Изобретение относится к продольной прокатке металлов и сплавов,а именно к прокатке полос,и может быть иоп-олгв зов-ано для устранения серповид ности полос на непрерывных станах горячей прокатки.
Цель изобретения - полное устранение серповидности полосы путем учета смещения полосы с оси прокатки.
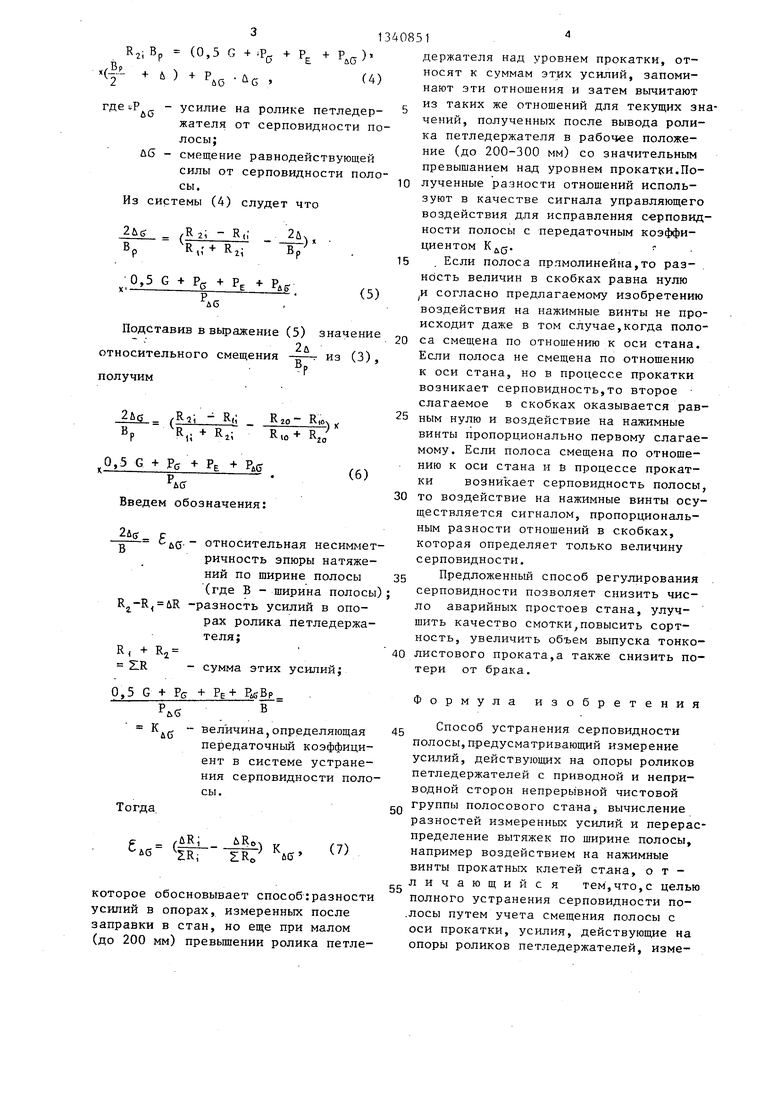
На фиг. 1 представлена схема сил, действующих на ролик петледержателя со стороны прямолинейной,.но смещенной с оси прокатки полосы;на фиг. 2- схема сил, действующих на ролик пет- ледержателя со стороны серповидной Полосы.
Усилия на ролике петледержателя для случая, изображенного на фиг. 1, могут быть представлены суммой:
Р„ 0,5 G + Р + Р,,
где
А1
LI
G jBLh
25
30
I
Bh 12
вертикальная составляющая натяжения;
-усилие, обусловленное изгибом полосы;
-вес полосы в межклетевом промежутке .
- превышение ролика петледержателя над Уровнем прокатки;
-длина полосы в межклетевом промежутке ;
С - удельное натяжение;
-ширина полосы;
-толщина полосы;
-коэффициент влияния жесткости; 45
относительная жёсткость;
момент инерции
Эта разность согласно прототипу считается пропорциональной серповидности и сводится к нулю воздействием на нажимные винты. В действительности- эта разность отражает не серповидность, а смещение полосы с оси прокатки и поэтому сведение ее к нулю не ликвидирует серповидность, а создает ее, т.е. приводит к результату, противоположному цели прототипа .
Анализ приведенных зависимостей показывает,что смещение полосы может быть учтено путем измерения 35 усилий в опорах ролика петледержателя при малом до 20 мм и при рабочем 200-300 мм превьшениях ролика петледержателя над уровнем прокатки.
При малом превышении ролика петледержателя над уровнем прокатки относительное смещение середины полосы от середины ролика петледержателя может быть вырэ-жено из (1) и (2) следующим образом:
40
2& В„
R
R,c
10
+ R
(3)
го
Е где индекс О соответствует измерениям усилий в опорах ролика петледержа- поперечного сече-go теля при малом превышении (до 20 мм) ния полосы; уровнем прокатки, модуль упругое- Указанное относительное смещение ти полосы; удельный вес прокатываемого меучитывается при ликвидации серповидности, что следует из фиг. 2, на осно- 55 вании которой следует система уравнений:
талла.
При смещенной с оси прокатки полосе возникает разночть усилий, действующих на опоры ролика петледержателя, которая может быть определена из системы уравнений:
R. 0,5 G
+ Р.. + Р.
i Р
- (0,5 О + V P,)(f +U )
(1)
де R , и Pj - измеренные реакции в опорах ролика петледержателя;
Д - смещение середины полосы относительно сере- дины ролика петледержателя;
В - расстояние между опорами ролика петледержателя.
откуда RZR, (0,5 G + PC +
Р Е- Вр (2)
Эта разность согласно прототипу считается пропорциональной серповидности и сводится к нулю воздействием на нажимные винты. В действительности- эта разность отражает не серповидность, а смещение полосы с оси прокатки и поэтому сведение ее к нулю не ликвидирует серповидность, а создает ее, т.е. приводит к результату, противоположному цели прототипа .
Анализ приведенных зависимостей показывает,что смещение полосы может быть учтено путем измерения усилий в опорах ролика петледержателя при малом до 20 мм и при рабочем 200-300 мм превьшениях ролика петледержателя над уровнем прокатки.
При малом превышении ролика петледержателя над уровнем прокатки относительное смещение середины полосы от середины ролика петледержателя может быть вырэ-жено из (1) и (2) следующим образом:
R
R,c
10
+ R
(3)
го
где индекс О соответствует измерениям усилий в опорах ролика петледержа- go теля при малом превышении (до 20 мм) уровнем прокатки, Указанное относительное смещение
учитывается при ликвидации серповидности, что следует из фиг. 2, на осно- 55 вании которой следует система уравнений:
R,i + .
0,5 G + Р,. + Р
Р
Е
йб
3134085
R,;Bp (0,5 G + P + P,().
- ) - P.C ,
где iP - усилие на ролике петледер-
UO
жателя от серповидности полосы;йС - смещение равнодействующей
силы от серповидности полосы. Из системы (4) слудет что
2ug R2; - RC А), Вр R,, + Rj Вр
0,5 G Pg + Р, и- Рд
Р дб
Подставив в выражение (5) значение jn
относительного смещения из (3),
Р получим
R(j Rго R|, + R ;RIO + RZO
,0,5 G + Pg + РЕ + Рд(Г
РЛСГ Введем обозначения:
«-относительная несимметричность эпюры натяжений по ширине полосы 35 (где В - ширина полосы); uR -разность усилий в опорах ролика петледержа- теля;
Rj, О
- сумма этих усилий;
,5 G + Pg + РЕ+ RsBp
К
ьб лб
В
- величина,определяющая передаточный коэффициент в системе устранения серповидности полосы.
