1
Изобретение относится к области обработки металлов давлением, в частности к устройствам для штамповки патрубков на крупногабаритных обечайках, и может быть использовано в энергетическом машино- 5 строении, при изготовлении сосудов, котлов и корпусов атомных реакторов и парогенераторов, а также в химической и нефтегазовой отраслях машиностроения.
Известно устройство для ковки-раскатки Ю обечаек вне штампового пространства пресс а, содержащее двуплечий рычаг, смонтированный на ползуне пресса, опору и матрицу (боек), установленные за пределами штампового пространства пресса 1.15
Устройство не позволяет получать нерадиальные патрубки из-за смеш.ения пуансона относительно оси матрицы под действием бокового усилия в процессе штамповки.20
Целью изобретения является обеспечение возможности штамповки нерадиальных патрубков путем предотвраш,ения увода пуансона в сторону короткой образуюш.ей патрубка.25
Поставленная цель достигается тем, что устройство снабжено установленной на матрице траверсой с цилиндрической для направле 1ия пуансона, а на
матрице со стороны короткой образующей нерадиального патрубка выполнены выступы, взаимодействующие с вертикальными плоскостями концов траверсы.
Кроме того, траверса со стороны, обращенной к матрице, имеет поверхность, спрофилированную в соответствии с внутренней поверхностью обечайки, и жестко закреплена на матрице от вертикального смещения, например, посредством колонок и клиньев.
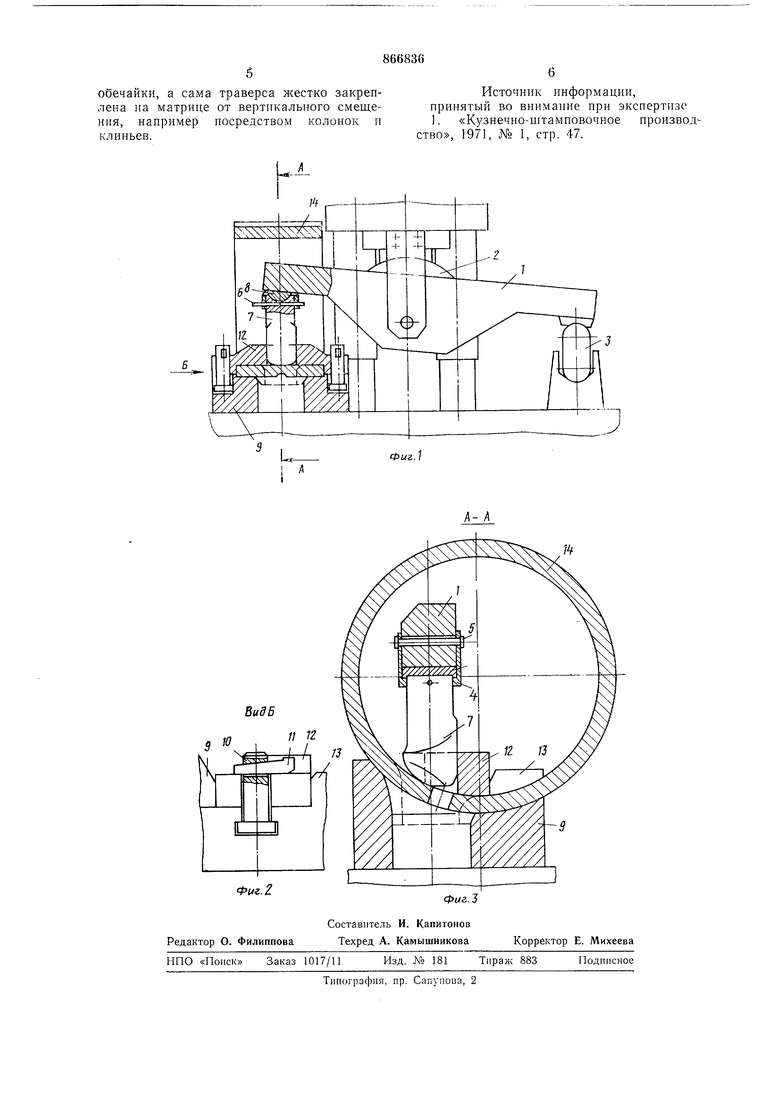
На фиг. 1 дан общий вид устройства; на фиг. 2 - вид по стрелке Б; на фиг. 3 - разрез А-А на фиг. I.
Устройство состоит из рычага 1, смонтированного на ползуне пресса с возможностью поворота рычага относительно шарнира 2. Один конец рычага опирается на опору 3, установленную вне щтампового пространства пресса, а на другом конце рычага закреплены обойма 4 с возможностью поворота вокруг оси 5. В обойме с помощью стержня 6 подвешен пуансон 7, имеющий на верхнем торце цилиндрическую поверхность выпуклостью вниз, взаимодействующую с цилиндрической поверхностью подпятника 8, установленного на рычаге. На матрице 9, закрепленной на столе пресса вне штампового пространства, в Т-образных пазах установлены колонки 10, предназначенные для центрпрования и крепления с помощью клиньев 11 закладной траверсы 12. Закладная траверса имеет профилированную нижнюю поверхность, соответствующую внутренней поверхности обечайки, и цилиндрическую выемку диаметром, равным диаметру пуансона. Концы траверсы взаимодействуют но вертикальным плоскостям с выступами 13, выполненными на матрице со стороны короткой образующей нерадиального патрубка по обе стороны обечайки.
