производят через литниковую чашу
Имобретеиис, от И(ситгя к металлургии, R частн(1С-ти :- мр,чь) чугунным телам, исполь уемым при изготовлении цемента.
. изобретения - повышение эксплуатационной стойкости,
При создании предлагаемого мелющего тела используют известные теоре ти ческие положения о благоприятном сочетании свойств тел с дифференцированной структурой, сочетающей повышенную износостойкость отбеленной поверхности с демпфирующей способностью сердцелииы, выполненной из серого чугуна, ( оогношение между размерами слоев определено экспериментально Мелющие тела изготавливают литьем в кокиль или способом непрерывного горизонтального литья.
Процесс литья и кокиль осуществляют следующим образом.
Чугун запивают в открытые изложницы, установленные на конвейере, которые перед заливкой покрывают огнеупорной краской и высушивают. Заливкупри 1290-1350 С.
Процесс непрерывного горизонтального лит7,я осуществляют следующим образом.
На машину устанавливают блок кристаллизатора с графитовой или металлической рабочей втулкой и подключаю систему охлаждения, затем устанавливают подготовленный металлоприемник и замазывают О1 неупорной пастой мест соединения кристаллизатора и металло приемника. Прогревают металлоприемни газовой горелкпй в течение 15-20 мин до 850-1000( ч оставляют в кристаллизатор затравку. Устанавливают па пульте необходим1.з 1 режим вытягивания заготовки (частоту, шаг и скорость). Включают подачу воды в системе охлаждения кристаллизатора и запивают металл в металлоприемник при 1350- 1400 С, а через 40 с после заполнения кристаллизатора металлом включают привод вытягивания слитка. Получаемы слиток после тянущей клети разделяют на мерные цилиндры прессом.
Мелющие тела выполняют из чугуна, содержащего, мас.%: 2,6-3,5; Si 1,2- 1,8; Мп 0,3-0,8,- Сг 0,2-0,5; Ti 0,1
0,4; V 0,1-0,23; Л1 0,1-0,2; Ге ОС- гальное.
Испытания на удароустойчивость
протюдят по ГОСТу на центробежноме- тательной машине диаметром ротора 400 мм, расстоянием между дисками ротора 90 мм, скоростью вращения ротора 580 об/мин, диаметром кольцевого элеватора 1000 мм, величиной ударной нагрузки, прилагаемой к образцам, 11,5 кгм/кг, скоростью выброса образцов 15 м/с, количеством ударов образца 30 уд/мин.
Испытаниям подвергают 23 цилиндров. .Длительность испытаний 20 мин (разбитым считают цилиндр, если он потерял более 10% от исходной средней массы).
Эксплуатационную стойкость мелющих тел определяют по их расходу в кг/1 т получаемого цемента.
Малая толщина отбеленного слоя и переходной зоны приводит к заметному
уменьшению эксплуатационной стойкости мелющих тел из-за большой потери их веса, а большие размеры этих структурных зон снижают эксплуатационную стойкость вследствие резкой потери
ударостойкости мелющих тел.
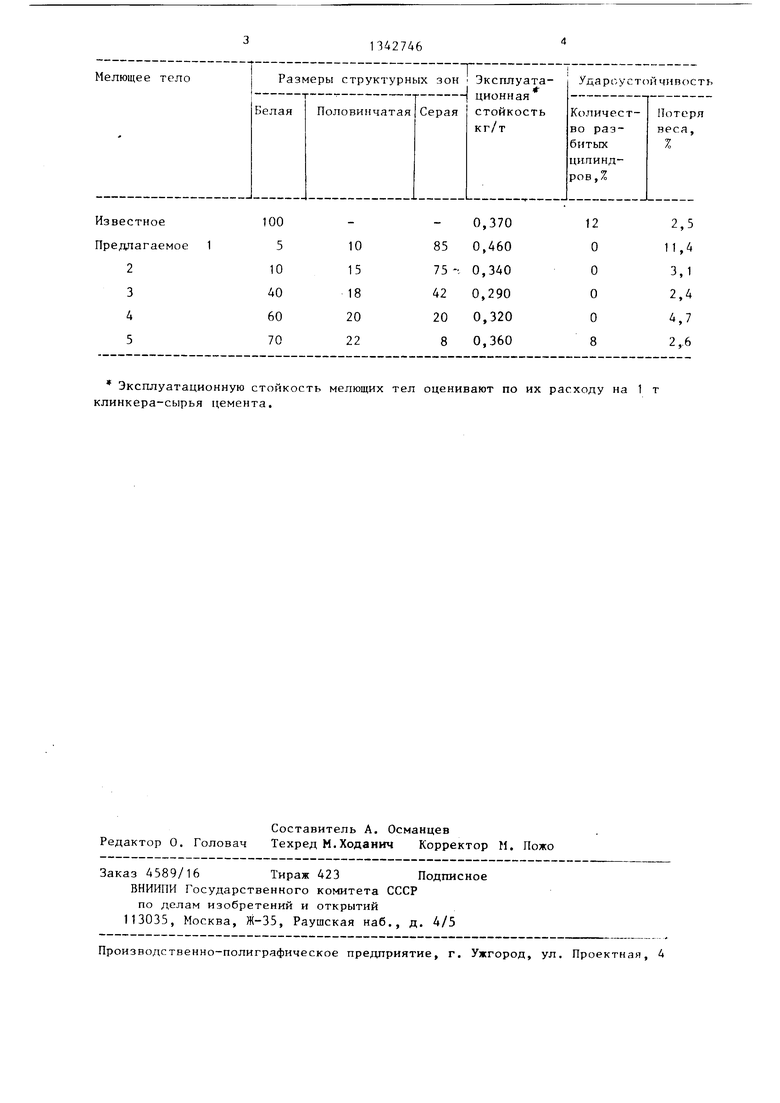
Результаты сравнительного анализа свойств известного и предлагаемого мелющих чугунных тел приведены в таблице.
Нз таблицы следует, что предложенное многослойное мелющее тело вследствие меньшей потери веса и повышенной ударостойкости обладает более высокой эксплуатационной стойкостью по сравнению с однослойным мелющим телом выполненным из белого чугуна.
Формула изобретения
Мелющее тело из чугуна, отличающееся тем, что, с целью повышения эксплуатационной стойкости, оно выполнено трехслойным, причем наружный слой выполнен из белого чугуна толщиной 10-60% общей толщины мелющего тела, переходный - из половинчатого чугуна толщиной 15-20% общей толщины мелющего тела, а внутренний слой выполнен из серого чугуна.
Эксплуатационную стойкость мелющих тел оценивают по их расходу на 1 т клинкера-сырья цемента.
Редактор О. Головач
Составитель А. Османцев
Техред М.Ход аним Корректор М. Пожо
Заказ 4589/16 Тираж 423 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления чугунных мелющих тел | 1990 |
|
SU1775223A1 |
| Чугун | 1979 |
|
SU836187A1 |
| Способ выплавки синтетического литейного чугуна | 1987 |
|
SU1423598A1 |
| Способ получения износостойких и упругих структур рабочих органов почвообрабатывающих машин | 2019 |
|
RU2743682C2 |
| Способ многослойной наплавки чугуна на железоуглеродистую основу изделия | 1989 |
|
SU1676763A1 |
| Чугунный горизонтальный валок | 1978 |
|
SU816591A1 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| ЧУГУН ДЛЯ МЕЛЮЩИХ ТЕЛ | 2015 |
|
RU2627713C2 |
| Способ непрерывного литья заготовок из высокопрочного магниевого чугуна | 1976 |
|
SU554063A1 |
| Чугун | 1983 |
|
SU1120030A1 |
Изобретение относится к мелющим телам и может быть использовано при изготовлении цемента. Цель изобретения - повышение эксплуатационной стойкости за счет уменьшения потерь веса и повышение удароустойчивости. Мелющее тело отливают из чугуна и выполняют трехслойным, при этом наружный слой, составляющий 10-60% от общей толщины тела, получают из белого чугуна, переходный составляющий 15-20% от общей толщины мелющего тела, получают из половинчатого чугуна, а внутренний слой - из серого чугуна. Эксплуатационная стойкость мелющих тел составляет О,29...О,34 кг/т при потере веса 2,4...4,7% и ликвидации боя. 1 табл. (Л
| Цыпин И.И | |||
| Износостойкие отливки из белых легированных чугунов.- М | |||
| НИИМАИ, 1983, с.47 | |||
| Гарбер М.Е., Отливки из белых износостойких чугунов.- М.: Машиностроение, 1972, с.81-83,84. |
