1
Изобретение относится к станкостроению. Известен автомат для снятия фасок . на втулках, на станине которого установлены механизмы гюдачи шпинделей, загрузки, зажимы деталей и конечный выключатель t j.
Однако известный автомат имеет низкую производительность и сложную конструкцию.
Цель изобретения - повышение производительности обработки и упрощение конструкции.
Для достижения поставленной цели автомат снабжен, кинематически связанным с одним из шпинделей, фрикционньш регулятором с клином, взаимодействуюш,им с конечным выключателем, гидрогасителем, выполненным в виде, кинематически связанным с другим шпинделем, цилиндра с поршнем, шток которого связан с клином фрикционного регулятора и на котором разметен введенный в автомат клапан с толкателем, установленным с возможностью взаимодействия с цилиндром гидрогасителя, причем механизм подачи шпинделей связан с механизмами подачи и зажима заготовки посредством введенного в автомат пневмозолотника.
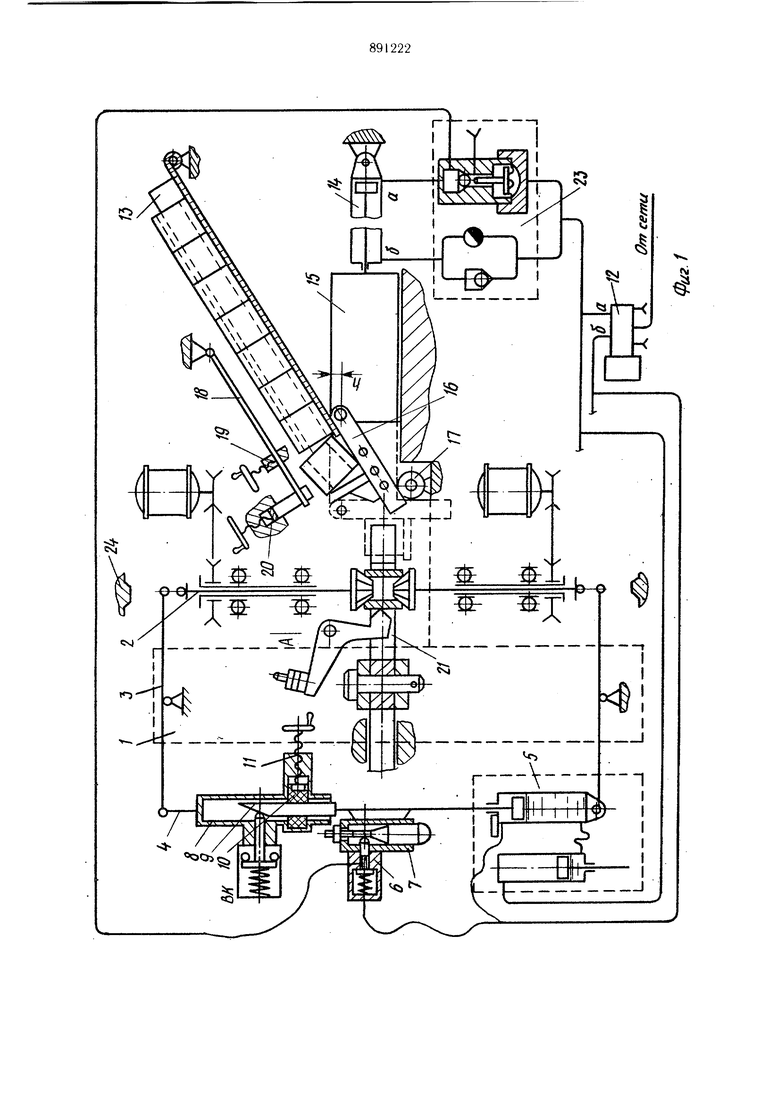
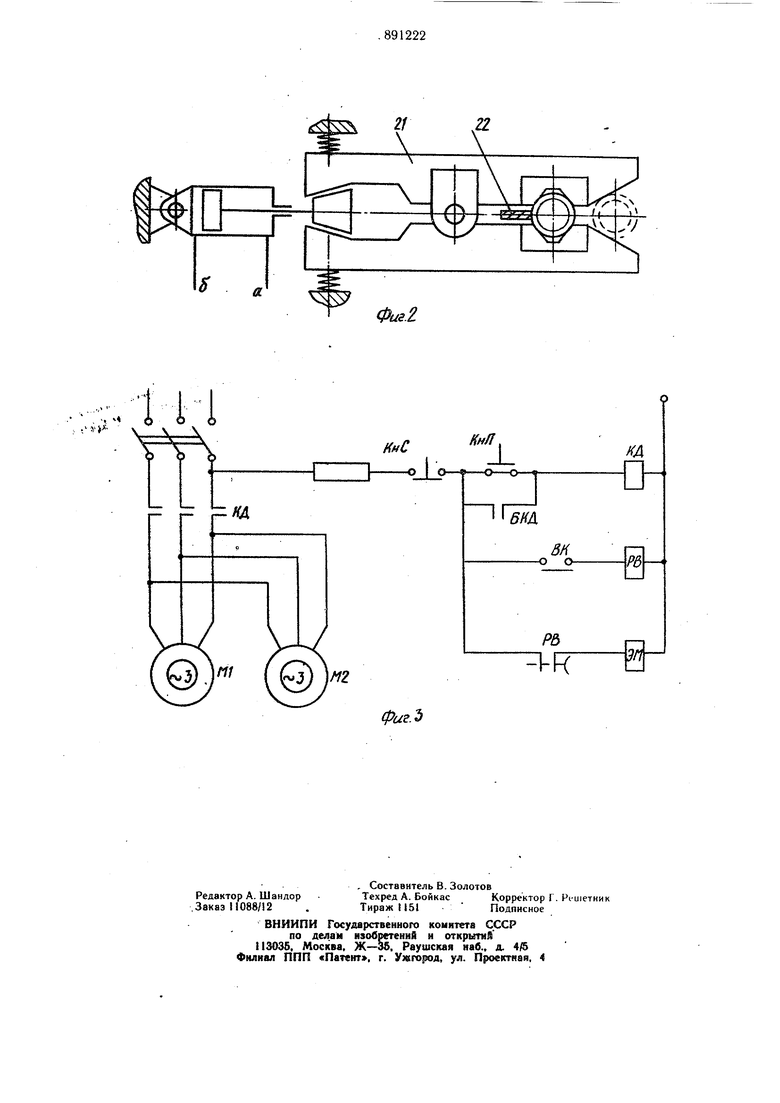
На фиг. I изображен предлагаемый автомат, общий вид; на фиг. 2 - зажимное устройство, вид сверху; на фиг. 3 - электрическая схема автомата.
Автомат для снятия фасок на втулках содержит станину 1, шпинделя 2 с системой тяг и рычагов 3, тягу 4, на которой смонтированы один из цилиндров гидрогасителя 5, клапан 6 подачи шпинделей с толкателем 7 и фрикционный регулятор 8, содержащий клин 9, цилиндрическая часть ко10торого зажата между фрикционными вкладышами 10, винт 11 и конечный выключатель fBK), управляющий пневмозолотником 12, подающим сжатый воздух в механизм подачи деталей, содержащий наклонIJ нь1Й лоток 13, приводимый в действие пневмоцилиндром 14 ползун 15, на котором шарнирно укреплена качалка 16, скользяц ая по ролику 17, и рычаг, 18 с подвижным упором 19 и струбциной 20. Зажимное устройство автомата содержит пневмотиски
SO 21, в которых крепится деталь и сталкиватель 22, сбрасывающий ее после обработки. Для регулирования плавной подачи деталей в пневмотиски 21 и стравливании ежатого воздуха их заблокированных участков системы, введен блок клапанов 23. Упоры 24 ограничивают развод рычагов 3. Работа автомата для снятия фасок на втулках осуществляется следующим образом. Детали укладываются в лоток 13 и, вследствие его наклонного положения, скользят по нему вниз. В замкнутом положении ВК электропневмозолотннк 12 подает сжатый воздух в канал а, в результате чего пневмоцилиндр 14 механизма подачи деталей ставит ползун 15 в крайнее правое положение и деталь соскальзывает в качалку 1G. Одновременно сжатый воздух поступает в полость цилиндра пневмотисков 21 (фиг: 2), осуществляя зажим заготовки и в Iraлoctь одного из цилиндров гидрогасителя 5, осуществляя подачу режущего инструмента (зенкеров) на деталь (посредством перегона масла из полости одного цилиндра в полость другого). При соприкосновении режущего инструмента с деталью возрастает сопротивление подаче, в результате чего происходит сдвиг клина 9 фрикционного регулятора усилия подачи 8. Величина усилия подачи режущего инструмента, а следовательно, и величина фаски, с момента их соприкосновения с деталью, определяется силой трения между цилиндрической поверхностью клина 9 и фрикционными вкладыщами 10 и регулируется винтом.
При движении клина 9 вверх размыкаются контакты ВК.
Однако вследствие включения в электро схему автомата электропневматического реле времени (фиг. 3), подача режущего инструмента на деталь с заданным усилием будет продолжаться в течение времени определяемого этим реле.
По истечении этого времени, сработает пневмозолотник 12, в результате чего сжатый воздух стравливается из канала а в канал 6, обеспечивая разжим детали в пневмотнсках 21, а сталкиватель 22 сталкивает деталь с режущего инструмента.
Одновременно производится развод режущего инструмента в крайнее положение.
Подача очередной детали происходит только после того, как режущий инструмент разойдется на необходимое расстояние, определяемое положением толкателя 7. При входе штока в цилиндр гидрогасителя 5, толкатель 7 открывает клапан 6 подачи щпинделей 2 и сжатый воздух поступает в соответствующую полость пневмоцилиндра 14. Толкатель 7 возвращается в исходное положение под действием собственного веса, когда осуществляется рабочий ход режущего инструмента.
Пневмоцилиндр 14. передвигая ползун 15 с уже имеющейся деталью на качалке 16, приподнимает свободный конец лотка 13 на высоту h и деталь скользит до упора 19, который своим весом удерживает ее н
между режущим инструментом, с точной установкой ее на величину фаски, которая определяется усилием подачи, регулируемым фрикционным регулятором с электропневматическим реле, а также осуществляет одновременно подачу и ориентацию обрабатьжаемых деталей в вертикальной плоскости, причем захват и зажим летали происходит без переналадки станка в значительном диапазоне размеров по диаметру.
Использование предлагаемого автомата дает возможность значительно повысить производительность обработки и расширить технологические возможности.
Формула изобретения .
