1
Изобретение относится к машиностроению, в частности к производству головок для контакт}юй точечной сварки, и может найти применение при изготовлении арматурных сеток из стержней .
Цель изобретения - повышение эффективности защиты от образующихся
при сварке вредных веществ и увеличе- IQ Дом подачи сжатого воздуха в насание срока службы электродов.
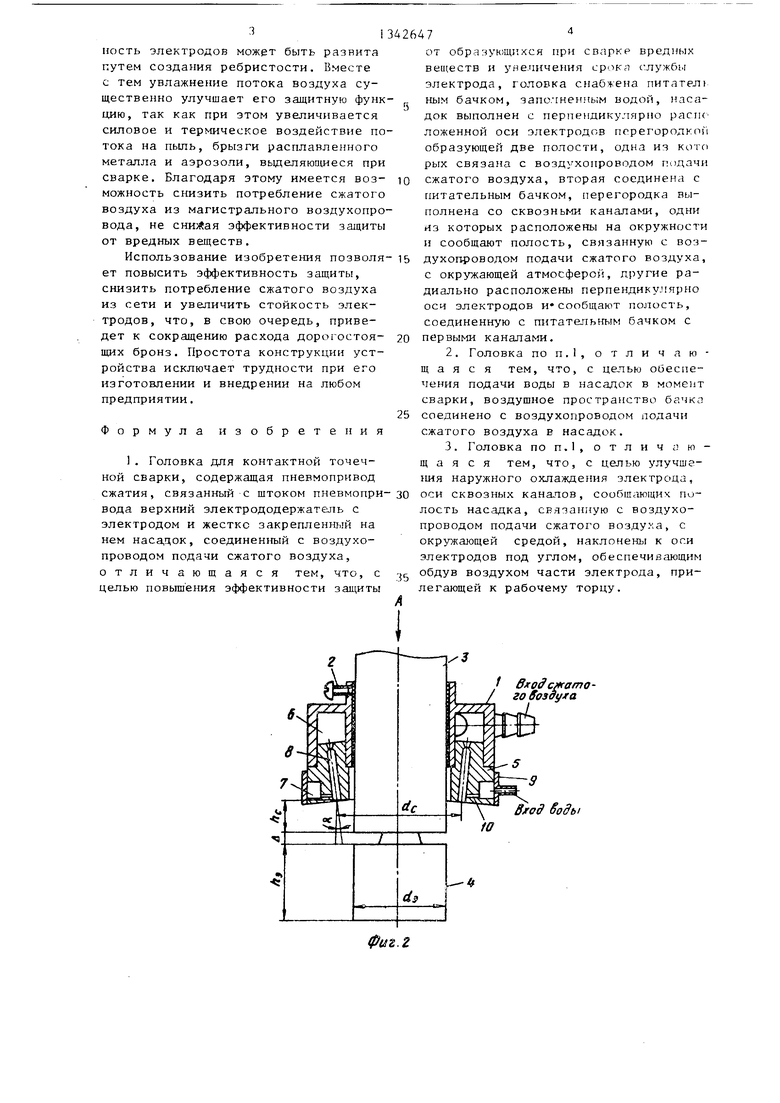
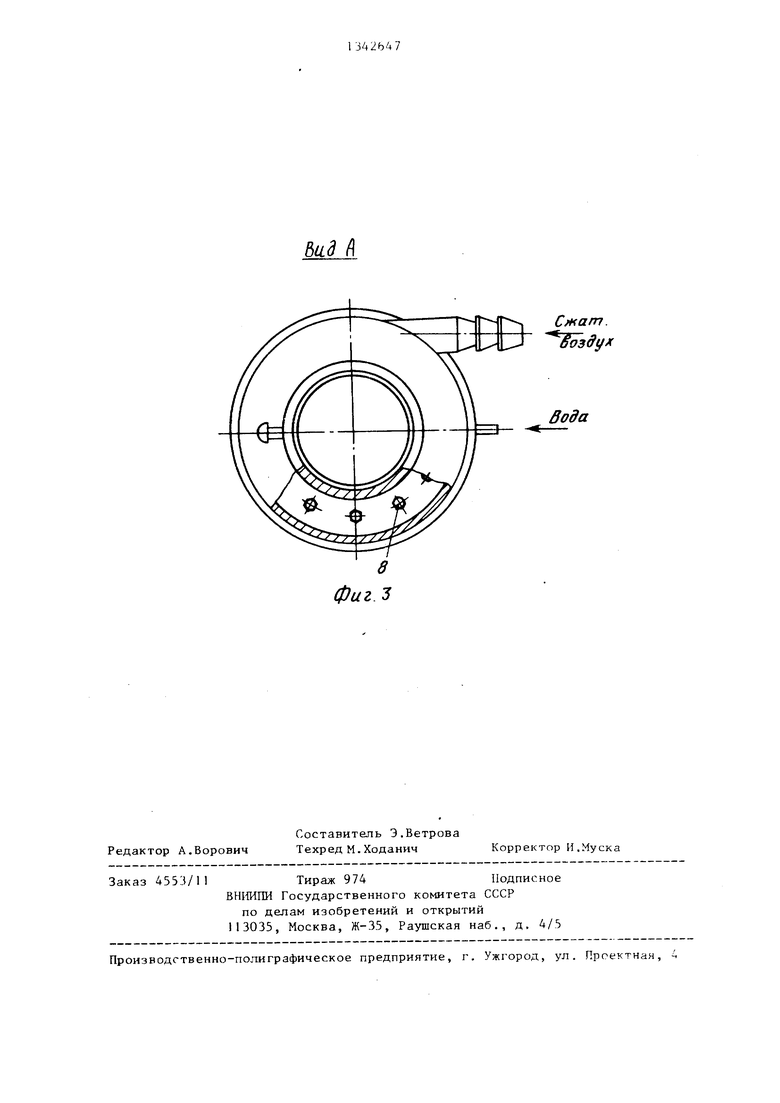
На фиг.1 схематично показана головка для контактной точечной сварки; на фиг.2 - электрододержатель с насадком; на фиг.З - вид А на фиг.2.
Защитная головка включает насадок 1, жестко закрепленный с помощью винта 2 на электрододержателе 3 на расстоянии h от его торца и на расстоянии (h (. h ) от нижнего торца электрода 4. В корпусе насадка 1 установлена сменная перегородка 5, образующая кольцевую полость 6 для сжатого воздуха и кольцевую полость 7 шя воды. Оси каналов 8, сообщающие полость 6 насадка с окружающей средой, наклонены к оси электрода 4 под
углом ci arctg
d
2 hctjKO,4.. .0,5)Ьз
который определяется из условия необходимости обдува и охлаждения увлажненным потоком воздуха нижней половины электрода 4. Кольцевая полость 7 для воды уплотнена снаружи сменным кольцом 9 и через радиально расположенные отверстия 10 сообщается с воздушными каналами 8.
Выполнение насадка с разъемными соединениями повышает технологичность конструкции. Дает возможность выполнить перегородку из коррозионно-стойкого материала и периодически осуществлять чистку отверстий.
Воздушная полость 6 насадка 1 соединена непосредственно с полостями пневмопривода 11 сварочной машины (линии А и Б) и с магистральным воздухопроводом 12 - через пневмореле 13 поршневого типа (ли;шя В). Каналы управляющие открытием и закрытием пневмореле 13, соединены с линиями сброса сжатого воздуха из полостей пневмопривода 11 в насадок 1, причем канал, управляющий открытием пневмореле, соединен с ли1шей А сброса воздуха из вспомогательной (нижней) полости, а канал, управляющий закрытием пневмореле, соединен с линией Б
42647,
сброса воздуха из рабочей полости пневмопривода I1.
Кольцевая полость 7 для воды на- са;,ка соединена с питательным бачком 14, гюстоянный уровень воды в котором поддерживается регулятором поплавкового типа, а воздушное пространство бачка соединено с воэдухопрово
5
0
док 1 .
На нижнем электрододержателе 15 установлено приемное устройство 16, предназначенное для приема и отвода защитного потока совместно с вредными веществами.
Устройство работает следующим образом.
В течение сварочного цикла отр.бо танный сжатый воздух из пневмопривода I 1 сжатия дважды поступает в наса-- док 1: в начале цикла из вспомогательной (нижней) полости по линии А и в конце цикла из рабочей (средней) полости по линии Б. В.промежуточное время в насадке 1 сжатый воздух поступает из воздухопровода 12 через пневмореле 13. Открытие и закры-.ие пневмореле 13 осуществляется посредством перемещения его штока (поршня) с выточкой в крайние положения воздухом в моменты его прохождения по линиям А и Б из полостей пневмопривода 11 в насадок 1.
В периоды поступления сжатого воздуха из пневмопривода 11 и воздухопровода 12 в насадок 1 давление в воздушном пространстве питательного бачка 14 повышается и осущег,т11ляется передавливание порции воды из этого бачка в кольцевую полость 7 и далее через Отверстия 10 - в воздушные каналы 8. Сжатый Боздух в кольцевой полости 6 распределяется по каналам 8 и, расширяясь в них, приобретает на выходе из насадка высокую скорость движения. Вода, попадая в эти каналы из полости 7, распыляется потоком воздуха, образуя высокодисперсную среду. Значительно увлажненные таким образом струи воздуха из каналов 8 насадка 1 .направляются на нижнюю часть цилиндрической поверхности электрода 4 и обмывают ее, увеличивая тем самым сплошность кольцевого потока и обеспечивая эффективное охлаждение подвижного и неподгижног о электродов.. Для усиления эф4 екта наружного охлаждения внешняя
0
0
5
1
ность электродов может быть развита путем создания ребристости. Вместе с тем увлажнение потока воздуха существенно улучшает его защитную функ цию, так как при этом увеличивается силовое и термическое воздействие по тока на пыль, брызги расплавленного металла и аэрозоли, выделяюп(иеся при сварке. Благодаря этому имеется возможность снизить потребление сжатого воздуха из магистрального воздухопровода, не снижая эффективности защиты от вредных веществ.
Использование изобретения позволя ет повысить эффективность защиты, снизить потребление сжатого воздуха из сети и увеличить стойкость электродов, что, в свою очередь, приведет к сокращению расхода дорогостоящих бронз. Простота конструкции устройства исключает трудности при его изготовлении и внедрении на любом предприятии.
Формула изобретения
. Головка для контактной точечной сварки, содержащая пневмопривод сжатия, связанный с штоком пневмопри вода верхний электрододержатель с электродом и жестко закрепленш,й на нем наса,чок, соединенный с воздухопроводом подачи сжатого воздуха, отличающаяся тем, что, с целью повьш ения эффективности защиты
10
15
42647
от образующихся при сварке вредных веществ и унеличения срсжя с-.лужби электрода, головка снабжена питатель
J. ным бачком, заполнен 1ь;м водой, насадок выполнен с перпендикулярно расгк ложенной оси электродов перегорОлТкоГ) образующей две полости, одна из кото рых связана с воздухопроводом подачи сжатого воздуха, вторая соединена с питательным бачком, перегородка выполнена со сквозньми каналами, одни из которых расположены на окружности и сообщают полость, связанную с воздухопроводом подачи сжатого воздуха, с окружающей атмосферой, другие ра- диально расположены перпендикулярно оси электродов и сообщают полость, соединенную с питательным бачком с первыми каналами.
2.Головка по п.1, о тли ч а ю- щ а я с я тем, что, с целью обеспечения подачи воды в насадок в момент сварки, воздушное пространство бачка соединено с воздухопроводом подачи сжатого воздуха в насадок.
3.Головка поп.1,отлич; ю- щ а я с я тем, что, с целью улучшения наружного охлаждения электрода,
30 оси сквозных каналов, сообщающих полость насадка, связанную с воздухопроводом подачи сжатого воздуха, с окружающей средой, наклонены к оси электродов под углом, обеспечивающим j, обдув воздухом части электрода, прилегающей к рабочему торцу.
20
25
f Bxo ciffamo- го Sosoyjra
фиг. г
5ид f
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для контактной точечной сварки | 1985 |
|
SU1349926A1 |
| Устройство для контактной сварки | 1989 |
|
SU1639912A1 |
| Головка для контактной точечной сварки | 1986 |
|
SU1395439A1 |
| Головка для контактной сварки | 1987 |
|
SU1496954A1 |
| Головка для контактной точечной сварки | 1987 |
|
SU1433684A1 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1983 |
|
SU1148744A1 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1981 |
|
SU994860A1 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1988 |
|
SU1660900A1 |
| Устройство для контактной сварки | 1986 |
|
SU1481002A1 |
| Электрододержатель для ручной дуговой сварки | 1982 |
|
SU1107978A1 |
Изобретение относится к области машиностроения, в частности к производству головок для контактной точечной сварки, и может найти применение при изготовлении арматурных сеток из стержней. Целью изобретения является повьшение эффективности защиты от образующихся при сварке вредных веществ и увеличение срока службы электродов. В течение сварочного цикла сжатый воздух в насадок 1 поступает вначале по линии Айв конце - по линии Б. В промежуточное время из воздухопровода 12 - по линии В. В период поступления воздуха в насадок 1 давление в воздущном пространстве питательного бачка 14 повышается и осуществляется передавливание порции воды в полость насадка, которая там распыляется потоком сжатого воздуха, образуя высокодисперсную среду. Значительно увлажненные таким образом струи воздуха направляются из насадка на нижнюю часть цилиндрической поверхности электрода 4, обеспечивая эффективное охлаждение. 2 з.п. ф-лы, 3 ил. (/) в енпт/Ы1- nuttntyiq I-I I-I пстенУ Статый зду 0ut.t
. боздух
Вода
Редактор А.Ворович
Составитель Э.Ветрова Техред М. Ходаним
Заказ 455И/11Тираде 974Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
Корректор И.Муска
| Головка для контактной точечной сварки | 1979 |
|
SU860968A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
