Изобретение относится к электрохимическим методам формообразования и может быть, в частности, использовано при обработке отверстий в изле- ииях из труднообрабатываемых метал- лов и их сплавов.
Цель изобретения - повышение производительности за счет обеспечения возможности обработки пакета деталей в каждой из которых предварительно формируют определенной формы гнездо соосное отверстию, получаемому электрохимической обработкой, которая осуществляется с противоположной стороны детали.
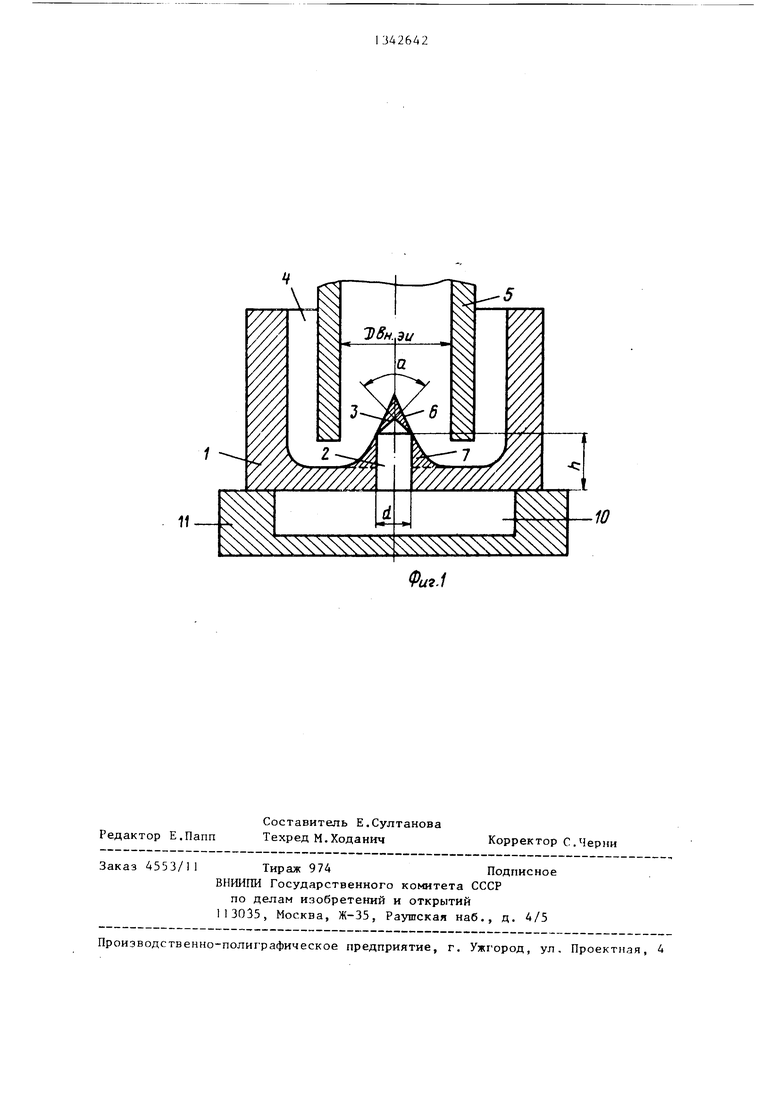
На фиг.1 изображена электрохимическая обработка одной детали; на фиг.2 - обработка пакета деталей.
Способ осуществляют в следующем порядке.
В обрабатываемой заготовке получают, например сверлением, отверстие с коА1ческим дном. Отверстие выполняют соосно обрабатываемому электрохимическим методом отверстию так, чтобы его диаметр и глубина составляли 0,4-0,8 от внутреннего диаметра электрода-инструмента. Угол наклона дна выполняют равным 90 - 120°.
Заготовки устанавливают на электрохимический станок одна на другую так, чтобы отверстия, полученные предварительно, находились со стороны выхода электрода-инструмента, и подвергают их электрохимической обработке. В обрабатываемой детали 1 получают отверстие 2, имеющее кони- , ческое дно 3, так, чтобы оно было соосно обрабатываемому электрохимическим методом отверстию 4, Отверстие 2 имеет диаметр и высоту, равные 0,4-0,8 от внутреннего диаметра электрода-инструмента. В процессе электрохимического прошивания отверстия 4 электродом-инструментом 5 образуется керн, который делится отверстием 2 на две части 6 и 7. При этом, диаметр отверстия 2 подбирают таким образом, чтобы отделяемая часть керна 6 не вызывала короткого замыкания электродов при попадании этой частицы в межэлектродный зазор. Отделяе
5
5
мая часть керна 6 аопадает под действием потока злектролчта в отверстие 2 и там в течение короткого промежутка времени растворяется, В то же время происходит интенсивное растворение неотделяемой части керна 7, и дно 8 обрабатываемого отверстия выравнивается так, что в момент образования сквозного отверстия отделяемых ч;1стиц, вызывающих короткое замыкание и повреждение зпектрода-инстру- мента, не образуется (фиг.2).
При этом, части 6 и 7 керна растворяются полностью до образование Сквозного отверстия, -iio позвсляет производить последовательную элехгро- химическую обработку ь:ес ольких деталей 9 одним электродо 1-инс грумйнтом (фиг.2). В конечной стадии обработки создаются стабильнее условия протекг,- ния электролита в торцовом мьжэлек- тродном зазоре по причине того, что нет резкого падения давления электролита при образовании сквозного отверстия, так как полос . ь 10 приспособления 1 электрохимического г,танка заполняется электролитом чер-- з вскрывшееся в процессе обработки от- 0 верстие 2 постепенно. Процесс прошивания автоматизируется.
Формула и 3 о б р е т е н и г
Способ электрохимической обработки отверстий трубчатым электродом- инструментом, согласно которому Е керне обрабатываемой заготовки формируют гнездо, соосное обрабатываемому отверстию, отличающий- с я тем, что, с целью повышения произвбдительности за счет обеспечения возможности обработки пакета деталей, гнездо формируют предварительно в виде цилиндрического отверстия с коническим дном, диаметр и глубина отверстия равны 0,4--0,8 от внутреннего диаметра электрода-инструмента, а угол наклона конической части равен. 90- 120°, при этом обработку осуществляют со стороны заготовки, противоположной сформированному отверстию.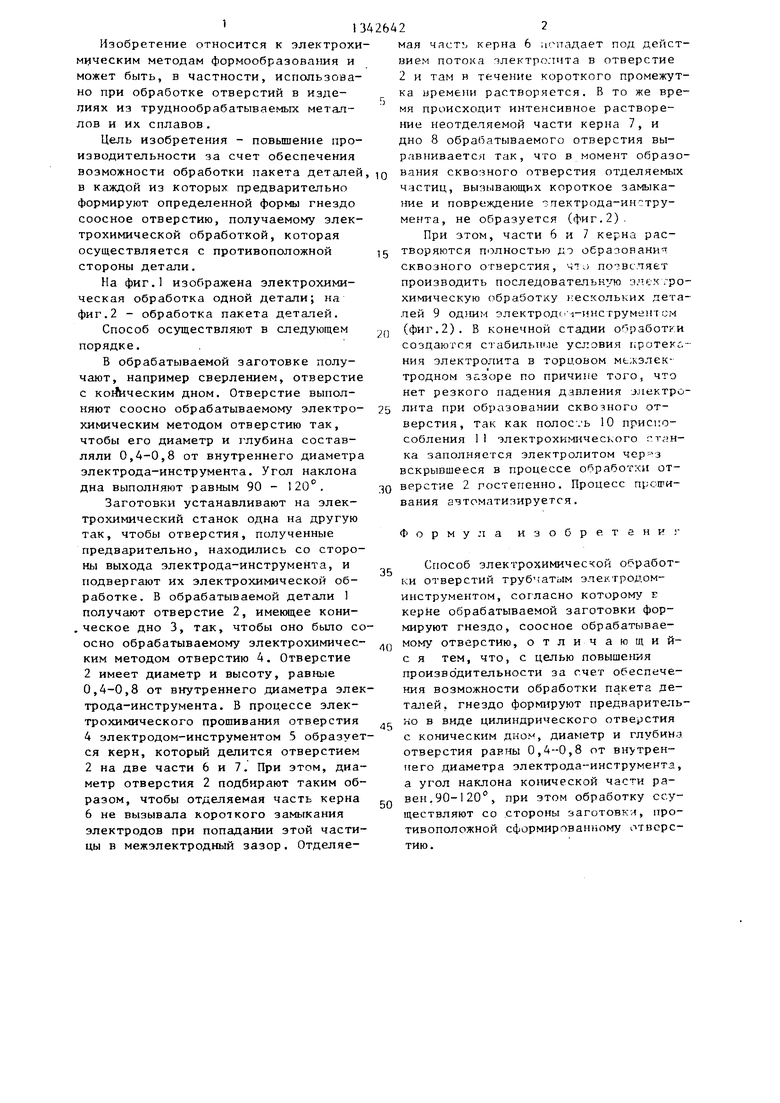
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2009 |
|
RU2426628C2 |
| Способ электрохимической обработки сквозных отверстий | 1989 |
|
SU1710234A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
| Способ получения поперечного микрошлифа | 1985 |
|
SU1280484A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
Изобретение относится к электрохимическим методам формообразования и может быть, в частности, использовано при обработке отверстий в изделиях из тpyднooбpaбaтывae 1ыx металлов и их сплавов. Целью изобретения является повьппение производительности за счет обеспечения возможности обработки пакета деталей, в каждой из которых с противоположной электрохимической обработке стороны формируется гнездо с дном определенной формы. Способ осуществляется в следующем порядке. В заготовках до- талей сверлением формируют гнезда, соосные отверстиям, получаемым электрохимической обработкой, с дном определенной конической формы. Диаметр и глубина гнезда составляют 0,4-0,8 от внутреннего диаметра электрода- инструмента. Угол наклона дна выполняют равным 90 - 120. Заготовки 9 устанавливают на электрохимический станок Друг на друга так, чтобы гнезда, полученные предварительно, находились со стороны выхода электрода- инструмента, и подвергают их электрохимической обработке, в результате чего образующийся керн делится на две части дном 8 гнезда. Отделяемая часть керна растворяется в межэлектродном промежутке, в то же время неотделенная часть также интенсивно растворяется, а дно 8 выравнивается, 2 ил. tt (Л со 4 N5 О 4 N5 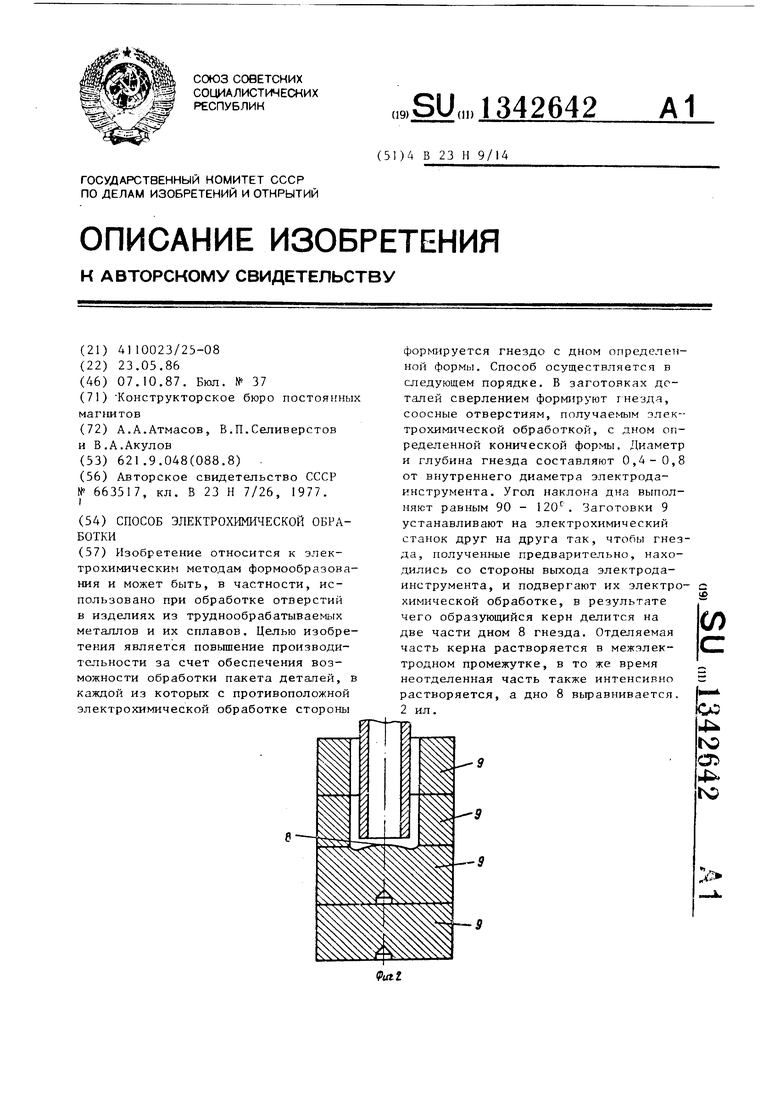
Редактор Е.Папп
Составитель Е.Султанова Техред М.Ходанич
Заказ 4553/11 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Проиэводственно-полиг рафическое предприятие, г. Ужгород, ул, Проектнгэя, 4
Корректор С.Черни
| Способ электрохимической обработки | 1977 |
|
SU663517A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
