Обычно скорость разливки металла, выражаемая через скорость наклона разливочного ковша, регулируется углом наклона стенки ковша. Такой способ применяется при кокильном и центробежном литье и при непрерывной заливке форм на конвейере. При центробежнол литье устанавливаются фотоэлементы, которые регулируют подачу металла из ковша в соответствии со скоростью его перемещения з форме.
В предлагаемом устройстве для регулирования скорости наклона ковша разливочной .машины термопара помеш.ена на высоте 5-10 мм над наивысшим уровнем металла в мульдах и подключена к потенциометру, который через изодромный регулятор действует на исполнительный механизм кантовальной лебедки.
Это устройство позволяет автоматизировать разливку чугуна посредством регулирования скорости наклона козша при наполнении мульд чугуном и использования строгой зависимости показаний термопары от уровня чугуна з мульдах.
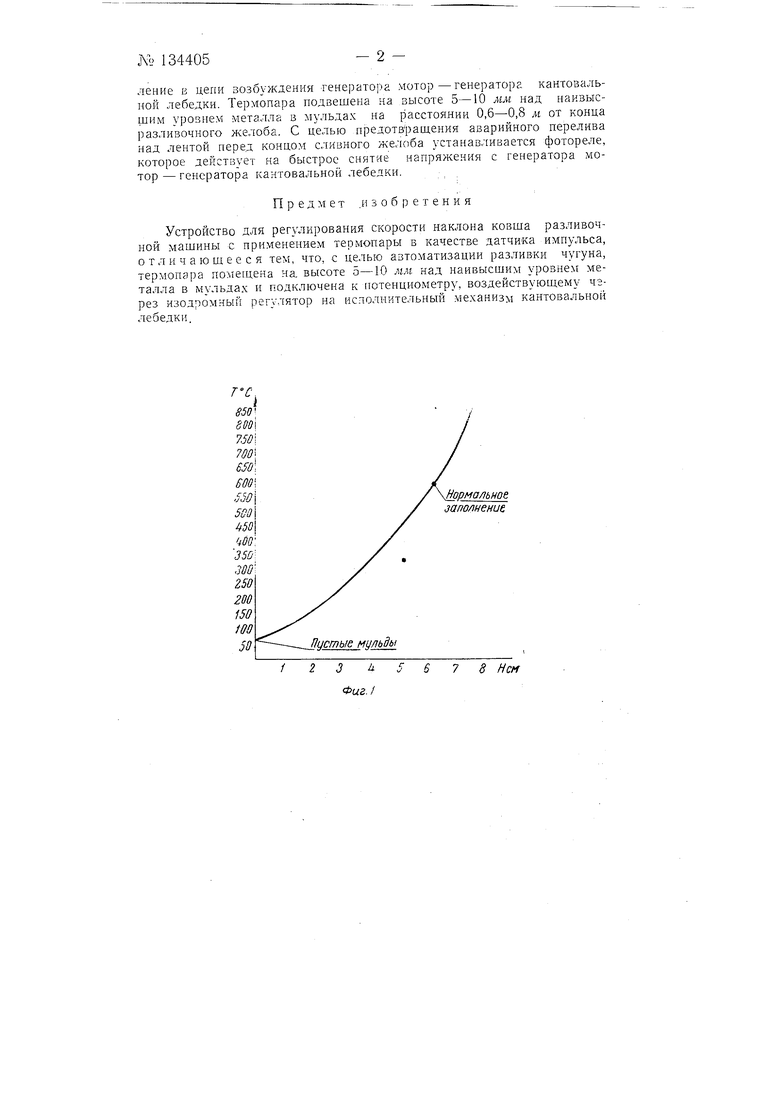
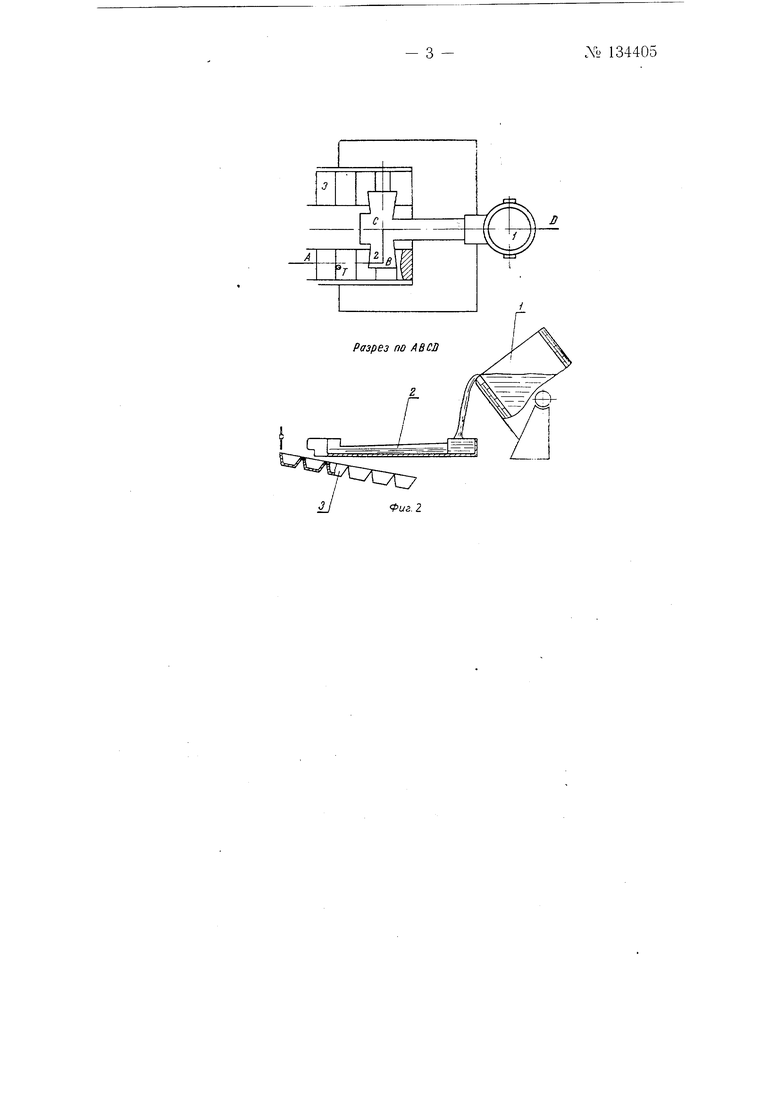
На фиг. 1 дана кривая зависимости показаний термопары от уровня чугуна в .мульдах; на фиг. 2 показана схема расположения аппаратуры и разрез по ABCD.
На абсциссе графика (см. фиг. 1) представлен уровень металла в мульдах Н см, а на ординате - показания термопары Т°. При повышении уровня .металла в мульдах от нуля .до максимального значения показания термопары из.меняются от 60 до 900°.
Из разливочного ковша / (см. фиг. 2i металл через желоб 2 поступает в мульды разливочной ленты 3. Термопара Т, являясь датчиком, подключена к потенциометру, воздействующему через изодромный регулятор на исполнительный механизм. Последний изменяет сопротивление в цепи возбуждения генератора мотор - генератора кантовальной лебедки. Термопара подвешена на высоте 5-10 мм над наивысшим уровнем металла в мульдах на расстоянии 0,6-0,8 м от конца разливочного желоба. С целью предотвраш,ения аварийного перелива над лентой перед концом сливного желоба устанавливается фотореле, которое действует на быстрое снятие напряжения с генератора мотор- генератора кантовальной лебедки.
Предмет .изобретения
Устройство для регулирования скорости наклона ковша разливочной машины с применением термопары в качестве датчика импульса, отличающееся тем, что, с целью автоматизации разливки чугуна, термопара полтещена на. высоте 5-10 мм над наивысшим уровнем металла в мульдах и подключена к потенциометру, воздействующему чгрез изодромный регулятор на исполнительный механизм кантовальной лебедки
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса разливки расплавленного металла | 1971 |
|
SU617166A1 |
| ВСЕСОЮЗНАЯ 11 ПАТЕИ^;;о- 4^' ТЕХНИКЕСК'ЛИ '' 6ИБЛИОГ!:;{ДА. Л. Штейнер | 1964 |
|
SU165287A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2092572C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 1998 |
|
RU2127651C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
| ШИХТОВАЯ ЗАГОТОВКА В ВИДЕ МНОГОГРАННИКА, МУЛЬДА ДЛЯ ЕЕ ОТЛИВКИ И СПОСОБ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2032752C1 |
| Система дозирования жидкого чугуна | 1989 |
|
SU1613249A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО ПРОИЗВОДСТВА НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131929C1 |
| Устройство для разливки металла из ковша в слитки | 1990 |
|
SU1765180A1 |
| СПОСОБ И УСТРОЙСТВО МОДИФИЦИРОВАНИЯ | 2009 |
|
RU2518879C2 |
Лдс1Т1Ь1е мульдь1
3 и
7 8 Нем иг. /
