11344447
Изобретение относится к обработке металлов давлением, в частности к изготовлению крупногабаритных обечаек с нерадиально расположенными
Ч
патрубками, и может быть использовано в энергетическом, химическом и других отраслях машиностроения.
Целью изобретения является экономия металла за счет уменьшения тол- ю щины стенки исходной заготовки.
На фиг. 1 показана заготовка обечайки после предварительной вытяжки патрубка в штампе; на фиг. 2 - заготовка обечайки после выполнения от- 15 верстия и установки на матрицу штампа; на фиг. 3 - заготовка обечайки после отбортовки нерадиального патрубка.
Способ осуществляют следующим 20 образом.
Нагретую листовую заготовку или обечайку 1 устанавливают на матрицу 2 штампа и пуансоном 3, сферическим или другой формы, производят предва- 25 рительную вытяжку выпуклости 4 к нормали к наружной поверхности заготовки 1. Диаметр основания выпуклости 4 примерно равен диаметру основания патрубка 5. Высота выпуклости 4 должна составлять 0,3-0,5 высоты наибольшей образующей готового нерадиального патрубка 5.
В полученной ныпуклости 4 выполняют отверстие 6 под отбортовку патрубка 5, причем ось отверстия 6 образует некоторый угол к оси патрубка 5 и смещена в сторону образующей готового патрубка 5.
На втором переходе нагретую заго 40 товку 1 устанавливают в матрицу 7 : другого штампа таким образом, чтобы выпуклость 4 на заготовке 1 расположилась в отверстии матрицы 7 под пат30
35
с наружным диаметром 4320 мм нерадиальные патрубки диаметрами 800 и 1200 мм на расстоянии 900 мм от оси обечайки. Толщина стенки патрубка диаметром 800 мм равна 125 мм. Угол отклонения оси патрубка от нормали к наружной поверхности заготовки со тавляет 25. Для его изготовления заготовку обечайки толщиной 210 мм из стали 15Х2НМФА нагрели в печи до 1050-1ЮО С, установили на матрицу штампа и сферическим пуансоном диаметром 1100 мм произвели вытяжку вы пучины в радиальном направлении высотой 200 мм от образующей обечайки что составило 0,4 высоты наибольшей образующей патрубка. Затем в полученной выпуклости под углом 10° к о патрубка выполнили отверстие диамет ром 380 мм, смещенное в сторону короткой образующей патрубка на величину
О,8 800 - -| 89 мм.
После этого вновь нагретую заготовку (обечайку) установили на матр цу другого штампа, расположив выпук лость на обечайке в отверстии под патрубок. Ось выпуклости при этом составляла с осью отверстия матрицы 25°, т.е. соответствовала углу откл нения оси патрубка от нормали к наружной поверхности заготовки. Окончательная отбортовка производилась пуансоном в направлении оси получен ного патрубка.
В результате получили на обечайк нерадиальный патрубок необходимой высоты и внутренним диаметром 780 м с толщиной стенки 135 мм, т.е. с до таточным припуском на механическую
рубок 5, и при этом ось выпуклости 4 45 ° внутренней поверхности
образует с осью отверстия матрицы 7 угол, равный углу отклонения оси патрубка 5 от нормали к наружной поверхности заготовки I. После этого пуансоном производят окончательную отбортовку в направлении оси получаемого патрубка 5. В результате получают равностенный нерадиальный патрубок с торцом, перпендикулярным его оси, причем толщина стенки патрубка составляет 0,65-0,7 толщины исходной заготовки.
Пример. Требуется изготовить на обечайке парогенератора ПГВ-1000
с наружным диаметром 4320 мм нерадиальные патрубки диаметрами 800 и 1200 мм на расстоянии 900 мм от оси обечайки. Толщина стенки патрубка диаметром 800 мм равна 125 мм. Угол отклонения оси патрубка от нормали к наружной поверхности заготовки составляет 25. Для его изготовления заготовку обечайки толщиной 210 мм из стали 15Х2НМФА нагрели в печи до 1050-1ЮО С, установили на матрицу штампа и сферическим пуансоном диаметром 1100 мм произвели вытяжку вы- пучины в радиальном направлении высотой 200 мм от образующей обечайки что составило 0,4 высоты наибольшей образующей патрубка. Затем в полученной выпуклости под углом 10° к ос патрубка выполнили отверстие диаметром 380 мм, смещенное в сторону короткой образующей патрубка на величину
О,8 800 - -| 89 мм.
После этого вновь нагретую заготовку (обечайку) установили на матрицу другого штампа, расположив выпуклость на обечайке в отверстии под патрубок. Ось выпуклости при этом составляла с осью отверстия матрицы 25°, т.е. соответствовала углу отклонения оси патрубка от нормали к наружной поверхности заготовки. Окончательная отбортовка производилась пуансоном в направлении оси полученного патрубка.
В результате получили на обечайке нерадиальный патрубок необходимой высоты и внутренним диаметром 780 мм с толщиной стенки 135 мм, т.е. с достаточным припуском на механическую
Предложенный способ позволяет снизить расход металла на 10-15%.
Формула изобретения
50
Способ изготовления нерадиального патрубка на криволинейной поверхности путем предварительной вытяжки, изготовления отверстия на поверхности и
55 последующей отбортовки в направлении оси получаемого пйтрубка, отличающийся тем, что, с целью экономии металла за счет уменьшения толщины стенки исходной заготовки.
предварительную вытяжку производят по нормали к наружной поверхности заготовки, а отверстие изготовляют под углом t/ 10-15 к оси патрубка, смещая его в сторону короткой образующей на величину, определяемую из зависимости
i.
- угол отклонения оси партрубка от нормали к наружной поверхности заготовки;
D - внутренний диаметр патрубка; ш - коэффициент, равный 0,6-1,0.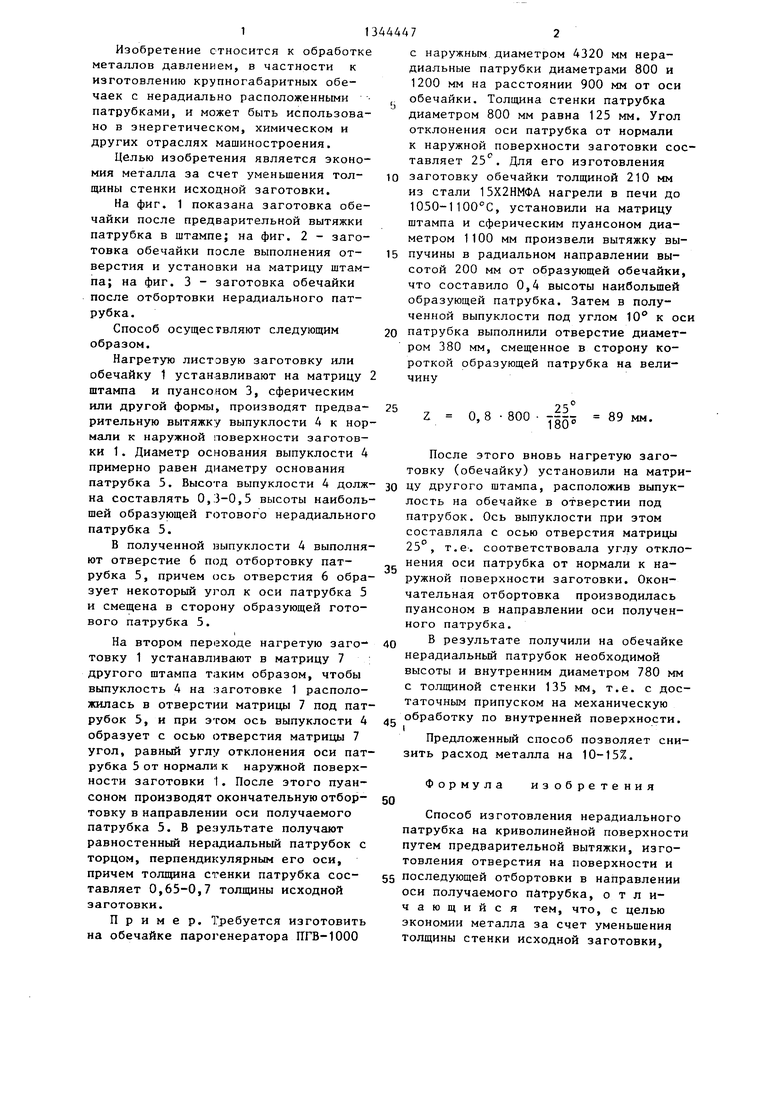
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Устройство для штамповки патрубков на обечайках | 1978 |
|
SU866836A1 |
| Способ изготовления тройников | 2020 |
|
RU2745218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТБОРТОВАННОГО ПЛОСКОВЫГНУТОГО ДНИЩА ДЛЯ АВТОЦИСТЕРНЫ | 1998 |
|
RU2148459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1977 |
|
SU711731A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
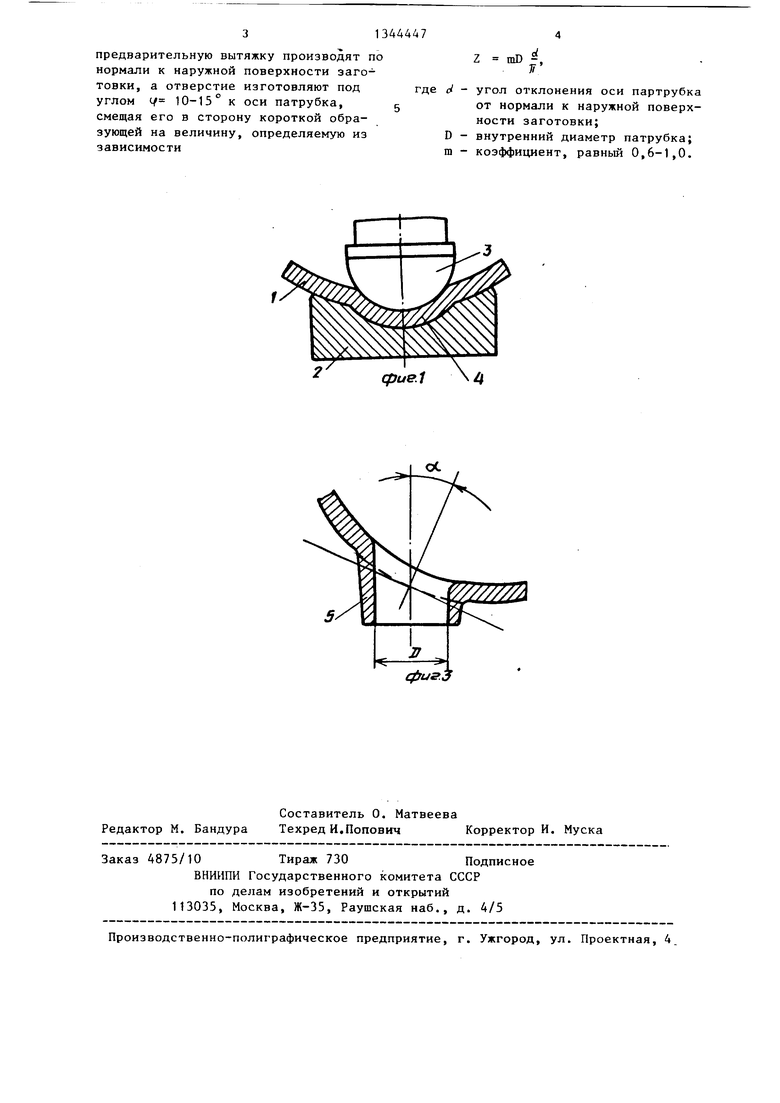
Изобретение относится к обработке металлов давлением, в частности к изготовлению крупногабаритных обечаек с нерадиально расположенными патрубками, и может быть использовано в энергетическом, химическом и других отраслях машиностроения. Цель изобретения - экономия металла за счет уменьшения толщины стенки исходной заготовки. Предварительную вытяжку выпуклости 4 производят по нормали к наружной поверхности заготовки 1, а отверстие 6 выполняют под углом Ч, равным 10-15° к оси патрубка, смещая его в сторону короткой образующей на величину, определяемую из зависимосп Z mDis///Г, где - угол отклонения оси патрубка от нормали к наружной поверхности заготовки, D - внутренний диаметр патрубка, га - коэффициент, равньш 0,6-1,0. Вытяжку выпуклости 4 и отбортовку патрубка производят с предварительным нагревом заготовки 1. Полученный патрубок имеет толщину стенки, равную 0,65-0,7 толщины заготовки 1, и равномерную толщину стен ки. 3 ил. (О (Л cpus.2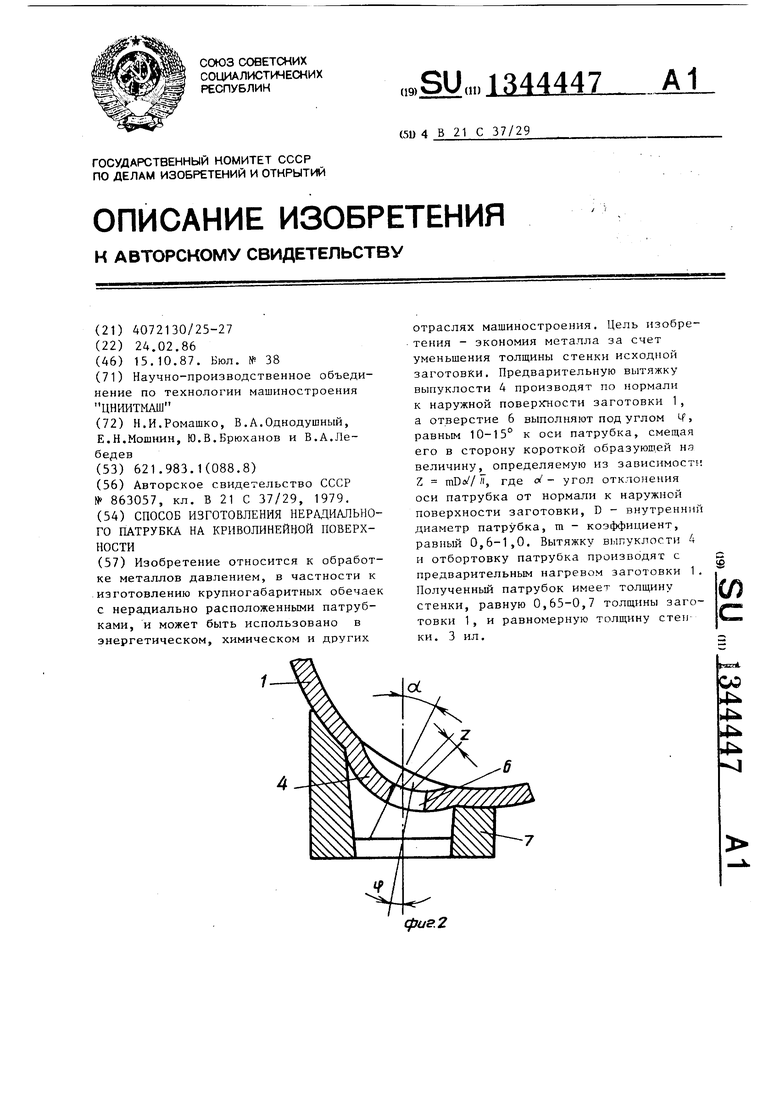
фие.1
| Способ изготовления патрубков на криволинейной поверхности | 1979 |
|
SU863057A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
