(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРУБКОВ НА КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТИ
1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении группы нерадиальных патрубков на цилиндрических и других криволинейных поверхностях.
Известен способ изготовления патрубков на криволинейной поверхности, включающий изготовление отверстий на поверхности, их отбортовку, раздачу и калибровку патрубков коническими насадками пуансона 1.
Недостатком данного способа является малая точность изготовления нерадиальных патрубков, поскольку направление движения пуансона не совпадает с осью патрубка, вследствие чего распределение металла по сечению патрубка происходит неравномерно с образованием напуска.
Цель изобретения - повышение точности изготовления группы нерадиальных патрубков.
Поставленная цель достигается тем, что согласно способу изготовления патрубков на криволинейной поверхности, например цилиндрической, включающем изготовление отверстия на поверхности, их отбортовку, раздачу и калибровку патрубков коническими насадками пуансона, перед изготовлением отверстий проводят одновременно гибку заготовки и предварительную формовку патрубков сферическими насадками пуансона, симметрично смещая их относительно плоскости пуансона и совмещая направления перемещения их с осями получаемых патрубков.
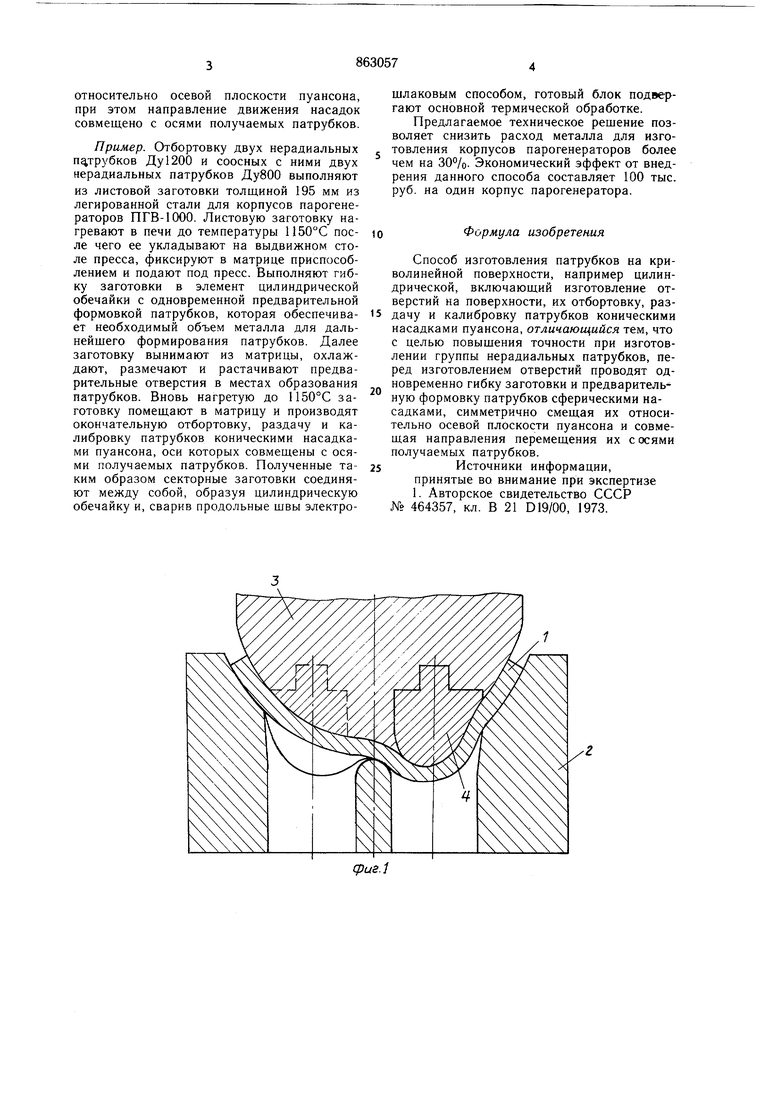
На фиг. 1 показана операция гибки заготовки и предварительной формовки патрубков; на фиг: 2 - операция отбортовки, раздачи и калибровки патрубков.
Способ осуществляется следующим образом.
10
Нагретую заготовку 1 с местными напусками для предварительной формовки патрубков укладывают в матрицу 2 и под влиянием пуансона 3 со сферическими насадками 4 осуществляют одновременно гибку заготовки в элемент цилиндра и предвари15тельную формовку патрубков (фиг. 1). Затем заготовку подают на механическую обработку отверстий в местах образования патрубков. После чего вновь нагретую заготовку устанавливают в матрице и осуществляют отбортовку, раздачу и калибров20ку патрубков пуансоном с коническими насадками 5 (фиг. 2). Оси сферических и конических насадок симметрично смещены
относительно осевой плоскости пуансона, при этом направление движения насадок совмещено с осями получаемых патрубков.
Пример. Отбортовку двух нерадиальных nq,Tpy6KOB Ду1200 и соосных с ними двух нерадиальных патрубков Ду800 выполняют из листовой заготовки толщиной 195 мм из легированной стали для корпусов парогенераторов ПГВ-1000. Листовую заготовку нагревают в печи до температуры после чего ее укладывают на выдвижном столе пресса, фиксируют в матрице приспособлением и подают под пресс. Выполняют гибку заготовки в элемент цилиндрической обечайки с одновременной предварительной формовкой патрубков, которая обеспечивает необходимый объем металла для дальнейщего формирования патрубков. Далее заготовку вынимают из матрицы, охлаждают, размечают и растачивают предварительные отверстия в местах образования патрубков. Вновь нагретую до 1150°С заготовку помещают в матрицу и производят окончательную отбортовку, раздачу и калибровку патрубков коническими насадками пуансона, оси которых совмещены с осями получаемых патрубков. Полученные таким образом секторные заготовки соединяют между собой, образуя цилиндрическую обечайку и, сварив продольные щвы электрошлаковым способом, готовый блок подвергают основной термической обработке.
Предлагаемое техническое решение позволяет снизить расход металла для изготовления корпусов парогенераторов более чем на 30%. Экономический эффект от внедрения данного способа составляет 100 тыс. руб. на один корпус парогенератора.
0Формула изобретения
Способ изготовления патрубков на криволинейной поверхности, например цилиндрической, включающий изготовление отверстий на поверхности, их отбортовку, раздачу и калибровку патрубков коническими насадками пуансона, отличающийся тем, что с целью повыщения точности при изготовлении группы нерадиальных патрубков, перед изготовлением отверстий проводят одновременно гибку заготовки и предварительную формовку патрубков сферическими насадками, симметрично смещая их относительно осевой плоскости пуансона и совмещая направления перемещения их с осями получаемых патрубков.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 464357, кл. В 21 D19/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нерадиального патрубка на криволинейной поверхности | 1986 |
|
SU1344447A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАКЛОННОГО ФЛАНЦА НА ТРУБЧАТОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2013 |
|
RU2542875C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СЕПАРАТОРОВ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ | 2002 |
|
RU2226136C2 |
| Способ изготовления штампованных полукорпусов для сферических подшипников из листовых заготовок | 1987 |
|
SU1447476A1 |
| Способ изготовления патрубка | 1980 |
|
SU927373A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| Способ получения плоского фланца на трубчатой заготовке | 1981 |
|
SU961817A1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |

