Изобретение относится к электрофизическим методам обработки, в частности к электроэрозионной резке вращающихся заготовок.
Целью изобретения является повышение производительности процесса резки путем улучшения условий подачи рабочей жидкости в зону реза и удаления из нее продуктов эрозии за счет придания катоду клиновидно-эллиптической формы в зоне реза.
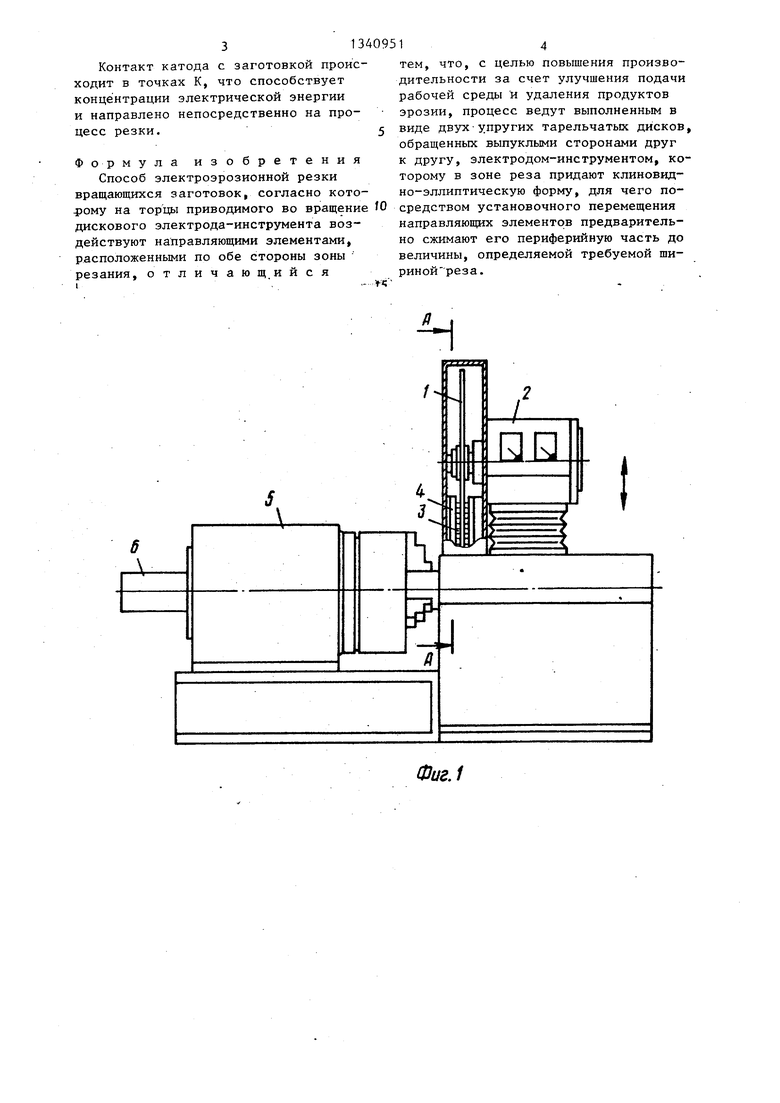
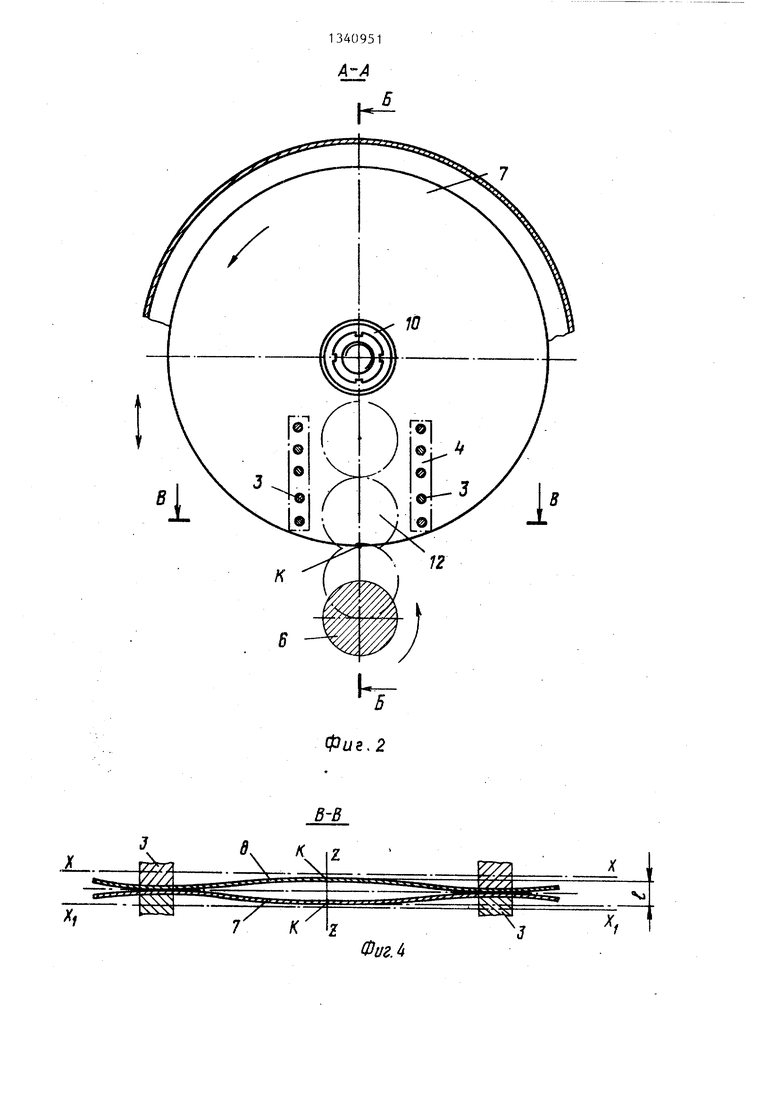
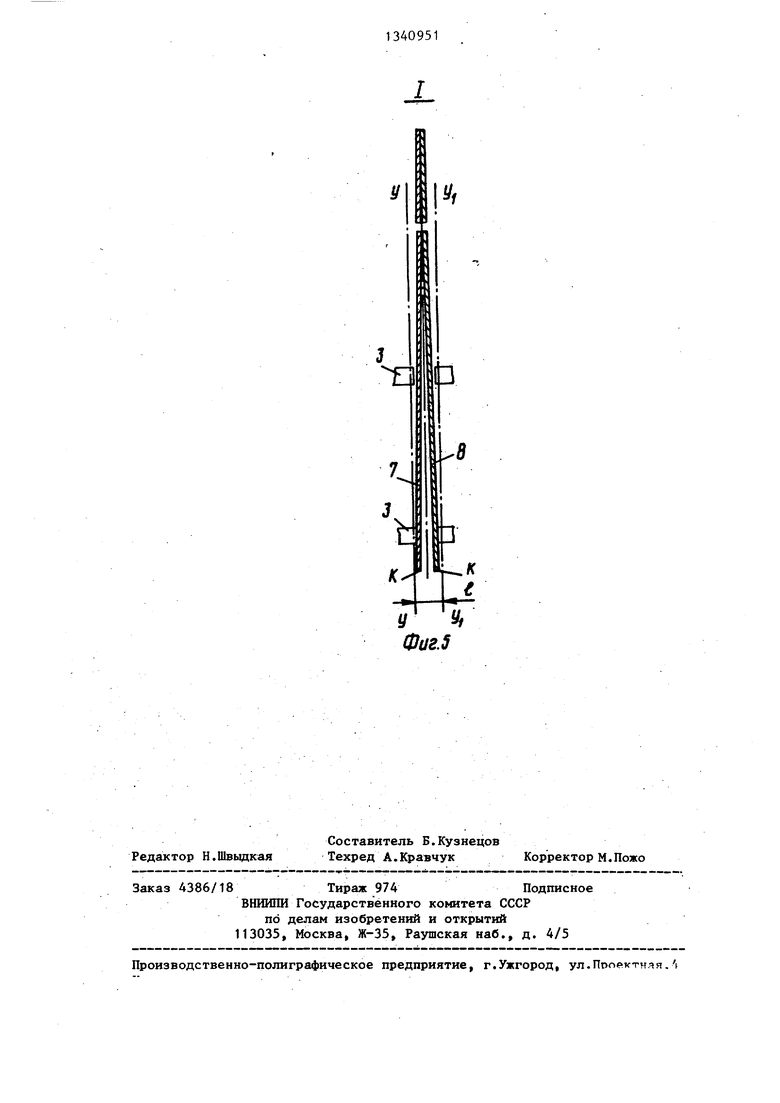
На фиг.1 схематически изображен станок для электроэрозионной резки; на фиг.2 - разрез А-А на фиг.1{ на фиг.З - разрез Б-Б на фиг.2; на фиг.4 сечение В-В на фиг.2; на фиг.З -узел I на фиг.З.