Устройство работает следующим образом.
В исходном положении ползун пресса поднят в крайнее верхнее положение. Рычаг 1 одним концом опирается на опору 3, а другой конец рычага с обоймой 4, стержнем 6 и пуансоном 7 находится в верхнем положении, причем между пуансоном и поверхностью матрицы 9 имеется зазор, нревыщающий сумму толщин закладной траверсы 12 и стенки обечайки. Стол пресса с матрицей выдвинут из-под рычага.
Нагретая крупногабаритная обечайка 14 с отверстием под отбортовку мостовым краном устанавливается на матрицу 9, централизуется пазами в торцах обечайки по выступам на матрице (на чертеже не показаны). Закладная траверса i2 грузоподъемным приспособлением устанавливается внутрь обечайки, нрпчем концы траверсы взаимодействуют по вертикальным плоскостям с выступами, выполненными на матрице со стороны короткой образующей патрубка по обе стороны обечайки, и закрепляется на них с помощью колонок 10 и клиньев И так, что профилированная нижняя поверхность траверсы лежит на внутренней поверхности обечайки. После закрепления закладной траверсы стол пресса с матрицей перемещается в рабочее положение и пуансон, закрепленный на рычаге, заходит внутрь обечайки до совпадепия оси матрицы с осью пуансона. При ходе ползуна пресса вниз рычаг, опираясь одним концом на опору 3, установленную вне штампового пространства пресса, поворачивается относительно шарнира 2. Другой конец рычага с пуансоном опускается, пуансон заходит в цилиндрическую выемку закладной траверсы и направляется по ней. В момент соприкосновения пуансона внутренней поверхностью обечайки стержень 6 освобождается от нагрузки и удаляется. При дальнейщем опускании ползуна пресса пуансон, перемещаясь по выемке траверсы, производит отбортовку нерадиального патрубка (нерадиальный патрубок на фиг. 1 и 2 показан пунктиром). В процессе отбортовкп нерадиального патрубка возникает боковое усилие, направленное в сторону короткой образующей патрубка и смещающее пуансон относительно оси матрицы в сторону короткой образующей патрубка. Воспринимает это боковое усилие и предотвращает увод пуансона в сторону короткой образующей патрубка траверса, в цилиндрической выемке которой перемещается пуапсон в процессе щтамновки, а концы взаимодействуют но вертикальным плоскостям с выступами, выполненными на матрице со стороны короткой образующей
патрубка но обе стороны обечайки. Профилированная поверхность траверсы, закрепленной на матрице с помощью колонок и клиньев, предупреждает в процессе отбортовки от искажепия поверхность обечайки в зоне патрубка.
Процесс отбортовки заканчивается в момент выхода цилиндрического пояска пуансопа со стороны длинной образующей на патрубке. Ползун пресса с рычагом и
обоймой для пуансона поднимается, а пуансон остается внутри отбортованного патрубка, опираясь на стол пресса. Стол пресса возвращается в исходное положение, матрица выводится из-под рычага, закладная траверса удаляется из обечайки. Обечайка мостовым краном удаляется из матрицы. Пуансон подвешивается в обойме на рычаге с помон1,ью стержня. Установка готова к следующей отбортовке патрубка.
Преимуществом описанного устройства по сравнению с известными является возможность штамповки нерадиальных патрубков на особо крупногабаритных обечайках с наружным диаметром, превышающим размеры штампового пространства пресса на универсальном гидравлическом прессе простого действия с получением заданных размеров патрубка и неискаженными кромками в зоне отбортовки патрубка.
Формула изобретения
1.Устройство для штамповки патрубков на обечайках, содержащее двуплечий рычаг, смонтированный на ползуне пресса, опору и матрицу, установленные соответственно по обе стороны относительно оси рычага вне штамнового пространства пресса, а также пуансон, закрепленный на одном плече рычага, отличающееся тем, что, с целью обеспечения возможности штамповки нерадиальных патрубков путем предотвращения увода пуансона, оно снабжено установленной на матрице траверсой с цилиндрической выемкой для направления пуансона, при этом на матрице со стороны короткой образующей нерадиального патрубка выполнены выступы, взаимодействующие с вертикальными плоскостями концов траверсы.
2.Устройство по п. 1, от л и ч а ющееся тем, что поверхность траверсы со стороны, обращенной к матрице, имеет профиль, соответствующий внутренней поверхности;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки патрубков на крупногабаритных обечайках | 1975 |
|
SU783045A1 |
| Устройство к прессу для местного деформирования изделий | 1976 |
|
SU667283A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Способ изготовления патрубков на криволинейной поверхности | 1979 |
|
SU863057A1 |
| Штамп для горячей штамповки порош-КОВыХ зАгОТОВОК | 1979 |
|
SU846108A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
