Изобретение относится к литейному производству, в частности к получению крупных станочных отливок.
Цель изобретения - сокращение эксплуатационных расходов.
На фиг.1 изображен предлагаемый кессон, общий вид; на фиг.2 то же типовый блок на фиг.З - узел I на фиг.2. ,
Кессон состоит из набора типовых блоков 1, торцовых плит 2. Типовый блок 1 включает нижнюю плиту 3 и две боковые плиты 4. В нижних боковых и торцовых плитах выполнены полости 5 для подачи жидкого испаряющегося криогента, полости 6 для подключения вакуума, которые снабжены трубками 7 для подвода вакуума в полость формы.
Работа кессона осуществляется следующим образом.
Типовые блоки собираются таким образом, чтобы внутренний контур кессона максимально соответствовал контуру отливки с зазором 90-150 мм Зазоры между плитами герметизируются. В кессон опускается вакуумная модель с наложенным на нее герметизирующим покрытием.
. Сверху в кессон засыпается сухой огнеупорный.наполнитель, например, кварцевый песок, который уплотняется с помощью переносных вибрационных устройств. После уплотнения наполнителя к полости 6 каждой из плит кессона подключается вакуум, одно- временно с модели вакуум снимается и
она извлекается из формы. После уста- новки верхней половины формы, изготовленной .методом вакуумной формовки, в опоку заливается жидкий металл. После заливки металла включается подача жидкого криогента в полости 5 каждой из плит кессона. Как только температура отливки достигает значения, необходимого для сохранения ее прочности, вакуум от кессона отключается. После остывания отливки до температуры, при которой ее можно извлечь из формы, отключается
подача криогента и отливка извлекается из кессона. Огнеупорньш наполнитель извлекается из кессона, охлаждается, просеивается и цикл повторяется.
Конструкция кессона позволяет сократить капитальные затраты и эксплуатационные расходы благодаря значительному уменьщению и упрощению сме
сеприготовительного процесса.
Формула изобретения
Кессон, состоящий из набора типо- вьгх блоков различной ширины, нижней, боковых и торцовых плит с полостями для подачи криогента, отличающийся тем, что, с целью сокращения эксплуатационных расходов, он снабжен дополнительными полостями, вьшолненными в плитах, и каналами, соединяющими дополнительные полости кессона с системой вакуума.
44-++4-Н-1-+4
Ml II I I II I
H ++fitttt+фиг.2
Составитель В.Комраков Редактор М.Товтин Техред И.Попович Корректор А.Зимокосов
Заказ 4382/15 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Фиг.З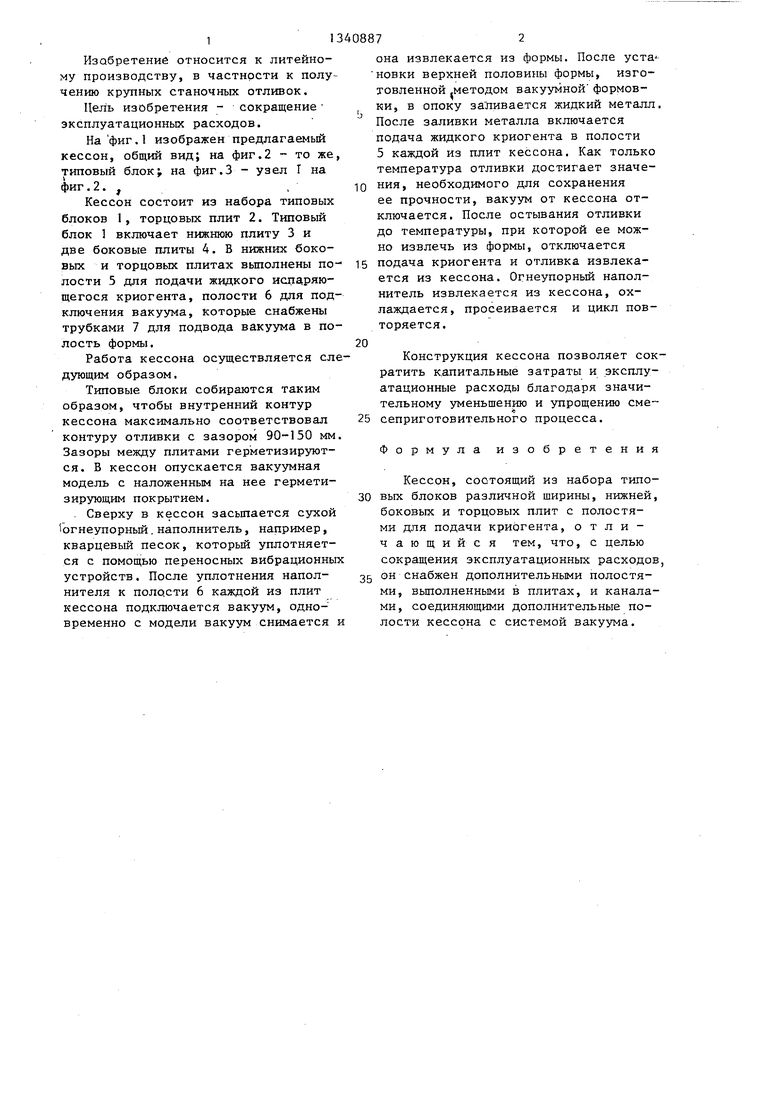
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Способ изготовления отливок и опока для его реализации | 1981 |
|
SU1006039A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU900939A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2070471C1 |
| Способ вакуумно-пленочной формовки | 1979 |
|
SU859011A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Способ литья в вакуумные формы | 1982 |
|
SU1100038A1 |
Изобретение относится к литейному производству, в частности к получению крупных станочных отливок. Цель изобретения - сокращение эксплуатационных расходов. Кессон состоит из набора типовых блоков 1, торцовых плит 2. Блоки собираются та - КИМ образом, чтобы внутренний контур кессона максимально соответствовал Контуру отливки. После чего в кессон опускается вакуумная модель с наложенным на нее герметизирующим покрытием. Сверху в кессон засыпается кварцевый песок, который уплотняется с помощью вибратора. После уплотнения дополнительные полости подсоединяются к вакуумной системе, одновременно с модели вакуум снимается и она извлекается из формы. После установки верхней половины формы, изготовленной методом вакуумной формовки, в опоку заливается жидкий металл и включается подача жидкого криогента в полости каждой из плит 2 кессона. Как только температура отливки достигнет значения, необходимого для сохранения ее прочности, вакуум отключается. После остывания отключается подача криогента, и отливка извлекается из кессона. Наполнитель выбирается из кессона, охлаждается, просеивается и цикл повторяется. Конструкция кессона позволяет сократить капитальные затраты и эксплуатационные расходы благодаря значительному уменьшению и упрощению смесеприготови- тельного процесса. 3 ил. S (Л 00 4 о 00 00 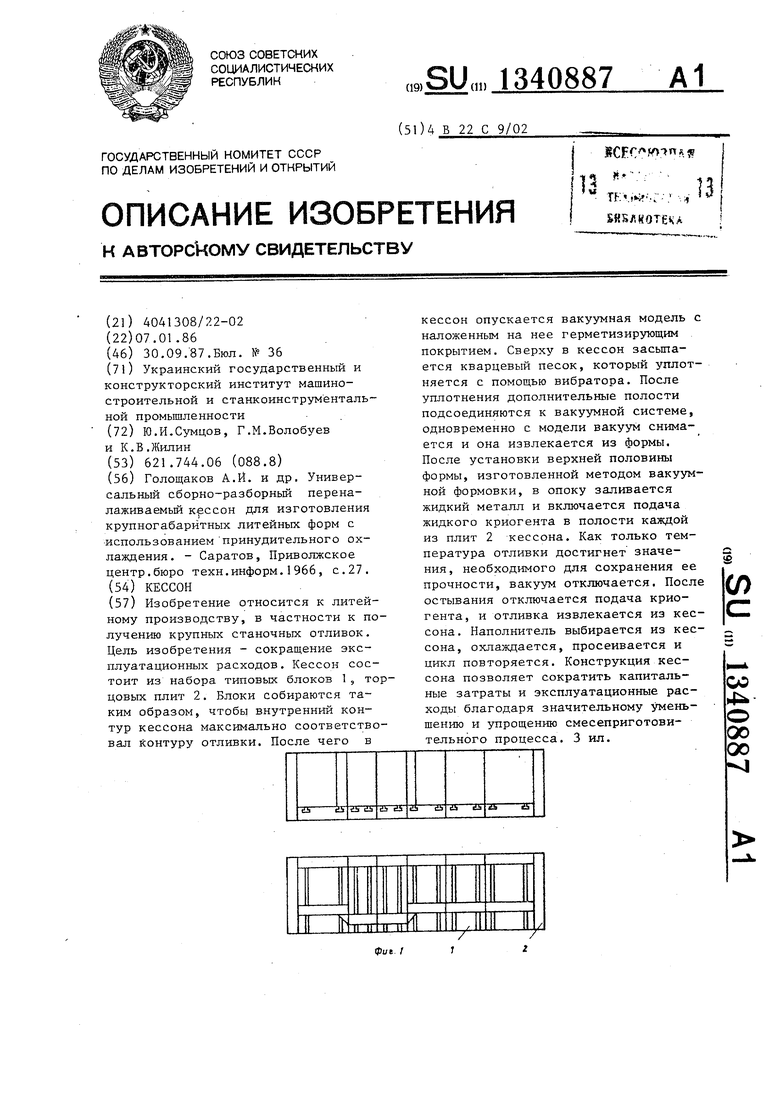
| Голощаков А.И | |||
| и др | |||
| Универсальный сборно-разборный перена- лаживаемьй кессон для изготовления крупногабаритных литейных форм с использованием принудительного охлаждения | |||
| - Саратов, Приволжское центр.бюро техн.информ.1966, с.27. |