Тогда.
2Ri ZRc
-) К
4(5
(7)
которое обосновывает способ:разности усилий в опорах, измеренных после заправки в стан, но еще при малом (до 200 мм) превьшгении ролика петле4085
5
10
15
jn
25
30
35);
О
1
держателя над уровнем прокатки, относят к суммам этих усилий, запоминают эти отношения и затем вычитают из таких же отношений для текущих значений, полученных после вывода ролика петледержателя в рабочее положение (до 200-300 мм) со значительным превышанием над уровнем прокатки.Полученные разности отношений используют в качестве сигнала управляющего воздействия для исправления с-ерповид- ности полосы с передаточным коэффициентом .
Если полоса прямолинейна,то разность величин в скобках равна нулю и согласно предлагаемому изобретению воздействия на нажимные винты не происходит даже в том случае,когда полоса смещена по отношению к оси стана. Если полоса не смещена по отношению к оси стана, но в процессе прокатки возникает серповидность,то второе слагаемое в скобках оказывается равным нулю и воздействие на нажимные винты пропорционально первому слагаемому. Если полоса смещена по отношению к оси стана и в процессе прокатки возникает серповидность полосы, то воздействие на нажимные винты осуществляется сигналом, пропорциональным разности отношений в скобках, которая определяет только величину серповидности.
Предложенный способ регулирования серповидности позволяет снизить число аварийных простоев стана, улучшить качество смотки,повысить сортность, увеличить объем выпуска тонколистового проката,а также снизить потери от брака.
Формула изобретения
5
Способ устранения серповидности полосы,предусматривающий измерение усилий, действующих на опоры роликов петледержателей с приводной и неприводной сторон непрерывной чистовой группы полосового стана, вычисление разностей измеренных усилий и перераспределение вытяжек по ширине полосы, например воздействием на нажимные винты прокатных клетей стлна, отличающийся тем ,что,с целью полного устранения серповидности по- .лосы путем учета смещения полосы с оси прокатки, усилия, действующие на опоры роликов петледержателей, изме5
петледержателей над уровнем прокатки до.20 мм, .вычисляют и запоминают отношение разности этих усилий к их сумме, а затем после вывода петледер- жателя в рабочее положение с превышением 200-300 мм повторно измеряют уси- разности.
петледержателей, вычисляют разность текущего отношения разности усилий к их сумме, воздействуют преимущественно на нажимные винты прокатных клетей до равенства нулю указанной
ие.Г
Редактор М.Дьшын
Составитель А. Сергеев
Техред Л.Сердюкова Корректор Н.Король
Заказ 4380/13 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,А
Фиъ. 2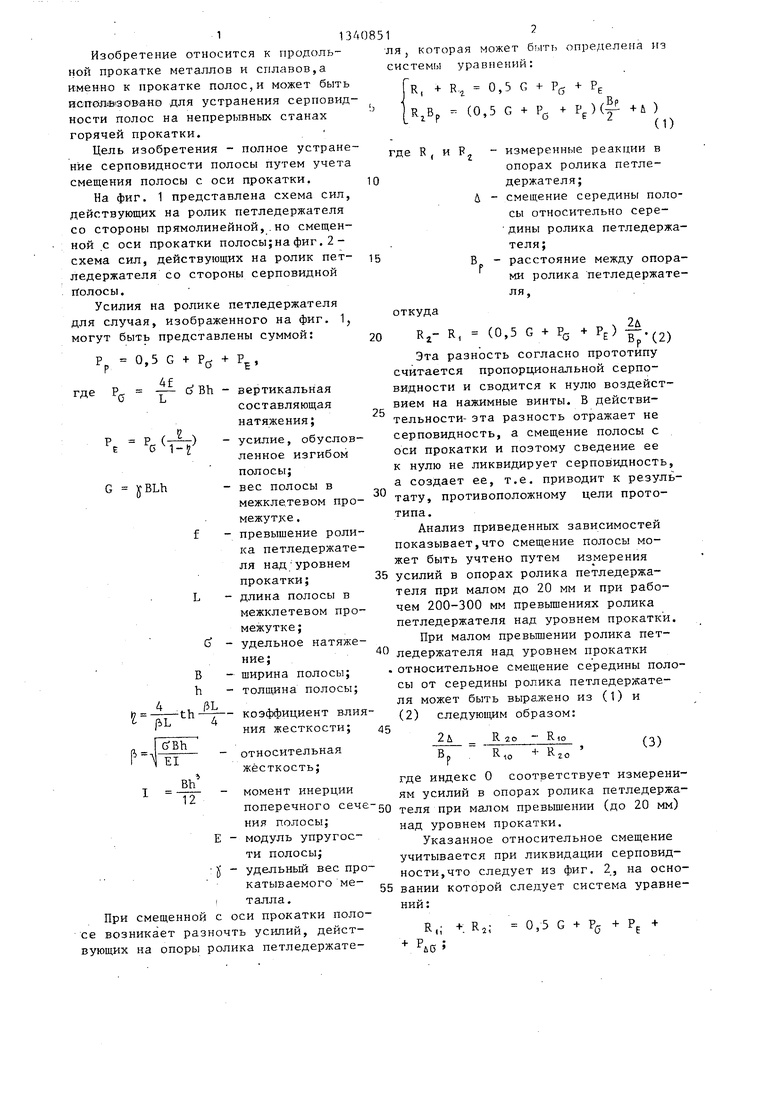
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования натяжения полосы | 1977 |
|
SU692650A1 |
| Устройство регулирования натяжения по ширине полосы | 1981 |
|
SU1007774A1 |
| Петледержатель полосы непрерывного прокатного стана | 1983 |
|
SU1204282A1 |
| Устройство стабилизации натяжения и толщины полосы | 1978 |
|
SU780918A1 |
| Устройство для измерения распределения натяжения по ширине прокатываемой полосы | 1983 |
|
SU1126347A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| Петледержатель для полосовых станов | 1982 |
|
SU1026874A1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Способ компенсации несимметричных дефектов формы и серповидности полосы в процессе непрерывной прокатки | 1980 |
|
SU984527A1 |
| Петледержатель непрерывного стана горячей прокатки полосы | 1983 |
|
SU1122388A1 |
Изобретение- относится к продольной прокатке металлов и сплавов и может использоваться для устранения сер- повиднссти полос на станах горячей прокатки. Цель изобретения - полное устранение серповидности полосы путем учета смещения полосы с оси прокатки. Цель изобретения достигается т;ем,что в период захвата очередной полосы клетями стана, когда ролик петледержате- ля незначительно (на 15-20 мм) пре- вьшает уровень прокатки, определяют отношение разности измеренных датчиками усилий в опорах ролика петледержа- теля к их сумме. Это отношение,соот- ветствующее относительному смещению оси полосы с оси прокатки, запоминают и затем после вывода петледержате- ля в рабочее положение (с превышением 200-300 мм) непрерывно вычисляют текущие значения отношений разности показаний датчиков к их сумме,получая относительные величины смещения вектора равнодействующей приложенных к ролику сил.В качестве командного сигнала для перераспределения вытяжек по ширине полосы используют разность текущего значения отношения и запомненного при захвате полосы. 2 ил. а 9 (Л : 4 О эо ел
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ регулирования вытяжки пошиРиНЕ пРОКАТА | 1979 |
|
SU810318A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ритман Р.И., Шавер А.В и Чехлов Ю.С | |||
| Изыскание способов измерения натяжения для непрерывных станов горячей прокатки | |||
| (Отчет)/ВНИИМЕТ- МАШ | |||
| Пружинящая оправка для ручной расшлифовки автомобильных цилиндров и т.п. работ | 1915 |
|
SU1746A1 |
| - М., 1965 | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
