113
Изобретение относится к обработке металлов ,тавлением, .в частности к об7,емной штамповке, н может использовать для нзготовлелия детале) типа втулок, гаек и тлт. на мног опо- зищюнных высадочных автоматах.
Цель изобретения - повышение качества получ.аемых изделий.
На фиг., 1 показана, схема расположения и} С :: румепта и заготовки с предварительно выдавленной полостью: на фиг, 2 - расположения инструмента и заготовки после частичного сдвига перемьгчки| на фиг, 3 - схема расположения инструмента и заготовки при удалении перемычки,
Предваг ительно отрезанную и осаженную зах отовку 1 подают на позицию где осуя(ес;твпяют формообразование полости 2 под отверстие. На следующе переходе осуществляют частичный сдви оставшейся: донной части - перемычки 3 - в стог ону выдавленной полости 2, Частичный СДВИГ- перемычки осуществляют до тори.а со стороны приложения усилия вьщавливания. После этого отверстие подвергают дополнительной калибровке путем подсадки заготовки со сторонь; выдавленной полости и ее обжатия. Перемычку удаляют в направлении, противоположном направлению приложения усилия вьщавливания.
П р и к е р„ Способ изготовления детали с и.ентральным отверстием осуществляют при получении конуса переднего для велосипеда из материала ст. 10 кп на пятипозидионномxoлoднoв I- садочном автомате АБ 1821,
На первой позиции предварительно отрезаннугс заготовку осаживают до требуемых размеров 0 14x10 с вьфав- ниванием торцов.
На второй позиции выдавливают полость под отверстие 0 7,5 мм на глубину 4,5 мм с усилием на инструменте 193 кН.
На третьей позиции (фиг. 1) осуществляют окончательное формообразование полости 0 7,5 мм, глубиной 5,5 мм с образованием перемычки в донной части полости, с наметкой отверстия. Для сниже {ия усилий и предотвращения задиров при последующем сдвиге перемычки полость выполнена в форме усеченного конуса с уг с
ЛОМ конусности 5 , направленным от торца полости к оси заготовки. Усили на пуансоне 172 кН, Глубина и диамет
97.
полости в ) мависят от размера и геометрии в|11саживаемой заготовки, а угол конуса - (зт способности
материала, из которого изготавливается деталь, к деформации, так как последующий с;1виг металла по конусной образующей осуп(ествпяется в более благоприятном режиме, т.е. с меньшими
усилиями.
На четвертой позиции (фиг. 2) вьг- садочным пуансоном осуществляют час- тичный сдвиг перемычки в сторону вы- давлен}юй полости до края отверстия
в противоположной перемычке стороне полости. В конце процесса частичного сдвига происходит дополнительная калибровка отверстия путем подсадки заготовки со стороны выдавленной полости и ее обжатия на пуансоне. При обжатии заготовки происходит переход образующей конуса в образующую цилиндра. В данном случае величина частичного сдвига перемычки равна толщине
последней. Усилие на инструменте 55 кН.
Частичный сдвиг перемычки осуществляют на максимальную величину до края отверстия в противоположной
перемьтке стороне полости. Только в этом случае обеспечивается полностью переход конусной образующей полости в цилиндрическую, а следовательно, обеспечивается лучшее качество получаемого отверстия. Недоход перемычки до края отверстия оставит торцовый участок полости с конусной образующей, что может стать причиной некачественного получения отверстия.
На пятой позиции (фиг. 3) осущест- вляют пробивку отверстия 0 6,95 мм, удаляя перемычку в направлении, противоположном направлению приложения усилия выдавливания, так как ее удаление в противоположную сторону может привести к некачественному получению поверхности уже подготовленного под нарезку отверстия, задирам и т.п. Усилие при пробивке 5 кН.
Форм-ула изобретения
1. Способ изготовления полых изделий, включающий деформирование загс-- тонки с выд.авливанием полости под отверстие, частичный сдвиг перемычки и удаление последней с образованием отверстия, отличающийся тем, что, с целью повышения .качества
получаемых изделий, часч ичньиЧ сдви) иеремычки осущестатшют в сторону вьшавленной полости, после этого отверстие подвергают допол ительно11 калибровке.
2.Способ по п. 1, отличаю- щ и и с я тем, что полость под отверстие выдавливают в форме усеченного конуса, обращенного большим основанием к торцу заготовки со стороны приложения усилия вьщавливания.
3.Способ по п. 1, отличающийся тем, что частичный сдвиг
перемычки iicymecTB. iHioT р высоты заготовки до торцл гг, гтсчи пь приложения усилия зыдавливапия.