Устройство для реализации способа состоит из катода 1, привода 2 вращения катода, направляющих элементов 3, установленных на планках 4, и привода 5 вращения отрезаемой заготовки 6. Катод 1 выполнен из двух тарельчатых упругих дисков 7 и 8, установленных на валу 9 привода 2 между фланцами 10 и 11 и обращенных выпуклыми поверхностями друг к другу. При этом ширина периферийной части катода равна L. Планки 4 с направляющими элементами 3 установлены по торцам дисков катода по обе стороны от разрезаемой заготовки 6, образуя зону 12 реза, и имеют установочное перемещение в направлении торцов катода.
Способ реализуют следующим образом.
Планки 4 с направляющими элемен-
тами 3 сдвигают навстречу друг другу, сжимая при этом тарельчатые диски 7 и 8 в зоне 12 реза. При этом зазор между дисками 7 и 8 в поперечном сечении приобретает форму эллипса. Наибольший зазор между дисками 7 и 8, а следовательно, и наибольшая ширина периферийной части катода располагаются по малой оси Z-Z эллипса. Зазоры между внешними поверхностями дисков 7 и 8 и плоскостями Х-Х и X,- X, реза по оси Z-Z имеют минимальные значения. При удалении от оси Z-Z влево и вправо эти зазоры монотонно возрастают. В вертикальном сечении, проходящем через оси вращения катода 1 и заготовки 6, зазор между тарельчатыми дисками, а следовательно, и форма катода 1 имеют вид клина, направленного острием к оси вращения. Наибольшая ширина периферийной части
5
0
5
катода 1 в вертикальном сечении . измеряется по оси Z-Z, равна 1 и ограничивается точками К на периферийной части катода 1. Зазор между внешними плоскостями дисков 7 и 8 и плоскостями Y-Y и Y,-Y, реза монотонно возрастает от периферии к оси вращения. Форма катода 1 в зоне 12 реза сохраняется при сообщении ему вращательного движения за счет упругости тарельчатых дисков 7 и 8, так как ширина L периферийной части катода 1 значительно больше ширины 1 катода в зоне 12 реза. Наибольший зазор между дисками 7 и 8 в зоне 12 реза, а следовательно, и ширина 1 периферийной части катода 1 определяется требованием отсутствия необработанной сердцевины между дисками в процессе резки. I
Для осуществления электроэрозионной резки катоду-инструменту 1 с помощью привода 2 и заготовке 6 с помощью привода 5 сообщаются вращательные движения, что является обязательным условием. При неподвижной заготовке 6 невозможно получить плоский рез. Плоскости реза вогнутые в соот0 ветствии с формой катода в сечении (фиг.4). По мере износа катода 1 и уменьшения дийметра его дисков 7 и 8 ближайшие к периферийной кромке направляющие элементы 3 выходят из кон5 такта с дисками. Освобожденные диски 7 и 8, упруго разжимаясь, входят в контакт с ближайшими направляющими элементами 3. Так поддерживается постоянство ширины периферийной части
0 катода в зоне реза 12 в период электроэрозионного процесса резки заго-. товок. Клиновидно-эллиптическая форма катода в зоне резки и получение при этом плоской поверхности реза
5 обеспечивает получение расширяющегося от места контакта катода 1 с заготовкой 6 во все стороны зазора между торцами катода и поверхностью реза. Поэтому при углублении реза значительно облегчается подача рабочей жидкости к кромкам катода вследствие снижения гидродинамического сопротивления, ускоряется вывод продуктов из зоны обработки, снижается количество дополнительных разрядов.
0
5
Периферийная часть катода в поперечном сечении при резке не приобретает форму клина.
3134
Контакт катода с заготовкой происходит в точках К, что способствует концентрации электрической энергии и направлено непосредственно на процесс резки.
Ф о р мула изобретения
Способ электроэрозионной резки вращающихся заготовок, согласно кото- jpOMy на торцы приводимого во вращение дискового электрода-инструмента воздействуют направляющими элементами, расположенными по обе стороны зоны
резания, отличающийся
I , .-
14
тем, что, с целью повышения производительности за счет улучшения подачи рабочей среды и удаления продуктов эрозии, процесс ведут выполненным в виде двух упругих тарельчатых дисков обращенных выпуклыми сторонами друг к другу, электродом-инструментом, которому в зоне реза придают клиновидно-эллиптическую форму, для чего посредством установочного перемещения направляющих элементов предварительно сжимают его периферийную часть до величины, определяемой требуемой шириной реза.
