются управление от регулятора 28 положения. В этой зоне регулирования скорости перемещения производится в зависимости от остатка на пути V К УД р. где Д р - разрядность между действительным и заданным положением.
На третий вход регулятора скорости 25, блока управления 22 поступает сигнал через первый выход регулятора положения 28 с выхода функционального преобразователя 42.
На вход последнего поступает сигнал с выхода преобразователя 43 код - напряжение, управляемый первым дискриминатором чисел 44.
Зона ограничения скорости выбирается задатчиком порога ограничения 45 для конкретного электропривода. На А-входы первого 44 и второго 46 дискриминаторов чисел подается величина А Р. Если ДР больше
порога ограничения, то сигнал с А В-выхо- да первого дискриминатора чисел 44 отключает преобразователь 43 код - напряжение. Когда Д Р меньше порога ограничения, первый дискриминатор чисел 44 сигналом с
его А В-выхода переводит преобразователь 43 код - напряжение в режиме, при котором на его выходе формируется сигнал, пропорциональный ДР.
Сигнал с А В-выхода первого дискриминатора чисел 44 через вторые входы регулятора положения 28 накладывает запрет на задатчик интенсивности 27 блока управления 22.: Вычислительный блок 47 определяет
знаки разность ДР между действительным положением рабочих валков 3, контролируемым датчиком положения 20 и заданным Установленном на задатчике раствора валков 16.
Зона нечувствительности определяется вторым дискриминатором чисел 46. Для контроля порога ограничителя скорости и зоны нечувствительности первый 44 и второй 46 дискриминаторы соединены по схемеИЛИ.
.Величина зоны нечувствительности привода устанавливается на задатчике зоны нечувствительности 48 и заведена на В-вход дискриминатора чисел 46. Зона нечувствител ьноети может быть задана любым числом, включая О.
При величине рассогласования, равной или меньше зоны торможения, на А В-вы- ходе второго дискриминатора чисел 46 появляется сигнал. Этот сигнал через элемент И 49 и при отсутствии сигнала Запрет устанавливает по R-входу триггер 50 в О. Триггер 50 сигналом с инверсного выхода обнуляем R-вход преобразователя 43 код напряжение и сигнал на входе функционального преобразователя 42 становится нулевым.
На выходе функционального преобра- зователя 42 формирование квадратичной зависимости Y К уДр заканчивается..
Движение барабанов 2 с рабочими валками 3 прекращается и они останавливаются, В процессе прокатки третий дискриминатор чисел 51. первый 52 и второй 53 вычи- татель производят вычисления разности между диаметром раствора валков ОКВП и диаметром, прокатного на выходе ОКВП раската, измеренного измерителем диаметра 54 раската в качестве обратной связи. Если диаметр растворов валков ОКВП больше диаметра прокатного раската, то по сигналу с А В-выхода третьего дискриминатора 51 включается первый вы- читатель 52 и наоборот, если диаметр раствора валков ОКВП меньше диаметра прокатного раската, то по сигналу с А В-выхода третьего дискриминатора 51 вычитается второй 53 вычитатель. Результаты вычисления поступают через коммутатор 55
на сумматор - вычитатель 56. При последующем очередном проходе происходит коррекция установки валков ОКВП.
При наличии сигнала на А В-пыхода
третьего дискриминатора 51 в суммг.торе- вычитэтеле 56 от величины задатчика 1G раствора валков вычитается величина на выходе первого 52 вычитателя. При наличии, сигнала 1 на А В-выходе третьего дискриминатора51 в сумматоре-вычитателе 56 к величине задатчика 16 раствора валков прибавляется величина на выходе второго 53 вычитателя.
Система может быть реализована как аппаратным, так и программным путем с применением микропроцессорной техники.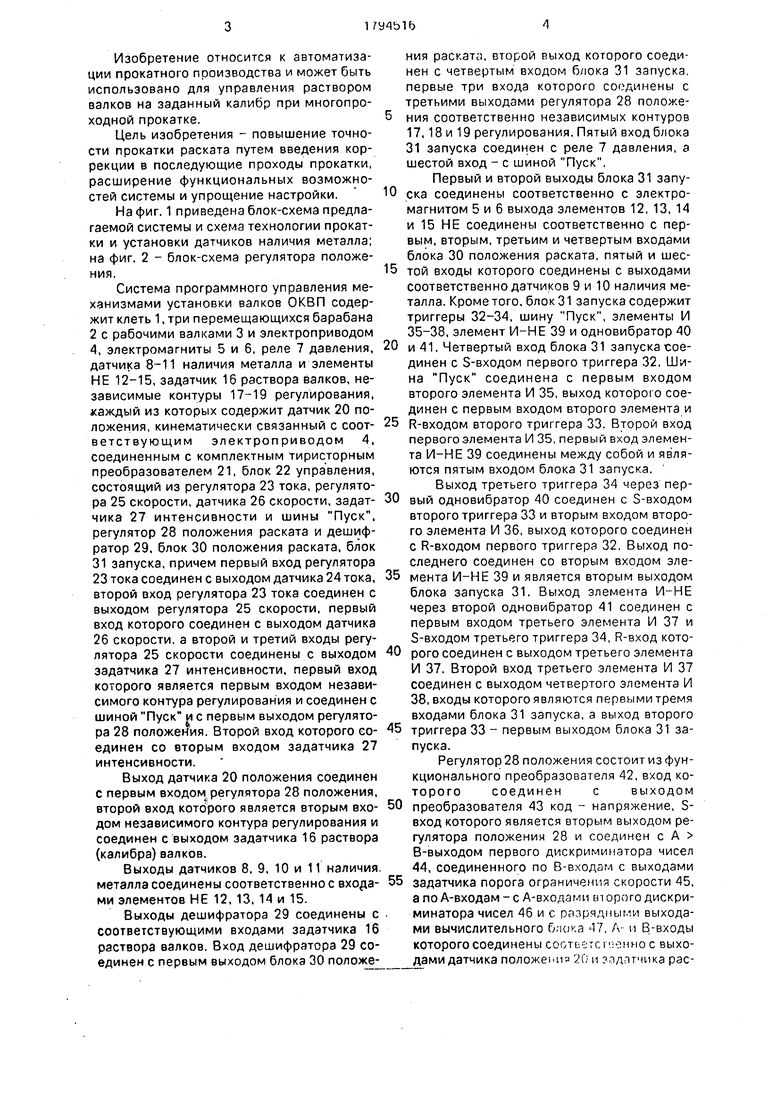
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Устройство для управления уровнем приемного стола при многопроходной винтовой прокатке | 1986 |
|
SU1342551A1 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство дл коррекции показаний датчика положения нажимных устройств прокатной клети | 1990 |
|
SU1754248A1 |
Формула изобретения Система программного управления механизмами установки валков обжимной клети винтовой прокатки, содержащая клеть, три перемещающихся барабана с рабочими валками и электроприводом, два электромагнита, реле давления, четыре датчика наличия металла, четыре элемента НЕ, задатчик раствора валков, три независимых контура регулирования, каждый из которых содержит датчик положения, комплектный тиристорный преобразователь, блок управления и регулятор положения, причем датчик положения кинематически связан с соответствующим электроприводом и соединен с комплектным тиристорным преобразователем, управляющий вход которого соединен с выходом блока управления, содержащего регулятор тока, датчик тока, регулятор и датчик скорости, задатчик интенсивности и шину Пуск, причем первый вход регулятора тока соединен с выходом датчика тока, а второй вход - с выходом регулятора скорости, первый вход которого соединен с выходом датчика скорости, а второй и третий входы - с выходом задатчика интенсивности, первый вход которого является первым входом независимого контура регулирования и соединен с шиной Пуск, с. первым выходом регулятора положения, второй выход которого соединен с вторым входом задатчика интенсивности, выход датчика положения соединен с первым входом регулятора положения, второй вход которого является вторым входом независимого контура регулирования и соединен с выходом задатчика раствора (калибра) валков, а выходы датчиков наличия металла соединены с сходами элементов
НЕ, система содержит также дешифратор, блоки положения раската и запуска, причем выходы дешифратора соединены с соответствующими входами задатчика раствора валков, вход дешифратора соединен с первым выходом блока положения раската, второй выход которого соединен с первым и четвертым входами блока запуска, первые три входа которого соединены с третьими выходами регуляторов положения соответственно, независимых контуров регулирования, пятый вход блока запуска соединен с реле давления, а шестой вход - с шиной Пуск, первый и второй выходы блока запуска соединены соответственно с первым и вторым электромагнитами, выходы элементов НЕ соединены с соответствующими входами блока положения раската, пятый и шестой входы которого соединены с выходами соответственно второго и третьего датчиков наличия металла, отличающаяся тем, что, с целью повышения точности прокатки путем обеспечения возможности введения коррекции раствора валков, расширения функциональных возможностей системы и упрощения настройки, она снабжена измерителем диаметра раската, коммутатором, третьим дискриминатором чисел, двумя вычитателями, А- и В-входы которых соединены соответственно с выходом датчика положения и выходом измерителя диаметра раската, а управляющие входы вычитателей - соответственно с А В- и А В-выходами третьего дискриминатора чисел, А В-выход которого соединен с управляющим входом коммутатора, информационные входы которого соединены соответственно с выходами вычитателей, а выход коммутатора - с первым входом сумматора-вычитателя, выход задатчика раствора валков соединен с вторым входом сумматора-вычитателя, управляющие входы
которого соединены соответственно с А В- и А В-выходами третьего дискриминатора чисел.
Фиг 2
