Изобретение относится к области обо- рудования для электродуговой сварки и 1«1ожет быть использовано при изготовлении трубных панелей.
Известны устройства для изготовле-s
ния газонепроницаемых трубных панелей, содержащие установленные на станине подающие ролики, сварочную головку, i oдвижную формирующую подкладку и вертикальные обжимные ролики. Однако та- Ю кие устройства не обеспечивают регулировки в процессе сварки остаточных поперечных (еформаций труб по их длине.
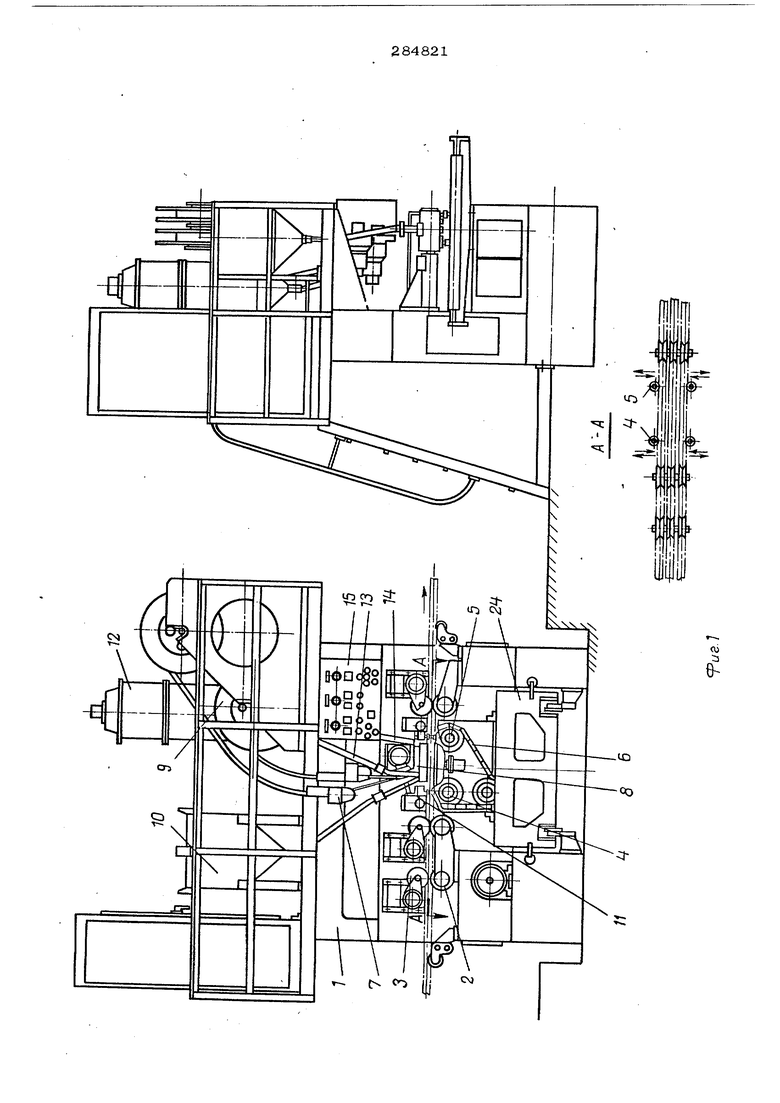
Предложенное устройство отличается ig тем, что обжимные ролики закреплены посредством эксцентриковых валов на суппор те станины с возможностью перемещения по заданной программе в направлении, ; перпендикулярном оси трубы. Кроме т.огоГ 20 формирующая подкладка, выполненная в виде гусеницы, снабжена полостями для охлаждающЫ1 жидкости. Это позволяет повысить качество сварки трубных панелей. На фиг. 1 показано описываемое j 25
ройство; на фиг. 2. - обжимные pcwuiiai; на фиг. 3 - формирующая подкладка.
Устройство состоит из установленных на станине 1 настраивающихся да определенный диаметр труб и шаг между 1шми
. подающих роликов 2 и индивидуально выполненных прижимных роликов.3, вертикальных обжимных роликов 4 и 5, рас :положенных с обеих сторон сменной (в зависимости от диаметра свариваемых труб и шага между ними) водоохлаждаемой подкладки в виде гусеницы 6, механизма 7 подачи и правки электродной проволоки, настраивающихся мундштуков 8, сменных кассет 9 для проволоки, бункера 10 и дозатора 11 соответственно дл
I хранения и равномерной подачи гранулированной металлической присадки в зону сварки, флюсоаппарата 12 с шлангами 13 и 14 соответственно для подачи и уборки флюса, а также пульта управления 15. Электропривод подающих роликов и пневмоприводы прижимных роликов раоподкладка предназначена для подачи в
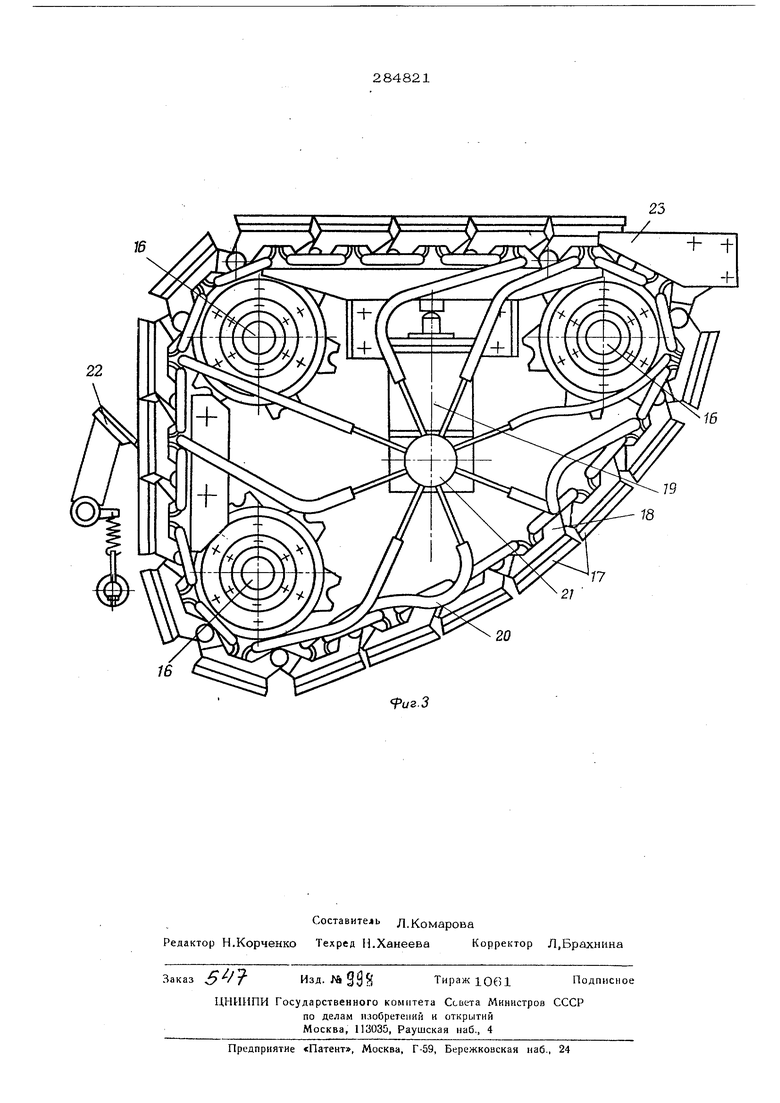
зону дуги гранулированной металлической присадки и флюса, а также для удержания между свариваемыми трубами жидкого металла сварочной ванны и формирования нижней поверхности наплавленной перемычки. Конструктивно подкладка выполнена в виде гусеницы, натянутой на трех свобод- но иращающихся на сврих осях звездочках 16. Медные охлаждаемые проточной водой элементы подкладки 17 являются сменным взаимозаменяемыми и укреплены винтами на стальных шарнирных звеньях цепи 18. Указанные элементы плотно прижимаются к свариваемым трубам нневмоцшшндром 19. Усилие прижатия регулируется за счет изменения давления воздуха, подаваемого в пневмоцилиндр. Подкладка перемещается вместе со свариваемыми трубами за счет
трешш, возникающего между медными охлаждаемыми элементами и трубами. Для равномерного охлаждения наплавляемой пермычки и улучщения ее качества цепь звень медных охлаждаемых элементов разбита на короткие участки. Подвод и слив воды от каждого участка производится гибкими резиновыми шлангами 2О через вращающийся коллектор 21. Очистка рабочей поверхности медных охлаждаемых элементов
осуществляется специальным устройством в
виде скребков 22.
Медные элементы отделяются от направлеииой перемычки ножами 23, укрепленными на корпусе подкладки. Ддя удобства монтажл и обслуживания подкладка смонтирована на теле;.ке 24. С целью увеличения производительности в устройстве для сварки газонепроницаемых трубных панелей предусмотрена возможность одновременной наплавки двух перемычек между трубами. Соответственно и подвижная формирующая подкладка имеет две параллельные цепи с медиы.уШ охпаждаемы ш элементами.
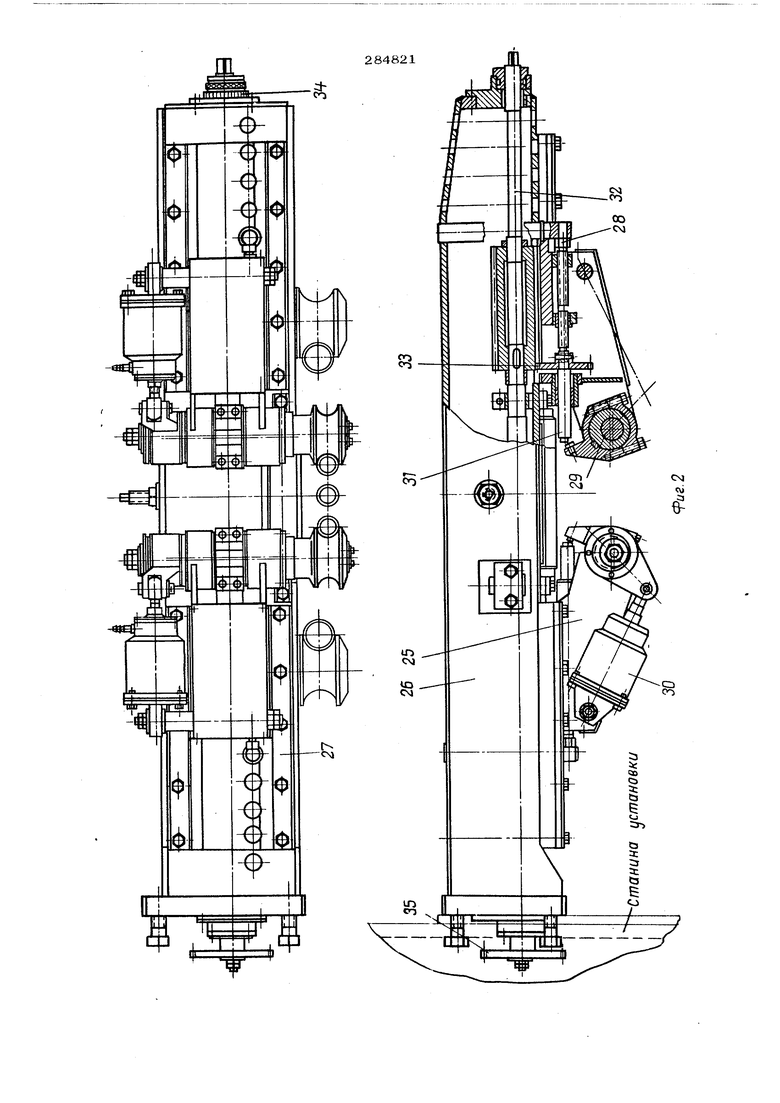
Вертикальные ролики предназначены для фиксации труб перед сваркой, для предоTHpaiuejJHH их изгиба, возникающего при ишреве во время сварки, а также для комиолсации неравномерности величины поперечных остаточных сварочных деформаций панелей по их длине с целью получения
панелей одинаковой ширины по всей их длине.
Вертикальные ролики 4 и 5 крепятся на суппортах 25, перемещающихся поперек осей труб на кронщ ейнах ста1шны 26, и фиксируются на 1шх при помощи прижимных планок 27 и упоров 28. Такое перемеще1ше обеспечивает установку роликов на щирину свариваемой панели.
Вертикальные ролики укреплены на суппортах посредством эксцентриковых валов 29, поворачиваемых д1 еэмрцилиндрами 3U, для сб/шже шя роликов поперек труб с усилием сжатия и разведения их при закладке труб в УСТРОЙСТВО. Расстояние между образующими вертикальных роликов, определяющее щирину свариваемой панели, регулиру-
ют изменением угла поворота эксцентриковых валов и ограничивают винтовыми упорами 31.
Винтовые упоры перемещают валом 32
ри помощи зубчатой передачи 33. Па лицевом торце кронштейна вал имеет рукоятку для ручного привода и лимб 34, показывающий величину перемещения роликов поперек осей труб. На друтом конце вала внутри стшшны укреплена шестерня 35, связывающая вал с приводом программного устройства, подающего команду в заданный момент времени на сжатие труб в соответствие с вложешюй в него программой в виде, например, перфокарты.
Предмет изобретения
Устройство для изготовле1шя газонепроницаемых трубных нанелей, содержащее установленные на подающиеролики, сварочную головку, нoдвшкilyю фо мирующую подкладку и обжимные ролики, отличающееся тем, что, с целью повыщения качества трубных паиил -Г1, обжимные pOJШки закрешшны посредством эксцентриковых валов на суппорте стииины с возмож1 остью неремеще1Шя по 3(.i.данной программе в направлении, перпендикулярном оси трубы, а фop цфyюln l l подкладка, выполнена в виде гусоинцы, снабжена полостями для охлаждакиио жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва на флюсовой подушке | 1977 |
|
SU737182A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1973 |
|
SU376200A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1975 |
|
SU576185A1 |
| Устройство для сборки и сварки трубных панелей из змеевиков | 1979 |
|
SU859094A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| Устройство для сварки труб | 1980 |
|
SU902888A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |