Изобретение относится к машиностроению, а именно к мета. тлообработ- ке, и может быть исгютп зонано для подачи загоговок типа валоп из поддона в зону действия захвата манипулятора и обратно при создании гибких производственных линий из типового оборудования.
Цель изобретения - расширение функциональных возможностей и улучшение условий эксплуатации за счет накопления пoд ;oнoв и высвобождения рабочей зоны манипулятора.
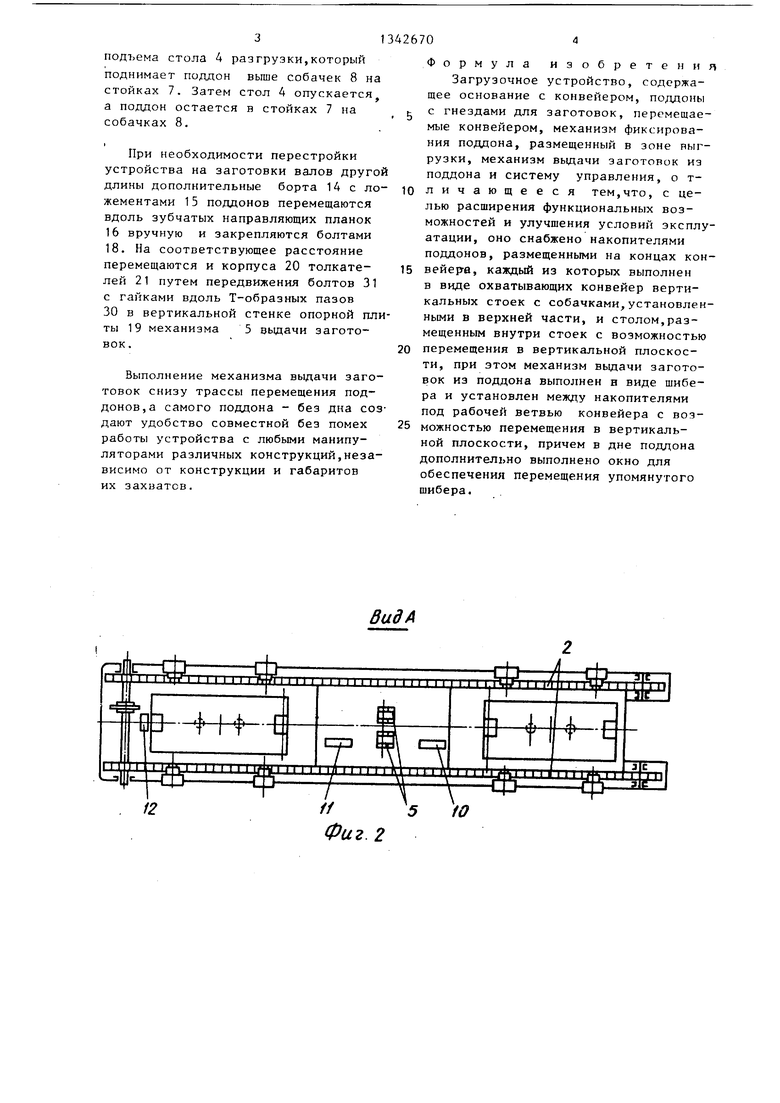
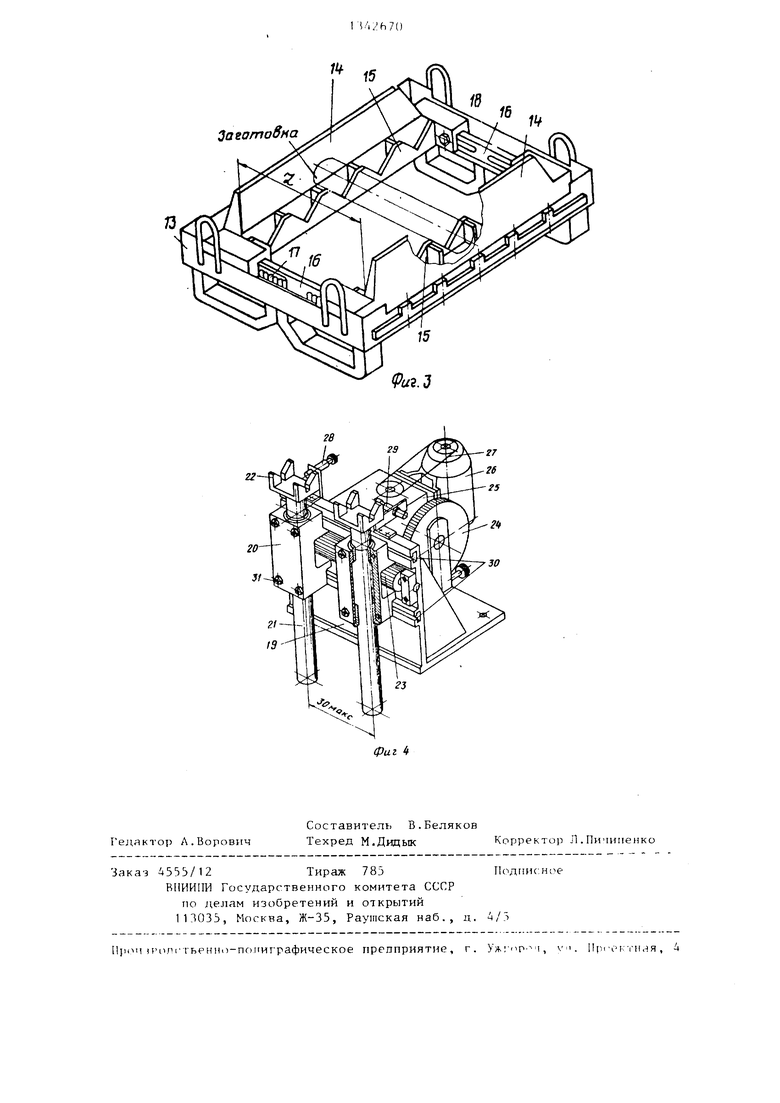
На фиг. 1 изображен магазин, общий вид; на фиг. 2 - вид А на фиг. 1;иа фиг. 3 - поддон для валов; на фиг-. 4 - механизм выдачи заготовок при нижнем положении толкателей
Загрузочное устройство содержит основание 1, цепной конвейер 2, подъемные столы загрузки 3 и выгрузки 4, механизм 5 выдачи заготовок,стойки 6 и 7 с собачками 8, установленные с возможносттзю приема поддонов 9 с заготовк 1ми валов.
В зоне цепного конвейера 2 установлены конечные выключатели 10, 11 и 12.
Поддон 9 образован корпусом 13 без дна и двумя дополнительными бо- ков))1ми бортами 14, снабженными жестко связанными с ними ложементами в виде призм 15. По краям дополнительных бортов 14 в корпусе 13 установлены направляющие планки 16 с зубьями 17 с возможностью взаимодействия на расстоянии L с ответными элемен- -тами допотшительных бортов 14 и фиксации дополнительных бортов 14 в направляющих планках 16 за счет болтов 18.
На основании 1 загрузочного устройства между ветвями цепного конвейера 2 установлен механизм 5 выдачи заготовок,содержащий опорную плиту 19, Д1за корпуса 20 с толкателями 21, расположенными на липии оси центров станка. Толкатели 21 снабжены призмами 22. Толкатели 21 содержат зубья выполненные с возможностью зацепления с удлиненной паразитной шестерней 23, контактирующей с зубчатым колесом 24,на валу червячного редуктора 25. Червячный редуктор соединен с электродвигателем 26 клиноременной передачей 27. В зоне толкателей 21 размещены конечные выключатели 28 и 29.
Корпуса толкателей 21 вьшолнены с возможностью передвижения в поперечном направлении за счет Т-образных пазов 30 в вертикальной стенке опорной плиты 19 и крепежных элементов 31 .
Загрузочное устройство работает следующим образом.
