визны и располагают в плоскости кривизны. В результате в зоне пластической деформации создается корректирующий момент, перераспределяющий продольные напряжения в прокате. На участках, где продольные напряжения увеличились в направлении прокатки, увеличиваются и вытяжки, и наоборот, там где напрял ения уменьшились, уменьшаются и вытяжки, что в целом ведет к уменьшению кривизны проката, выходящего из прокатной клети.
При таком воздействии непосредственно на прокат исключается необходимость ускорений элементов клети и создается независимый контур регулирования, что существенно повышает эффективность исправления кривизны проката.
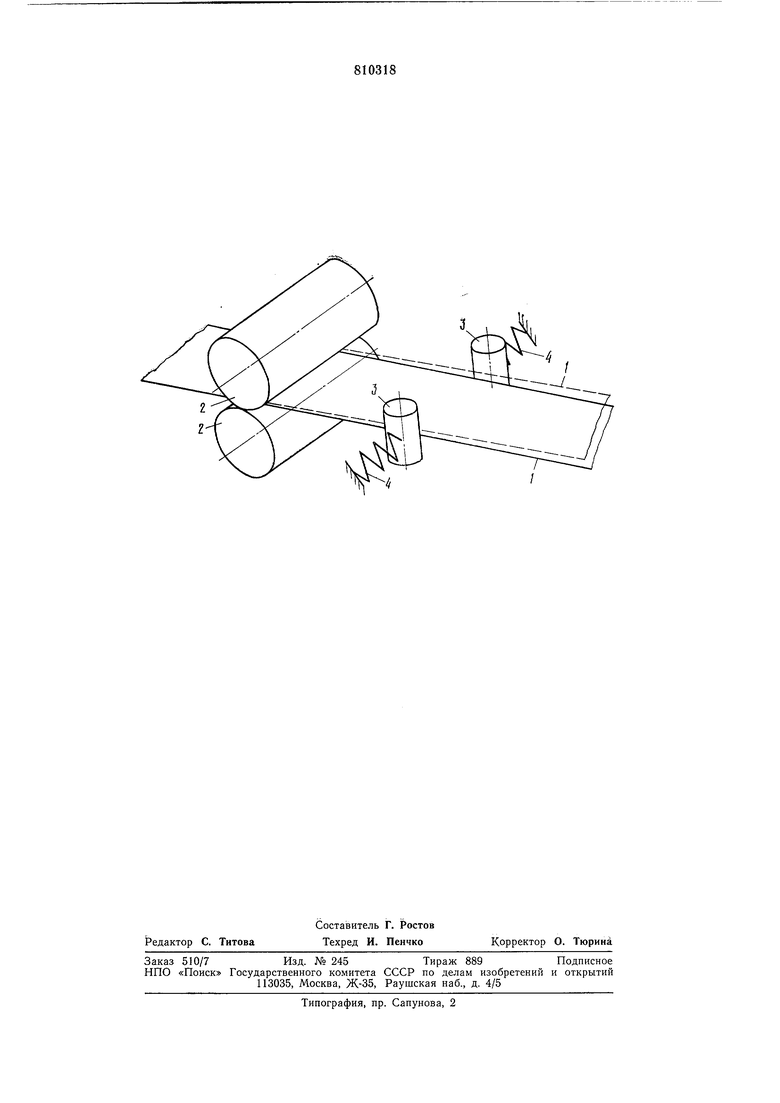
Для пояснения изобретения ниже приведена схема осуществления способа со ссылками на прилагаемый чертеж. На чертеже изображен прокат 1 на участке за клетью 2, измеритель кривизны - ролик 3 и создающая корректирующее усилие в прокате пружина 4.
Приведенная схема может служить простейшим примером конкретного исполнения предлагаемого способа, который успешно применен на модели планетарного стана «150 при прокатке широкого сортамента полос. Серповидный прокат 1 на участке за клетью 2, воздействует на ролик 3, перемещение которого, пропорциональное величине серповидности, вызывает деформацию пружин 4, воздействующих на полосу с усилием, соответствующим этой деформации. Под действием усилия пружины, вектор которого расположен в плоскости кривизны и направлен от центра кривизны, возникает корректирующий момент в зоне пластической деформации. Корректирующий момент вызывает увеличение растягивающих напряжений на укороченных волокнах серповидного проката и уменьшение напряжений на удлиненных волокнах. В результате такого перераспределения растягивающих в направлении прокатки напряжений увеличивается вытяжка укороченных и уменьшается вытяжка удлинен ных волокон, т. е. происходит исправление серповидности полосы. Испытание предложенного способа регулирования вытяжки по ширине проката показали, что при прокатке тонких полос (толщиной до 3 мм), прилагая неопасные (с точки зрения потери устойчивости) усилия к кромке полосы, достигается практически полное исправление серповидности полосы на всей длине полосы за исключением ее короткого конца, равного промежутку между осью клети и осью вертикальных роликов. Технико-экономические преимущества
предлагаемого способа регулирования заключаются в уменьшении серповидности проката, например, на спиралешовном трубоэлектросварочном стане, это позволит более точно выдерживать основные параметры формовки трубы и сварки. А это в свою очередь ведет к повышению качества труб.
Формула изобретения
Способ регулирования вытяжки но ширине проката, преимущественно плоского, в процессе пластической деформации в рабочей клети прокатного стана, включающий измерение кривизны проката на выходе из рабочей клети, отличающийся тем, что, с целью уменьшения кривизны проката путем перераспределения в нем продольных напряжений, к участку нроката на выходе из рабочей клети прикладывают регулируемое от сигнала кривизны проката усилие, причем вектор этого усилия расположен в плоскости кривизны и направлен от центра кривизны.
Источники информации, принятые во внимание при экспертизе
1.Железнов Ю. Д. Прокатка ровных листов и полос. М., «Металлургия, 1976,
с. 175-176.
2.Патент Японии № 45-8780, кл. 12С 221-4, опублик. 30.03.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| Способ устранения серповидности полосы | 1986 |
|
SU1340851A1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Способ прокатки полос | 1984 |
|
SU1214256A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2006 |
|
RU2383411C2 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| Способ прокатки и термоупрочнения стержней | 1983 |
|
SU1100023A1 |