В Senmujrf i4U fiffrssi систему
Г1
F/
Изобретение относится к мапганостро ению в частности к производству головок для контактной точечной сварки, и может найти применение при сварке арматурных стержней.
Цель изобретения упрощение конструкции и повышение эксплуатационной надежности.
На чертеже представлена принципи вльная схема голойки, .Головка включает пневмопривод 1 сжатия сварочной машины, полости которого (рабочая 2 и вспомогательная 3) соединены с магистральным воздухопроводом 4 через пневмораспределитель 5 и воздушный редуктор 6, На воздуш-, ных трактах соединяющих полости пнев иопривода 1 с пневмораспределителем 5 установлены дросселирующие клапаны 7 с регулируемым дросселем 8, Для создания защитного потока воздуха на подвижном электрододержателе 9 пневмопривода установлен насадок 10, соединенный, через регулирующий вентиль 11 с воздушным трактом между рабочей гюлостью 2 и дроссе.гшрующим клапаном
7,На неподвижном электрододержателе 1 установлено приемное устройство 13;, предназначено для приема и отвода загрязненного воздуха.
Головка работает следующим образом
8начале сварочного цикла пневморас- :сгределитель 5 одновременно соединяет рабочую полость 2 с магистральньм воздухогфоводом 4, а вспомогательную 3 - с атмосферой. При этом сжатый воздух отжимает шарик в дросселирующем клапане 7 и поступает в рабочую полость 2 и насадок 10.
Вследствие того, что пропускная способность дополнительной линии, устанавливаемая вентилем 11, значитель
но меньше основной, незначительный отбор сжатого воздуха в насадоу: 10 практически не влияет на время заполнения рабочей полости 2 воздухом до требуемого давления.
Время существования защитного потока в зоне сварки определяется длительностью сварочного цикла. Причем в конце цикла, когда пневмораспределитель 5 переключает потоки, отработанный воздух из рабочей полости 2 полностью выходит в атмосферу через насадок 10, так как регулируемый дроссель 8 закрыт и дросселирующий клапан 7 на этой линии выполняет функции обратного клапана.
Использование изобретения позволяет упростить конструкцию за счет исключения из схемы головки пневмо- клапана, реле времени и других элементов и повысить надежность работы.
Формула изобретения
Головка для контактной точечной сварки, содержащая пневмопривод сжатия электродов, закрепленный на подвижном электроде насадок, полость которого связана с полостью пневмопривода, отличающаяся тем, что, с целью упрощения конст13укции и повышения эксплуатационной надежности, головка снабжена дросселирующим клапаном с нормально закрытым дросселем, установленным между пневмораспределителем и рабочей полостью пневмопривода, и регулирующим вентилем, полость насадка соединена с воздухопроводом через регулирующий вентиль установленный между дросселирующим клапаном и рабочей полостью пневмопривода.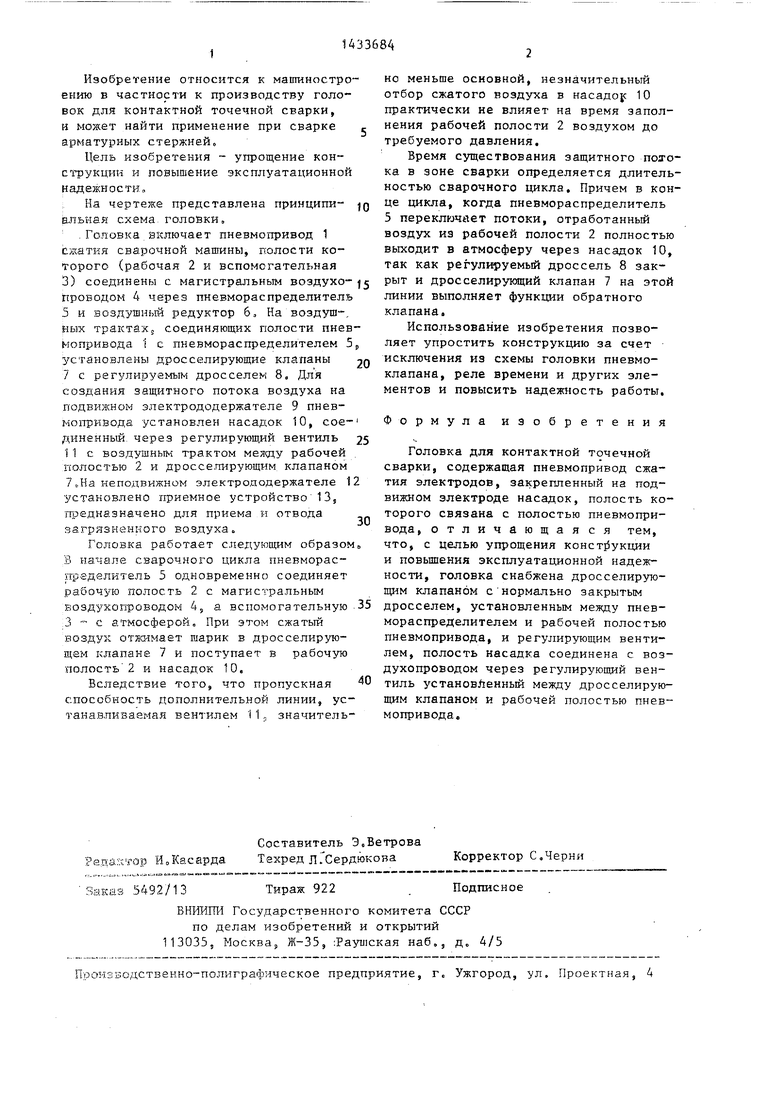
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для контактной точечной сварки | 1986 |
|
SU1342647A1 |
| Головка для контактной точечной сварки | 1986 |
|
SU1395439A1 |
| Головка для контактной сварки | 1987 |
|
SU1496954A1 |
| Головка для контактной точечной сварки | 1985 |
|
SU1349926A1 |
| Устройство для контактной сварки | 1986 |
|
SU1481002A1 |
| Пневмопривод машины для контактной точечной сварки | 1990 |
|
SU1759582A1 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1983 |
|
SU1148744A1 |
| Устройство для удаления вредных газов при контактной точечной сварке | 1988 |
|
SU1660900A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
Изобретение относится к области машиностроения, в частности к производству головок для контактной точечной сварки, и может найти применение при сварке арматурных стержней. Цель изобретения упрощение конструкции и повьт екие эксплуатацнснной надежности Головке снабжена двумя дрос- селир тошш- И клапанами 7, устаноштен- нымн между пкавмораспределителем 5 и соответствующими полостями 2 и 3 пнев мопривода 1. Насадок 10 соединен через регулируюЕцгй вентиль 11 с воздухопроводом« В начале сварочного цикла сжатый воздух одновременно поступает в рабочую полость 2 и насадок 10. Время существования защитного потока в зоне сварки определяется длительностью сварочного цикла, В конце цикла воздух из рабочей полости 2 полностью вьп-содит в атмосферу через насадок 10, При этом повьшгается эк- - сплуатационная надежность головки, | 1 Rn оI
| Авторское свидетельство СССР | |||
| Головка для контактной точечной сварки | 1979 |
|
SU860968A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
