1
Изобретение относится к обработке металлов давлением и может быть исполь- iOFSHHO в кузнечных цехах, изготавливающих крупные поковки свободной ковкой.
Цель изобретения - повышение безопасности процесса изготовления изделий путем исключения взаимного смещения полуколец при их разгибе и повышение производительности.
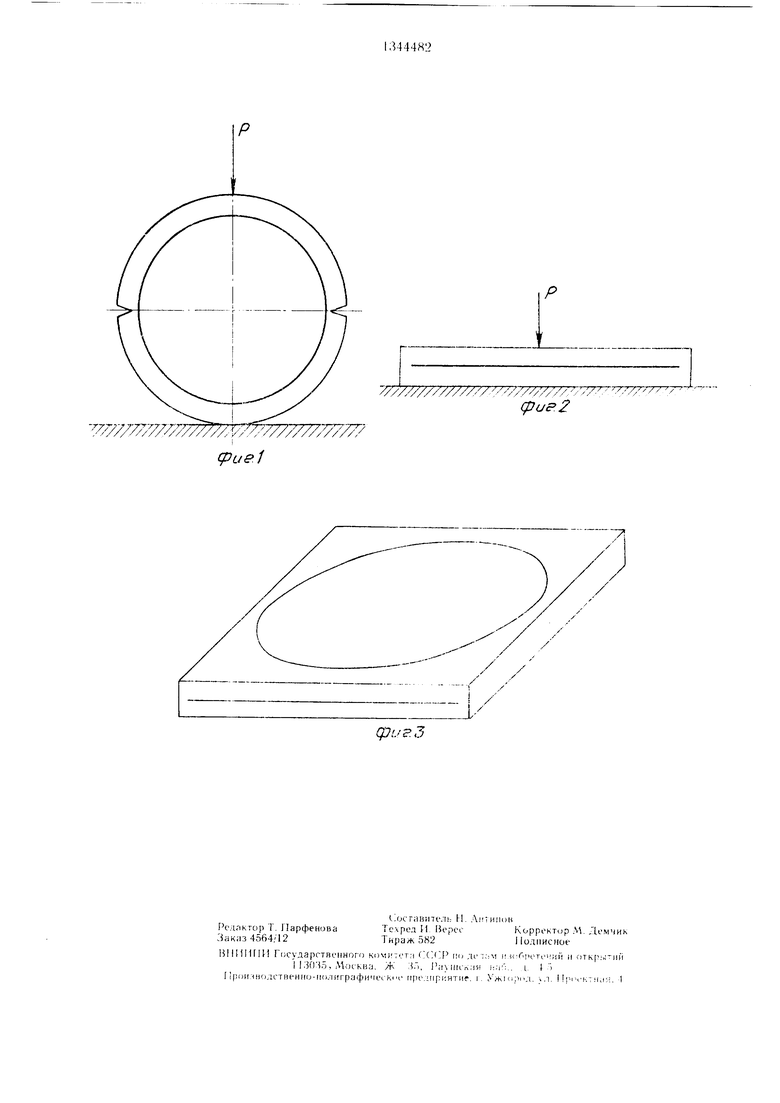
На фиг. I изображена обечайка с над- )убками; па фиг. 2 то же, после раз- гибки полуколец обечайки; на фиг. 3 - контур вырезаемого из заготовки изделия.
(люсоб осуществляют с. 1едующи.1 обраU1M.
На обечайке, полученной из слитка рас- KHTKoif, производят надрубку но образующим, лежащим в осевой плоскости. Надрубку осушестн.ляют как по наружной новерхпости (фиг. I), так и с двух стороп: наружпо п внутренней приблизительно на 3/4 то. ицины стенки обечайки, формируя пз обечайки два одинаковых полу- Ki).. к обечайке прикладывают , перпендикулярное плоскости надрубки, п пронз 0 1ят одновременную разгибку двух ()ван11ьг по.чуколец до и.х полного расп)ямления - до соприкосновения впугренних поверхностей (фиг. 2). Перемыч- км. )ставн1иеси при надрубке, под действием изгибающего момента работают как шастичс ский , т. е. сохраняют це- .кктпость заготовки н обеспечивают бес- препягс венное разгибание сформированных полуколец. Затем из образовавшейся плоской .чвойноГ за|-(У овки производят вырезку (фи 3), при этом происходит разделение на два изделия.
Bbi. ia изготовлена )товка дна на- ро енераго 1а размером iiOOOX ОООХ 140 мм, масса заготовки К) т. По техническим условиям загчгговка дна парогенератора до.1жпа быть кованой, чтобы обеспечить требуемые свойства, масса исходного слитка 32 т.
Из слитка ковали блок DXH 1300X X2000 мм. Затем производили посадку блока на ()() .мм и про1пивку отверстия D 8()() мм. Полученную полую поковку протягивали на оправке с размера Н 1700 мм до размера Н 3000 мм. Затем проводили ее раскатку до поковочных раз0
5
0
5
0
5
меров: 0. мм: ) мм; D.. 1980 мм, Н 3()00 мм Специальным топором на полученной обечайке производили надрубку по образуюпи1м в диаметральной н. юскости с об|)азо аннем двух 110,1уколец. Глубина надрубки 110 120 мм. В .местах надрубкн осгались пе)емычки 20 - мм. Все операции осунлествлнлись нрп нагреве до ковочн1)ГХ те.мнерату ;. На прессе. п)икладывая усилие 11е|)пен анкуляр- но плоскости надрубки. вго Ъ1чу1о осушест- лялн сг1люни1ванне обеча11км. Г1)н VTOM оставшиеся п()емычкп между . no/iy- кольцами (верхним и нижним ) шбота.П как иластическне И1арниры, препятствуя сменк нию каж.юго полукольца п обеснечи- безопасность работы. Х сн.ше разгиб- ки (сн. 11(иц|1 1а1П1я) за счет . М1)1чек уве- .1ичивае1ся пе (начи ге. 1ЬН() - на 5 8%. Нос.че оконча с.1Ь1(ой |)азгибки (С11,1юн1ива- П1Я) проводи. П огневую вы)ечк фигуркой iarornBb.il, при )| ом п).,1н сразу две la- |Ч)товкн с одно 1ременпым и.ч 11азде, 1епнем. f C. Ui ne(j6xo. uiMO по. П чспнс . .uii oToiiOK, (аЗ.а-л чпи- ос шести, IMKJT по ос- тавншмся с . сго;)он перемычкам.
Hpe. U iai aeMi.,iii способ обеспечивает па- лежность процесса рачгибкп 1В iio. iyKo- .len одновременпс;, i a| aii-i ируя 6e; ,o iacHocri. |)абог1,1. а также г. -. шчиваег прои (во.щ- ixMbiiocri, .1,1
рли/. . I 11Л . I i HIl
fлюсоб H().iy4ei:i i нзде.1ИЙ П (.и л чаГнчП. включающий ({нормирование двух nacix ii обе чайки, имеющих ф11р-м по. р.ччо. iv4i, ii irx сов- местную разгнбю, пра.1(1/К1-ния к
уси, 1ии iiepiicii.i:n .;чр1Г1 H.i u bioci м. раз де .(яюшей обечаЙ сл по;1ук 1,-|ьца, ог.тчто- щипс.ч тем, чгп, f цсмью иии.инеиия бс зонасностн проплчча ii.u Di ов.к пия )Г(. 1с.1ИЙ путем пск.иочепия и ... v N.щг ;;;) час- 0- тей обечайки iifni irx ра(гнбь:с и iioBbiHie- 1П1Я прои fBo. uiT( п. формпр):1, И1иг пос. |еДИИ (K VHICCI B 1Я1ОТ и; IpyOKoii n ir :ai Kn ilO
образующим. . п. Жашим в ot-евои ii. oi-костн. на г;|убину, бп.-цлпук) половины го. ицппы степки обечайки, а затем вьнголняют pai- делеиие полученного разгт)бк(11 H(),iy(j)a6- риката на два пзде.пия.
5
Р
//////////////// /// /7//// / -Л-
сри.2
W77777777777////7A i/77; 7//////7777/7 cpue.l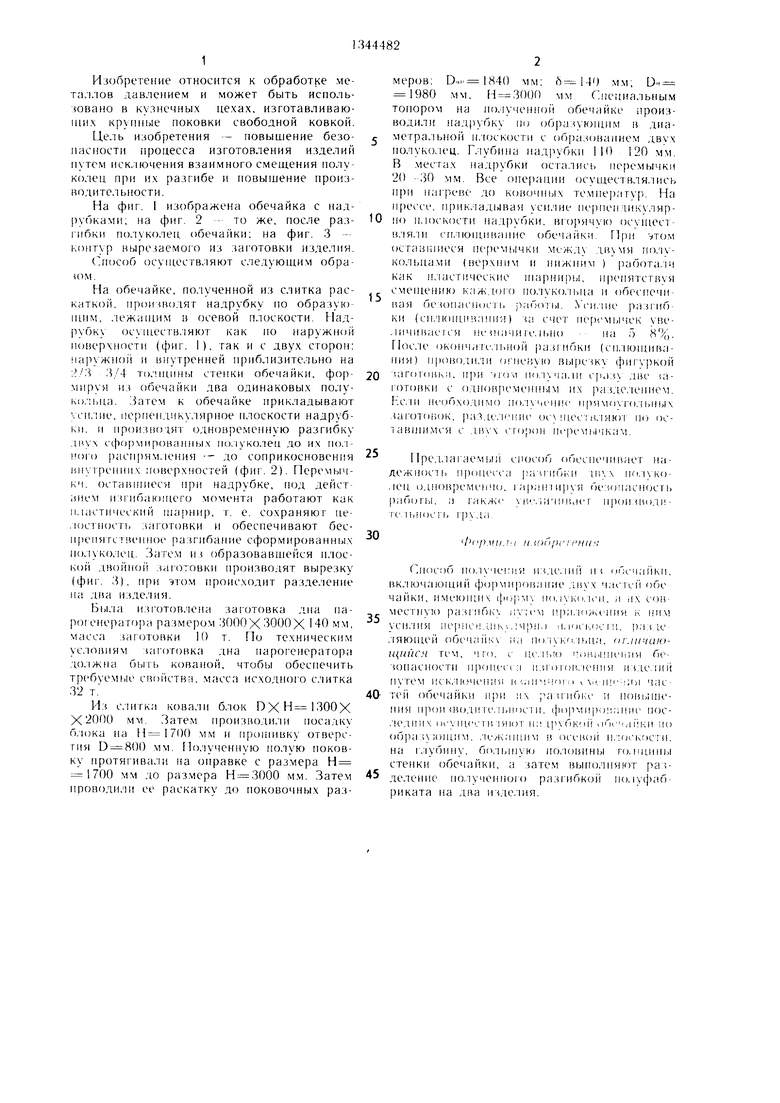
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоских изделий | 1988 |
|
SU1586837A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 1996 |
|
RU2093288C1 |
| Способ изготовления поковок типа пластин | 1988 |
|
SU1750827A1 |
| Способ изготовления поковок типа пластин | 1988 |
|
SU1794571A2 |
| Способ изготовления криволинейных деталей | 1979 |
|
SU863119A2 |
| Способ получения заготовок дисков | 1989 |
|
SU1697966A1 |
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ | 1992 |
|
RU2015785C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Инструмент для ковки слитка | 1987 |
|
SU1683854A1 |
Нчопретсн1|г о: ис-си гея к ковке крупных илоски.ч- иг делир и;ч слитков и может быть использовано в к.- 1 ичных це.хах, изготавливающих крупные поковки свободной ковкой. Целью изобретения является noBbiLue ние безопасности разгибки полуколец путем исключения взаимного смещения частей обечайки, полученных из обечаек. Для этого обечайку надрубают по образующим, лежащим в плоскости, перпендикулярной направлению разгибки. перемычки, оставшиеся при надрубке, под действием изгибающего момента работают как пластический щарнир и обеспечивают беспрепятственное разгибание сформированных полуколец Окончательное разделение осуществляют после разгибки. При этом получают два изделия. 3 ил. со j оо to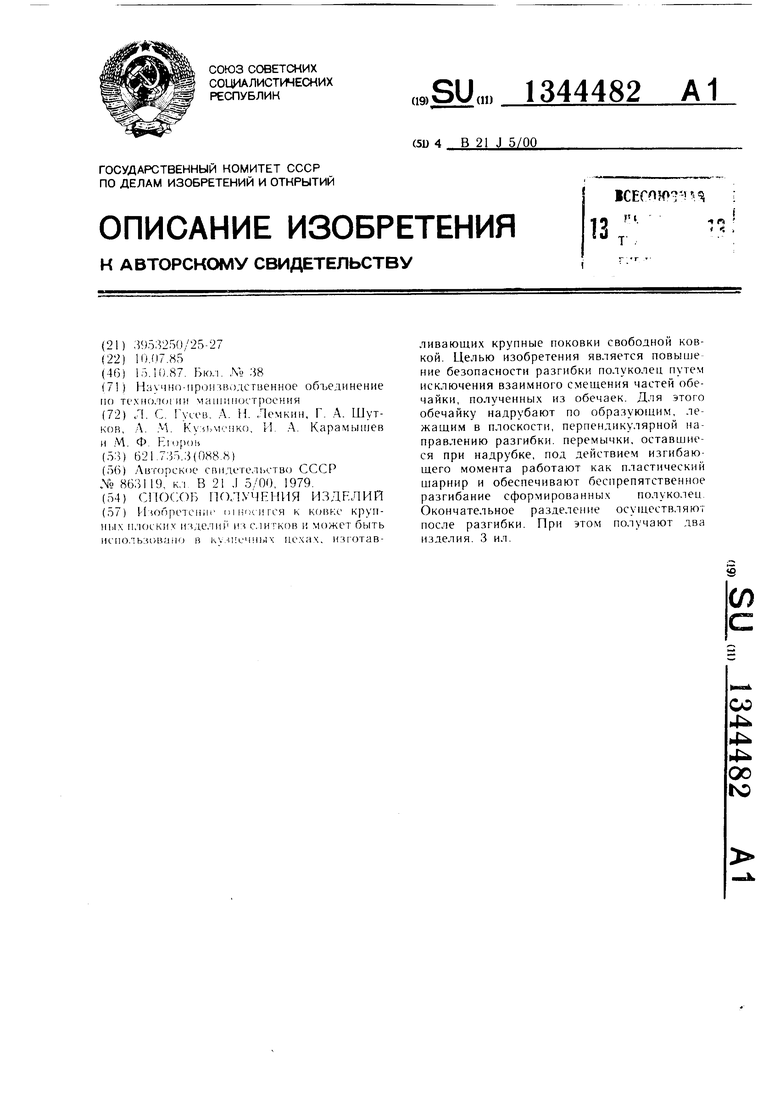
(риг.З
| Электрическая лампа накаливания, предназначенная для одновременного освещения и нагревания | 1927 |
|
SU8631A1 |