Автомат для снятия фасок на втулках, на станине которого установлены механизмы подачи шпинделей, загрузки, зажима деталей и конечный выключатель, отличающийся тем, что, с целью повышения производительности обработки и упрощения конструкции, автомат снабжен кинематически связанным с одним из шпинделей фрикционным регулятором с клином, взаимодействующим с конечным выключателем, гидрогасителем, выполненным в виде кинематически связанным с другим шпинделем цилиндра с поршнем, шток которого связан с клином фрикционного регулятора и на котором размещен введенный в автомат клапан с толкателем, установленным с возможностью взаимодействия с цилиндром гидрогасителя, причем механизм подачи шпинделей связан с механизмами подачи и - зажима заготовки посредством введенного в автомат пневмозолотника.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 358903, кл. В 23 В 3/30, 1970. все последующие детали от соскальзывания на качалку 16. При дальнейшем движении ползуна )5 качалка 16, обкатываясь вокруг ролика 17, ставит деталь в вертикальное положение и подает ее в зону действия пневмотисков 21. К этому времени рычаги 3 дойдут до упоров 24, которые ограничивают развод рычагов 3, с целью установки клина 9 фрикционного регулятора усилия подач 8 в исходное положение. При движении клина 9 вниз контакты ВК замкнутся и цикл повторится. Подналадка механизма подачи под размер обрабатываемых деталей по диаметру и длине осуществляется путем установки упора 19 на необходимой высоте над обрабатываемыми деталями при помощи винта, а также путем передвижения упора 19 по рычагу 18. Такое конструктивное выполнение автомата для снятия фасок позволяет улавливать поданную деталь в любом промежутке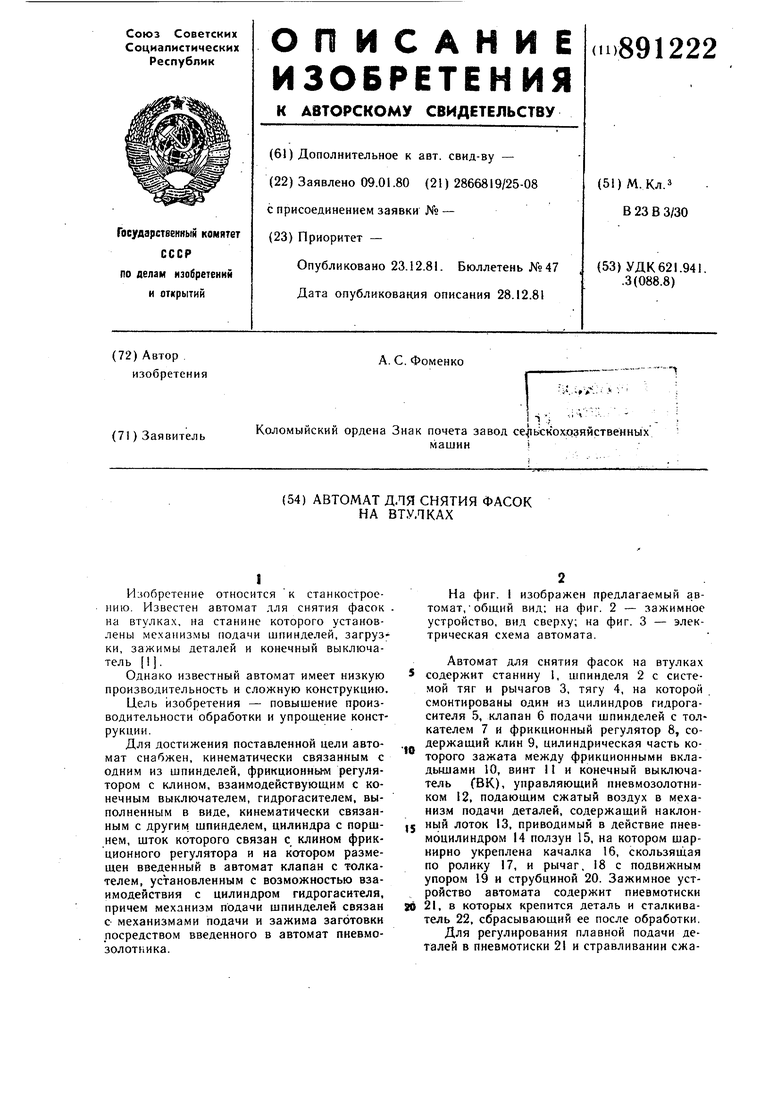
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Автомат для двусторонней обработки деталей | 1988 |
|
SU1579728A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Устройство для обработки торцов труб | 1978 |
|
SU780961A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для поперечной резки длинномерных профильных заготовок и снятия торцовых фасок | 1978 |
|
SU710825A1 |