Известные автоматы для электронагрева заклепок по методу сопротивления содержат контактные зажимы для подвода тока к заклепкам, механизм для создания контактного давления и механизм для выброса нагретых заклепок в приемный лоток.
Основной особенностью предлагаемого автол1ата является снабжение контактных зажимов гидравлическим приводом, управляемым при помощи электропневматических клапанов и датчика температуры нагрева заклепок и обеспечивающим изменение контактного давления при изменениях температуры заклепок. Этим достигается возможность автоматического регулирования температуры нагрева заклепок. Для повышения производительности труда в предлагаемом автомате предусмотрена система концевых выключателей и электропневматических клапанов, обеспечивающих необходимую последовательность работы механизмов автомата.
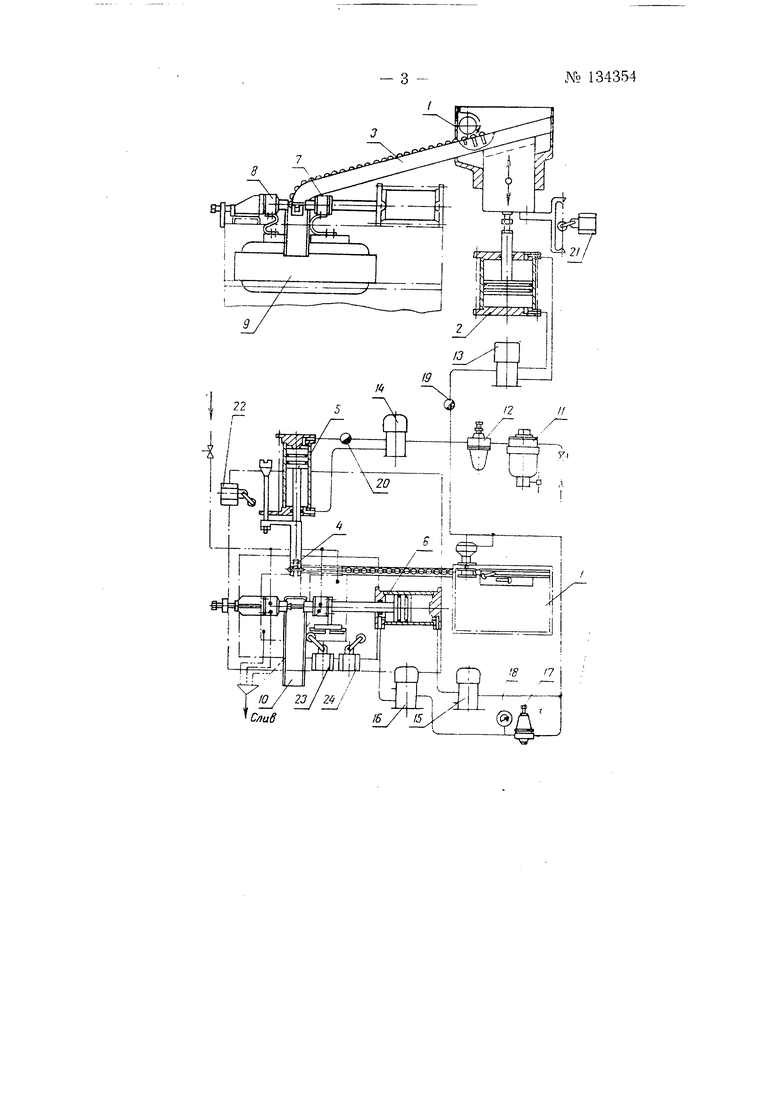
На чертеже изображена кинематическая схема предлагаемого автомата в двух проекциях.
Холодные заклепки партиями засыпаются в бункер с механическим загрузчиком 2, непрерывно заполняющим наклонный лоток 3. Каждая из заклепок, постепенно скатываясь вниз по лотку, принимает (в самом низу лотка) горизонтальное полож;ение и ложится при этом в призматическое гнездо головки 4 подающего пневматического цилиндра 5, срабатывающ,его через определенные промежутки времени, определяющие темп выдачи нагретых заклепок. Затем заклепка подается щтоком цилиндра 6 в пространство между двумя контактными головками 7 и i после чего подвилшая контактная головка 7, переместивщись влево, зажимает заклепку между двумя сменными медными контактами. Вслед за этим головка 4 немедленно отходит в первоначальное положение и в ее гнездо лолснтся очередная заклепка из лотка 3. Одновременно с отходом головки 4 реле времени подает импульс на включение силового трансформатора 9- Через 1,5-2 сек. когда заклепка нагреется до 300-
№ 134354- 2 400°, давление на шток цилиндра 6 автоматически снижается до величины, достаточной для создания нужного контакта, но неспособной вызвать деформацию нагретой заклепки. Еще через 3-4 сек заклепка разогревается до требуемой температуры, шток цилиндра 6 занимает исходное положение и нагретая заклепка падает и по лотку 10 скатывается на рабочее место клепальщика.
В состав пневматической схемы автомата входят; влагоотделитель и, установленный на вводе воздухопровода; лубрикатор 12, предназначенный для смазки трущихся поверхностей пневматических цилиндров; электропневматические клапаны 13 и 14, управляющие соответственно цилиндром загрузчика бункера и цилиндром 5 механизма подачи, и электропневматические клапаны 15 и 16, управляющие цилиндром 6 механизма зажима; воздущный редуктор 17 для регулирования давл-ения в передней полости цилиндра 6; манометр 18; дроссели 19 и 20, служащие для регулирования скорости хода поршней пневматических цилиндров.
Электропневматические клапаны 13, 14, 15 и 16 включены в электрическую цепь через соответствующие концевые выключатели 21, 22. 23 24.
Предмет изобретения
1.Автомат для электронагрева заклепок по методу сопротивления, содержащий контактные зажимы для нодвода тока к заклепкам, механизм для создания контактного давления и механизм для выброса нагретых закленок в приемный лоток, отличающийся тем, что, с целью автоматического регулирования температуры нагрева заклепок, контактные зажимы снабжены гидравлическим приводом, управляемым при помощи электропневматических клапанов и датчика температуры нагрева заклепок и обеспечивающим изменение контактного давления при изменениях температуры заклепок.
2.Автомат по п. 1, отличающийся тем, что, с целью новыщения производительности труда, применена система концевых выключателей и электропневматических клапанов, обеспечивающих необходимую последовательность работы механизмов автомата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная электроконтактная установка для нагрева изделий | 1987 |
|
SU1447880A1 |
| Многопозиционная установка для электроконтактного нагрева заготовок | 1989 |
|
SU1766973A1 |
| Автомат для снятия фасок на втулках | 1980 |
|
SU891222A1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |
| Одноударный молоток для клепки с электронагревом | 1981 |
|
SU1020178A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| Устройство для сортировки кусков губчатого титана | 1981 |
|
SU967572A1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |