Устройства для вибродуговой наплавки металлов в среде электролита или под слоем флюса, содержащие шатунно-рычажный механизм для создания колебаний мундштука с электродом и механизм для подачи электрода в зону наплавки, известны.
В предлагаемом устройстве, в отличие от известных, применяются сменные мундштуки с электродами, обеспечиваюш.ие наплавку изделии различной формы. Кроме того, в теле шатуна могут устраиваться полости для подачи охлаждающей жидкости к подшипникам шатуна, ч го повышает эксплуатационную надежность устройства.
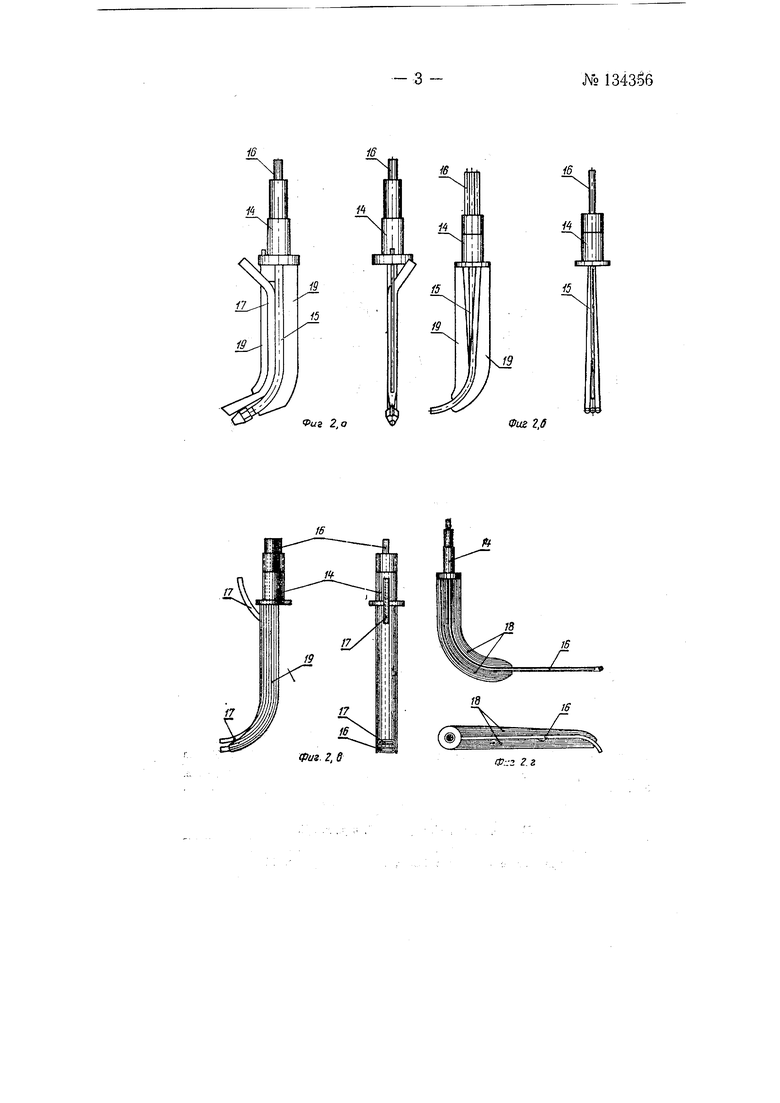
На фиг. 1 изображена кинематическая схема предлагаемого усгройства; на фиг. 2,а, 2,6, 2,8, 2,г, 2,д-в двух проекциях сменные мундштуки с электродами: с одним проволочным электродом (фиг. 2,а), с несколькими проволочными электродами (фиг. 2,6), с ленточным электродом (фиг. 2,8), для наплавки внутренних поверхностей деталей (фиг. 2, г), с приспособлением для наплавки под слоем флюса (фиг. 2,5); на фиг. 3 - в двух проекциях шатун с полостями для охлаждения подшипников со снятыми передними крышками кольцевого канала и подшипника.
Механизмы предлагаемого устройства для вибродуговой наплавки металлов приводятся от электродвигателя 7, установленного на общей плите с редуктором 2. Подача проволочного или ленточного электрода 3 с кассеты 4 к месту наплавки производится с помощью ведущего ролика 5, установленного на выходном валу редуктора 2, и прижимного ролика 6 через трубки 7 сменных мундштуков 8. Привод на эксцентриковый вал 9 осуществляется посредством клиноременной передачи 10. На вал 9 посажена эксцентриковая втулка //, поворотом которой относительно вала 9 изменяется эксцентрицитет е.
Мундщтук 8, жестко укрепленный на коромысле /2,при помощи гайки -13, навертываемой на головку М мундштука, приводится в колебательное движение шатуном 15, установленным на эксцентриковой
втулке -/.
Амплитуда колебаний мундштука 8 определяется величиной эксцентрицитета е. Для установления необходимой амплитуды на бурте вала . имеется градуированная шкала, а на втулке // нанесена риска, от положения которой относительно делений шкалы зависит эксцентрицитет, а значит, и величина амплитуды колебаний мундштука 8.
Сменный мундштук состоит из головки 14, трубок 16 (одной - фиг. 2,а, 2,8, 2,2, 2,д или нескольких -фиг. 2,6) для подачи проволочных или ленточных электродов к месту наплавки и грубки 17 для подвода электролита или приспособления 18 (фиг. 2,д) для подачи флюса. На мундштуках установлены ребра жесткости 19.
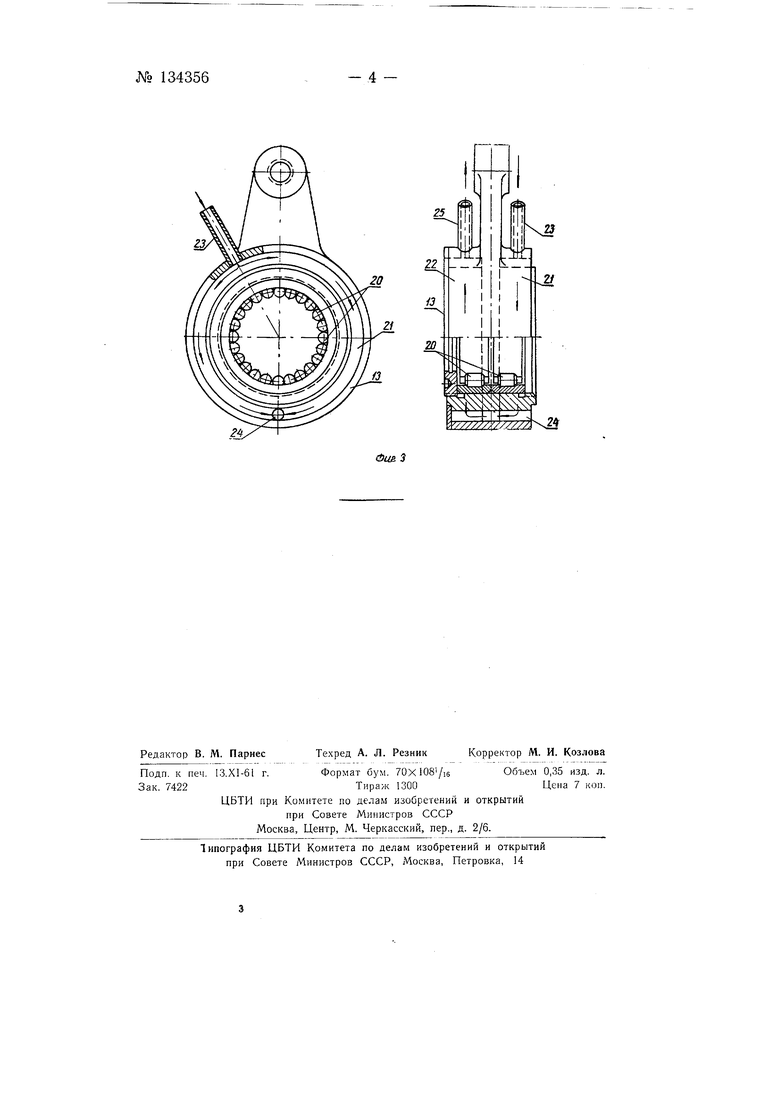
Для повышения эксплуатационной надежности устройства предусмотрена возможность охлаждения подшипников 20 шатуна 15. Для этого в теле шатуна 15 имеются полости, выполненные в виде двухкольцевых каналов 21 и 22, в которых циркулирует охлаждающая жидкость в направлении, показанном стрелками на фиг. 3. Охлаждаюшая жидкость, поступаюшая по трубке 23 в кольцевой канал 21, разделяется в нем на два потока и омывает переднюю часть шатуна. Через канал 24 жидкость переходит в кольцевой канал 22, омывает заднюю часть шатуна 15 и выходит по трубке 25.
Предмет изобретения
1.Устройство для вибродуговой наплавки металлов, содержашзе эксцентриковый шатунно-рычажный механизм для создания вибраций выходного-мундштука с электродом и механизм для подачи электрода в зону наплавки, отличаюшееся тем, что, с целью обработки изделии различной формы, оно имеет набор сменных мундштуков с одним или несколькими проволочными электродами, либо с ленточным электродом, а также для наплавки внутренних поверхностей изделий и снабжено приспособлениями для подачи электролита или флюса в зону наплавки.
2.Устройство по п. 1, отл ич аюшееся тем, что, с целью повы; шения его эксплуатационной надежности, в шатуна рычажной системы имеются полости для подачи охлаждаюшей жидкости к подшипникам шатуна.
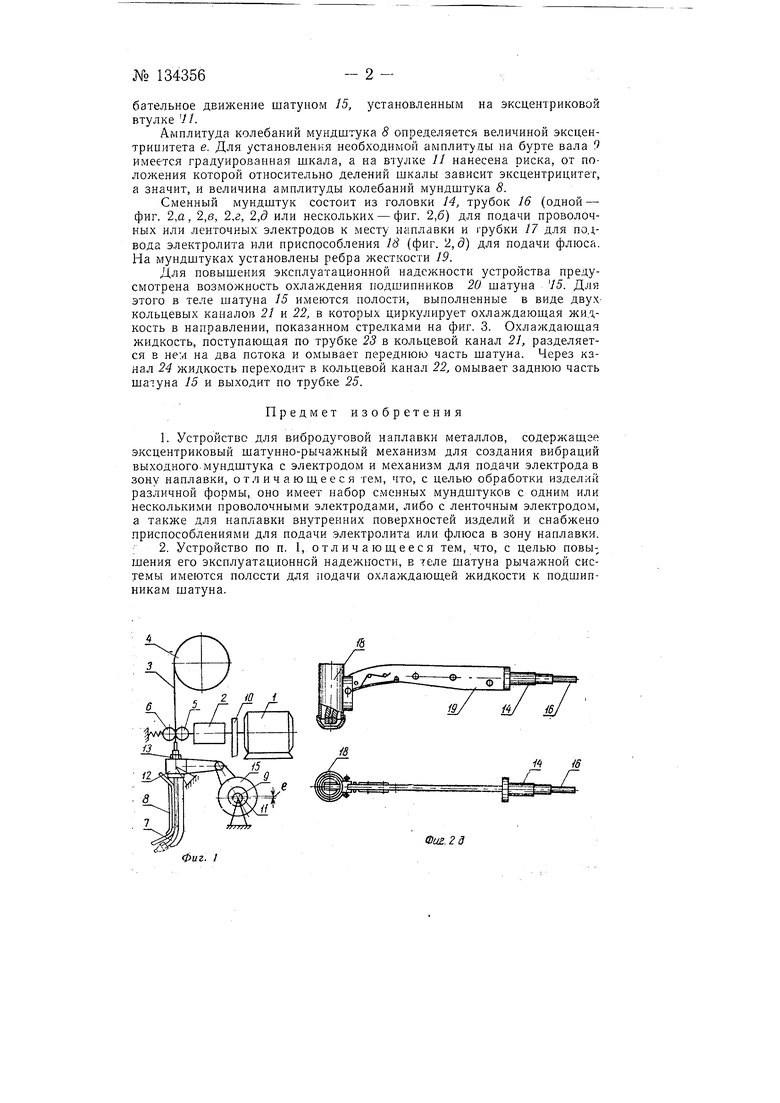
Фиг. 1
Фиг. 23
fus 2,0
15
Фиг 2,S
Фиг. 2, 8
23