Фиг.1
А-А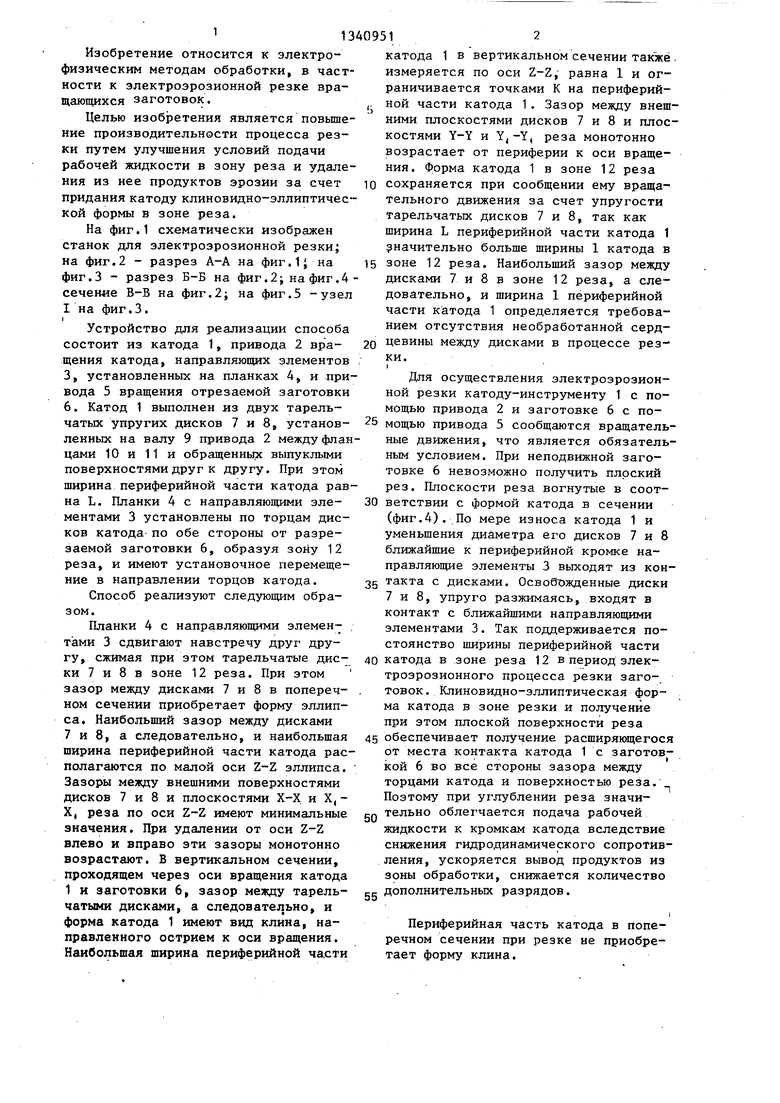
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм зажима заготовок | 1987 |
|
SU1495035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2007 |
|
RU2350457C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2007 |
|
RU2350456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| ЛАМПОВЫЙ ДЕРЖАТЕЛЬ, УСТРОЙСТВО ПОДСВЕТКИ, ДИСПЛЕЙНОЕ УСТРОЙСТВО И ТЕЛЕВИЗИОННЫЙ ПРИЕМНИК | 2008 |
|
RU2454600C2 |
| Способ электроэрозионной резки и станок для его осуществления | 1987 |
|
SU1465212A1 |
| Барабанные летучие ножницы | 1990 |
|
SU1803280A1 |
| Измерительная головка для контроля биения вращающихся цилиндрических деталей | 1987 |
|
SU1456760A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ С ИСПОЛЬЗОВАНИЕМ РОТОРНОГО ГЕНЕРАТОРА МЕХАНИЧЕСКИХ ИМПУЛЬСОВ | 2008 |
|
RU2366558C1 |
Изобретение относится к машиностроению, а именно к электроэрозионной резке вращающихся заготовок. Целью изобретения является повьшение производительности процесс резки путем улучшения условий подачи рабочей жидкости в зону реза и удаления из нее продуктов эрозии за счет придания катоду клиновидно-эллиптической формы в зоне реза. Катой выполнен из двух упругих тарельчатых дисков 7 и 8, установленных выпуклыми поверхностями друг к другу и с возможностью взаимодействия вогнутых поверхностей с направляющими элементами 3. 5 ил. (Л ГО со 4 О СО сд
В
Фиг,2
.2L..
ФигЛ
Редактор Н.Швыдкая
Составитель Б.Кузнецов Техред А.Кравчук
Заказ 4386/18Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Поо ктняя.А
Фиг,5
Корректор М.Пожо
| Станок для электроэрозийной резки | 1960 |
|
SU133328A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
