В настоящее время изготовление жгута ИЗ тонких проволок или ленточной фольги на наших предприятиях производится вручную.
С целью механизации производства предлагается механизм подачи жгута или ленточной фольги к электродам точечной контактной электросварочной машины, состоящей из каретки с клещамИ, осуществляющими захват жгута за монолитную часть и лротягивание его на заданную длину и резку, и неподвижных копиров, управляющих замыканием губок клещей.
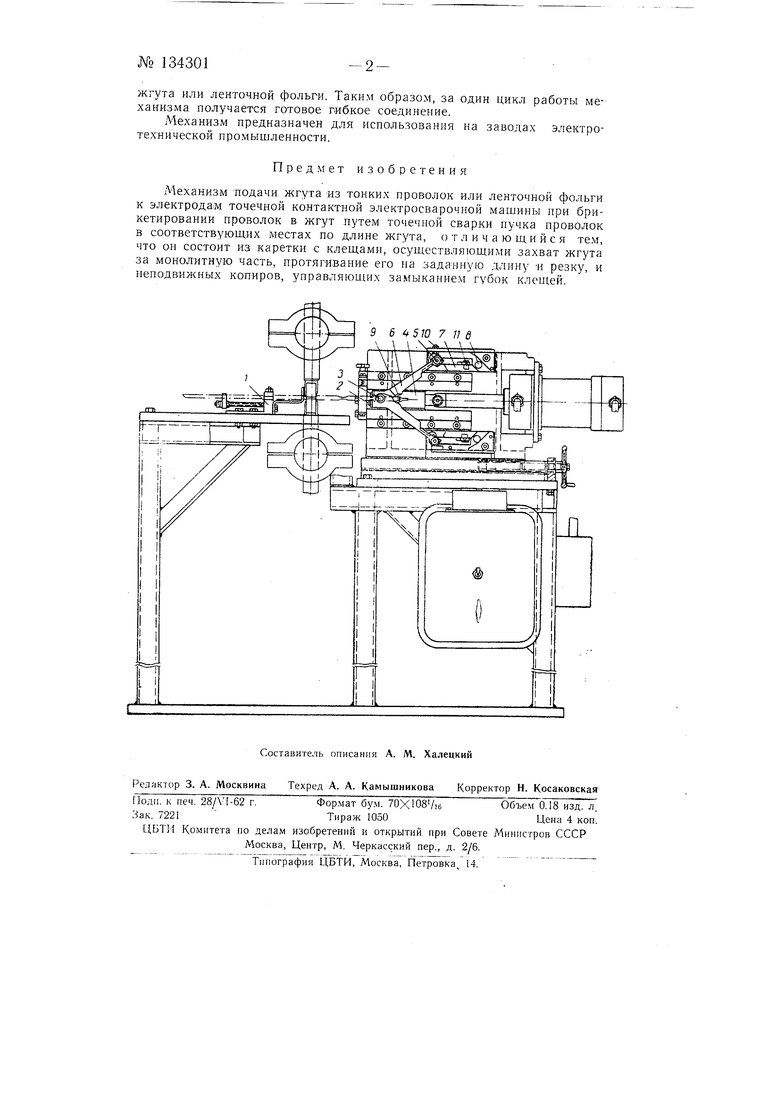
На чертеже изображен предложенный механизм, который работает совместно с контактной электросварочной мащиной.
Жгут из тонких проволок или ленточной фольги сматывается с катущки в собирающее устройство /, после чего происходит спекание (сварка) на электросварочной мащине.
Протягивание жгута или ленточной фольги на размер, а также резка на гибкие соединения осуществляется протяжным механизмом на ходу. Ножи 2 ножниц, сидящих на щарнире 3, вместе с ползуном 4 при движении влево остаются раскрытыми, так как ролики 5, сидящие на рычагах 6, движутся по внутренней части копира 7 (движению по наружной части препятствуют упоры 8.
В крайнем левом положении ролики 5 соскакивают с копира 7 под действиелМ пружины 9 и тем самым ножи 2 имеют возможность захватить сваренный участок жтута или ленточной фольги. Величина закусывания регулируется винтом 10 в зависимости от толщины жгута или ленточной ф-ольги, чтобы не было перекусывания. При движении ножниц вправо ролики 5 движутся по наружной части копиров и встречают кулачки 11, которые способствуют .смыканию ножей 2. Происходит откусывание жгута или ленточной фольги. После смыкания ножей протягивание жгута или леиточной фольги прекращается. Перестановкой, кулачков // по копиру можно менять величину протягивания и размер