Перед началом работы устройство загружают поддонами 9 с заготовками валов. Для этого на поднятый стол 3 в позиции загрузим устанавливается ряд поддонов 9 и производится опус- 5 кание стола 3, при этом один поддон 9 опустится на конвейер 2, а остальные поддоны остаются на собачках 8 стоек 6. Опускание следующего поддона происходит автоматически после 0 выхода поддона,находящегося на конвейере 2, из зоны стоек 6.
Опуще1- ный поддон 9 на конвейере 2 перемещается в исходное положение, при котором первая заготовка в под- 5 доне останавливается над толкателями 21. В ЭТС1М положении толкатели 21 поднимают заготовку из поддона 9 и останав1П1вают ее на оси центров станка.
Перемещением поддона 9 по конвейеру 2 до исходного положения управляет путевая автоматика (не показана), а подъем и опускание толкателей 21 контролируется конечными выключателями 28 и 29.
Выдача следующей заг отовки происходит автоматически по команде манипулятора на включение цикла работы устройства, которь й состоит из следующих движений: опускание толкателей 21 механизма 5 вьщачи заготовок перемещение конвейера 2 с поддонами 9 на расстояние, равное шагу между заготовками в поддоне, подъем толкателей 21 с заготовкой до оси цент0
5
0
45
50
55
ров станка.
При одновременном нажатии поддона 9 на конечные выключатели 10 и 11 происходит включение привода подъ емкого стола 3, который, поднявшись выше уровня собачек 8 ,на стойках 6, опускается, перенося следующий поддон на конвейер 2. При последующих циклах устройства конвейер 2 перемещает одновременно два, а затем три поддона 9.
Поддон с обработанными заготовками, дойдя до упора, включает привод
подъема стола А разгрузки,которырТг поднимает поддон вьпие собачек 8 на стойках 7. Затем стол 4 опускается а поддон остается в стойках 7 на собачках 8.
При необходимости перестройки устройства на заготовки валов другой длины дополнительные борта 14 с ло- жементами 15 поддонов перемещаются вдоль зубчатых направляющих планок 16 вручную и закрепляются болтами 18. На соответствующее расстояние перемещаются и корпуса 20 толкате- лей 21 путем передвижения болтов 31 с гайками вдоль Т-образных пазов 30 в вертикальной стенке опорной плиты 19 механизма 5 выдачи заготовок.
Выполнение механизма выдачи заготовок снизу трассы перемещения поддонов, а самого поддона - без дна создают удобство совместной без помех работы устройства с любыми манипуляторами различных конструкций,независимо от конструкции и габаритов их захватов.
Фиг 2
342670
Ф о
ю is 20
25рмула изобретения Загрузочное устройство, содержащее основание с конвейером, поддоны с гнездами для заготовок, перемещаемые конвейером, механизм фиксирования поддона, размещенный в зоне яыг- рузки, механизм выдачи заготовок из поддона и систему управления, о т- личающееся тем,что, с целью расширения функциональных возможностей и улучшения условий эксплуатации, оно снабжено накопителями поддонов, размещенными на концах кон- вейер-а, каждый из которых выполнен в виде охватывающих конвейер вертикальных стоек с собачками,установленными в верхней части, и столом,размещенным внутри стоек с возможностью перемещения в вертикальной плоскости, при этом механизм выдачи заготовок из поддона выполнен н виде шибера и установлен между накопителями под рабочей ветвью конвейера с возможностью перемещения в вертикальной плоскости, причем в дне поддона дополнительно выполнено окно для обеспечения перемещения упомянутого шибера.
ВидА
Зоеотовма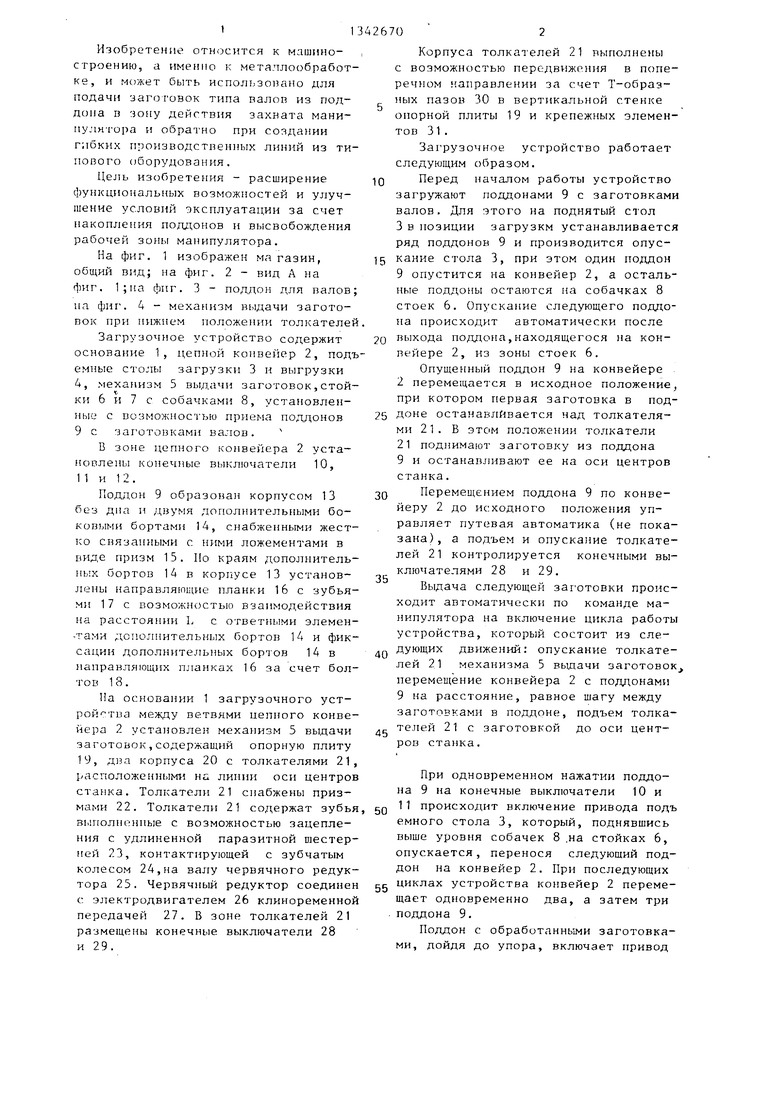
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1986 |
|
SU1389981A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Автоматическая линия для штамповки деталей | 1991 |
|
SU1817725A3 |
| Робот к листоштамповочному прессу | 1976 |
|
SU565818A1 |
| Вертикальная конвейерная установка для транспортирования листового материала | 1991 |
|
SU1792399A3 |
И иЧЗротение относится к машиностроению и может быть использовано при создании гибких производственных линий г,ля подачи заготовок типа валов из поддона в зону действия захвата манипулятора. Цель изобретения- расширение функциональных возможностей и улучшение условий эксплуатации. Устройство содержит установленный на основании 1 конвейер 2, по ходу движения которого размещены стойки 6 и 7 с собачками 8 и подъемными столами 3 и 4. Между стойками 6 и 7, ниже уровня рабочей ветви конвейера 2, расположен механизм выдачи заготовок 3. Партия поддонов с необработанными заготовками устанавливается на собачки 8 стойки 6, откуда подъемным столом 3 поддоны поштучно опускаются на конвейер 2, перемешаются после дним в зону работы манипулятора. Механизмом выдачи заготовок 5 каждый ряд заготовок передается на манищ лятор, и после обработки заготовок и укладки их в поддон последний перемещается на стойку 7, где с помощью подъемного стола 4 осуществляется вертикальное штабелирон ание поддонов с обработанными заготовками. 4 ил. | (Л фиг
в
1Э
27 26 25
2
Редактор Л.Ворович
Составител1 В.Беляков
Техред М.ДиЦЫККорректор Л.Пичипенко
Заказ 4535/12Тираж 78::Подписное
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раупюкая наб., д. 4/3
lljioM и с1Л1 Тьенно-по11играфическое предприятие, г. , v. Ирссч TH.-IH , 4