4.Способ по п, 1, от л и ч а ю- щ и и с я тем, что дополниге.иьную калибровку отверстия осуществляют путем подсадки заготовки со стороны выдавленной полости и ее обжатия.
5.Способ по п. 1, отличающийся тем, что перемычку уд,а- ляют в направлении, противоположном направлению приложения усили я выдавливания.
Г J
Фиг. г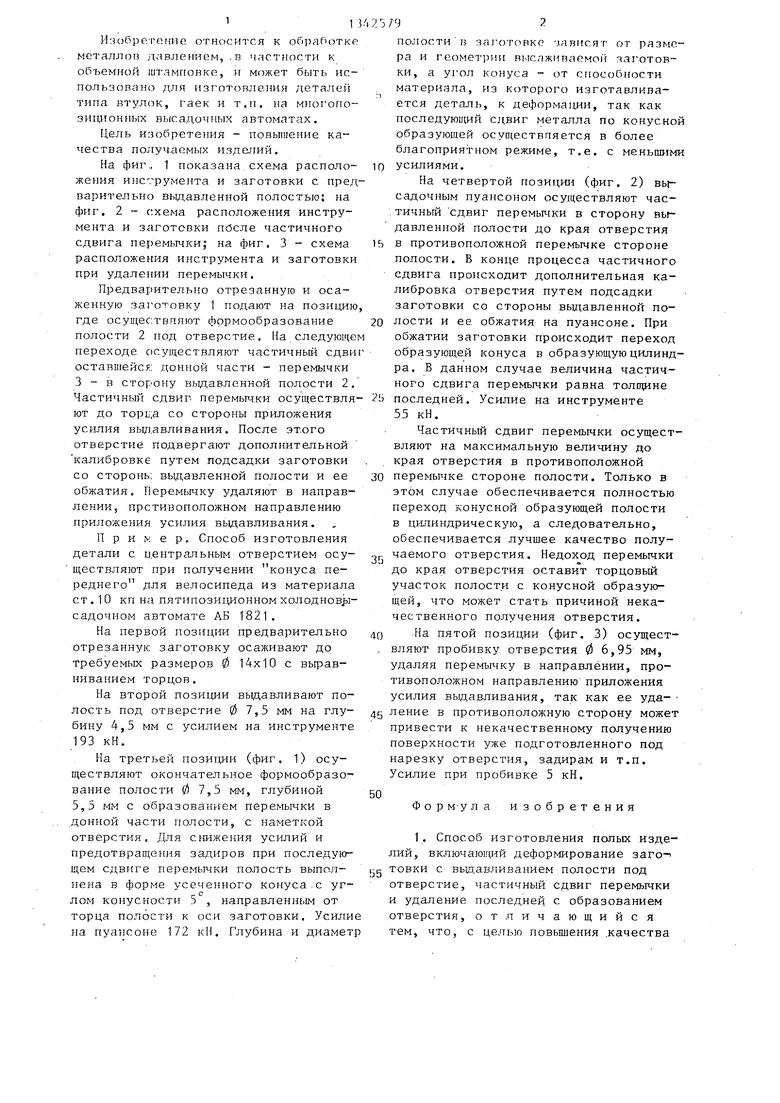
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выдавливания полости в заготовке | 1983 |
|
SU1148689A2 |
| Способ изготовления деталей типа инструментаС фОРМООбРАзующЕй пОлОСТью | 1978 |
|
SU841775A1 |
| Способ восстановления наружной поверхности полых изделий | 1983 |
|
SU1176536A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| Способ изготовления многогранных гаек | 1989 |
|
SU1690942A1 |
| Способ а.в.весницкого получения изделий с полостью | 1977 |
|
SU722646A1 |
| Способ изготовления полых деталей с конусными кромками | 1990 |
|
SU1801053A3 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа гаек, втулок и т.д. Целью изобретения является повышение качества получаемых изделий. Для этого способ предусматривает выдавливание в заготовке конической плоскости под отверстие, предварительный сдвиг перемычки, образованной дном полости,в пределах высоты заготовки, калибровку отверстия, окончательное удаление перемычки. Сдвиг перемычки и ее Удаление производят в одну сторону - в направлении, противоположном направлению приложения усилия выдавливания. Способ позволяет повысить качество получаемых изделий за счет исключения возникновения сколов, вырывов, заусенцев на заходном участке отверстия, что определяются характером сдвига перемечки. 4 з.п. ф-лы, 3 ил. СЛ
Фив. 2
Редактор П. Гереши
Составитель А. Воронцов
Техред И.Попович Корректор М, Максимишинец
4548/8
Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фив.З
| Способ изготовления полых изделий на многопозиционных автоматах | 1982 |
|
SU1072976A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
