Изобретение относится к обработке металлов давлением, в частности к пуансонам для обтяжки листовых деталей.
Целью изобретения является повышение производительности.
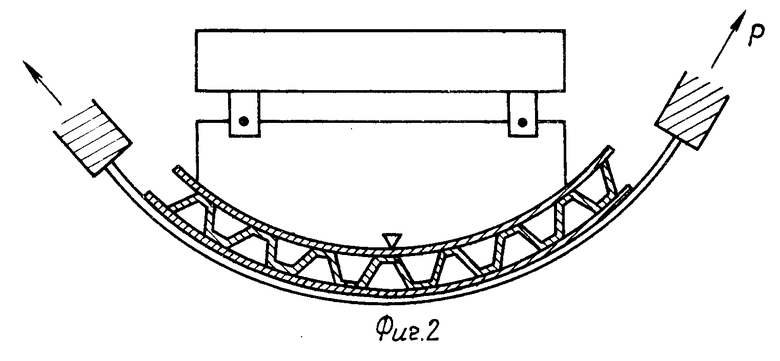
На фиг. 1 показан пуансон перед обтяжкой; на фиг. 2 то же, после обтяжки.
Пуансон содержит каркас 1, на котором фиксаторами 2 укреплены сменные шаблоны 3. К вершинам пуансона шарнирно прикреплена трехслойная упругоэластичная оболочка, состоящая из внешних обшивок 4 и гофрированного заполнителя 5, жестко соединенного с обшивками.
Листовая заготовка 6 фиксируется в зажимах пресса 7 и устанавливается на пуансон.
При обтяжке заготовка прилегает к поверхности упругоэластичной оболочки и совместно принимает кривизну, задаваемую с помощью сменных шаблонов 3.
При изгибе обшивок гофрировванный заполнитель 5 изгибается совместно с ними. При этом заполнитель перемещается относительно обшивок 4.
После снятия усилия формообразования обшивки 4 и гофрированный заполнитель 5 занимают первоначальное плоское положение.
Таким образом, наличие оболочки, выполненной в виде упругоэластичной трехслойной конструкции, позволяет получать заготовки различной кривизны, задаваемой шаблонами.
П р и м е р. Пуансон опробован при формообразовании листовой обшивки из материала 18Х18Н10Т, цилиндрической формы диаметром D 1400 мм.
Оболочка выполнялась из двух обшивок толщиной 1,0 мм из титанового сплава ОТ4 1 и гофрированного заполнителя высотой 16 мм и шагом гофров 12 мм, толщиной материала заполнителя 0,8 мм.
Максимальная величина удельного давления от обшивки составила Р = 0,35 кг/мм2.
= 0,35 кг/мм2.
Из расчета прочности и жесткости оболочки расстояние между сменными шаблонами принято 125 мм.
Деформация гофрированной оболочки составила
E  1,14%
1,14%
Так как при изгибе гофрированной оболочки заполнитель и обшивки имеют относительное перемещение, остаточных деформаций при изгибе не будет.
Применение предлагаемого пуансона позволяет осуществлять быструю переналадку его на другой размер за счет смены шаблонов, обеспечивая требуемое качество получаемых обшивок.
В сравнении с известным пуансоном изобретение позволяет повысить производительность за счет сокращения количества сменных шаблонов, упрощения их настройки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУАНСОНА ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2000 |
|
RU2197351C2 |
| СПОСОБ ФОРМОВКИ КРУПНОГАБАРИТНЫХ ОБШИВОК | 1980 |
|
SU858233A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОГНУТЫХ СОТОВЫХ ПАНЕЛЕЙ | 1987 |
|
SU1453716A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ СТУПЕНЧАТОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2471586C2 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2387512C2 |
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |

Изобретение относится к обработке металлов давлением, в частности к пуансонам для обжатия листовых заготовок. Целью изобретения является повышение производительности. Пуансон для формовки обтяжкой содержит каркас сменных шаблонов и оболочку в виде трехслойной упругоэластичной конструкции, состоящей из наружных листовых обшивок и гофрированного листового заполнителя между ними, жестко соединенного с обшивками. Оболочка шарнирно соединена с вершиной шаблонов. При обтяжке заготовка прилегает к поверхности упругоэластичной оболочки и совместно принимает кривизну, задаваемую сменными шаблонами. 2 ил.
ПУАНСОН ДЛЯ ФОРМОВКИ ОБТЯЖКОЙ, состоящий из каркаса сменных шаблонов и оболочки, отличающийся тем, что, с целью повышения производительности, оболочка выполнена плоской, упругой, состоящей из наружных листовых обшивок и гофрированного листового заполнителя между ними, жестко соединенного с упомянутыми обшивками, при этом оболочка шарнирно соединена с вершиной пуансона.
| Громова А.Н | |||
| и др | |||
| Изготовление деталей из листов и профилей при серийном производстве | |||
| - Гостехиздат | |||
| Оборонгиз, 1960, N 1, с.260, фиг.3.109. |
