при этом вибратор нирно на подвижной части механизма запрессовки 7 с возможностью включения и отключения конечными выключате
1346432 смонтирован шар- лями 82 и 83, один конечньш выклк1чатель - на подпружиненном штоке, другой - на неподвижной части механизма запрессовки. 7 ил.
1
Изобретение относится к устройствам для армирования керамических изделий, преимущественно опорных изоляторов, металлическими закладными деталями - арматурой при помощи затвердевающих связок о
Цель изобретения - повышение качества изделий за счет стабилизации высоты изделия.
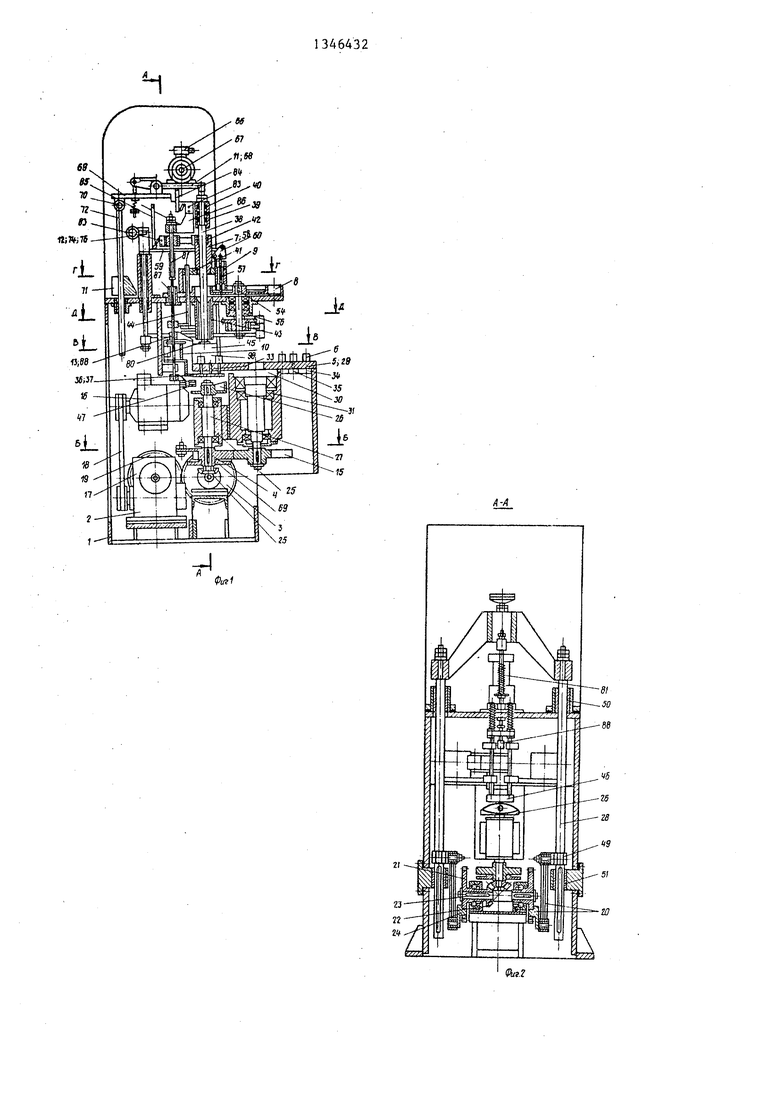
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б--Б на фиг. 1; на фиг. 4 - разрез В-В на фиг.1; на фиг. 5 - разрез Г-Г на фиг. 1 |на фиг. 6 - разрез Д-Д на фиг. 1 ; на фиг. 7 - контактное устройство для проверки высоты армируемого изделия. Установка для армирования керамических изделий .содержит станину 1, на которой смонтированы привод 2, прмежуточный контрпривод 3, контрпри- вод-4 стола, прворотньй стол 5 с механизмами 6 центрирования и фиксации, механизм 7 запрессовки (прижима), механизм 8 подачи арматуры, фиксатор 9 механизма подачи арматуры, привод 10 механизма центрирования и фиксации, вибратор 11, привод 12 механизма подачи арматуры, контактное устройство 13 для измерения высоты армируемого изделия, фиксатор 14 мальтийского механизма 15.
Привод установки состоит из электродвигателя 16, редуктора 7, клино- ременной передачи 18 и зубчатой шестерни 19..
Промежуточный контрпривод состоит из двух кривошипных механизмов 20, цилиндрического зубчатого колеса 21, конической шестерни 22, вала 23, помещенного в подшипниковых узлах 24. Контрпривод стола содержит коническую шестерню 25, копир 26,вал 27, помещенньш в подшипниковом узле 28.
Поворотньй стол установки состоит из планшайбы 29, вала 30, помещенного в подшипниковом узле 31,
тель - на подпружиненном штоке, другой - на неподвижной части механизма запрессовки. 7 ил.
Механизмы центрирования и фиксации, . установленные на поворотном столе, состоят каждьй из центрирующих и фиксирующих губок 32, закрепленных .
на осях 33, зубчатых шестерен 34, сопрягаемых с центральной приводной шестерней 35, поводка 36 с роликом 37.
Механизм запрессовки (прижима)
состоит из прессующей штанги 38, траверсы 39, в которой прессующая штанга подпружинена при помощи пружины 40, кронштейна 41, направляющей втулки 42, направляющей втулки 43
для подачи арматурь;:, иглодержателя 44, направляющих и центрирующих игл 45, подьемника 46 для подъема игл с роликом 47, двух приводных штанг 48 с пальцами 49, направляющих втулок 50
и 51.
Механизм подачи арматуры состоит из кассеты 52, фиксируемого диска 53, Оси 54, храпового механизма 55, подшипникового узла 56.
Фиксатор механизма подачи арматуры состоит из Щтока с коническим концом 57, корпуса 58, тяги 59, системы рычагов 60 и 61.
Привод механизма центрирования и
фиксации состоит из шарнирного рычага 62 с лыжей 63, пружинь 64 и упо- . ра 65 ограничителя хода шарнирного рычага с лыжей.
Вибратор состоит из электродвигателя 66, дисбаланса 67, шарнирной
плиты 68, кронштейна 69, компенсирующей пружины 70.
.Привод механизма подачи арматуры состоит из копира 71, тяги 72 для перемещения копира, вала 73 с рычагами 74 и 75 и роликом 76, тяги 77, пружины 78 и упора 79.
Контактное устройство для измерения высоты армирующего изделия состоит
из опорного штифта 80, подпружиненного штока 81 , конечных выключателей 82 и 83, двух упоров-пла
нок 84 и 85, кронштейна 86, направ ляюцей втулки 87 и кронштейна 88 дл крепления опорного штифта.
Фиксатор мальтиз 1ского механизма состоит из копира 89, ролика 90, ситемы рычагов 9, ролика 92 и пружины 93, оси 94 и корпуса 95.
Мальтийский механизм состоит из мальтийского креста 96 и водила 97. Армируемое изделие обозначено позицией 98,
Установка для армирования керамических изделий работает следующим образом.
При армировании армируемые изделия 98 рабочим - оператором или мехническим манипулятором устанавливаются на поворотный стол 5 между губками 32 механизмов 6 центрирования и фиксации.
Металлические закладные детали - арматура, которой армируются керамические детали, например фарфоровые опорные изоляторы 98, заблаговременно периодически загружаются оператором или подаются механическим манипулятором в ячейки кассеты 52.
В армируемые полости армируемых изделий 98 заблаговременно закладывается рабочим - оператором или при помоши механических устройств-дозаторов порции связки и укладываются компенсирующие прокладки. Эти операции (загрузка арматуры в кассету, закладка связки и укладка компенсирующих прокладок) не входят в состав операций, выполняемых непосредственно механизмами предлагаемой установки для армирования. I
Поворотный стол 5 от привода 2 приводится во вращение и перемещает армируемое изделие 98 с позиции на позицию. Вращение поворотного стола периодическое при помощи мальтийского механизма 15, приводящегося в движение от привода 2 посредством электродвигателя 16 через клиноременную передачу 18, редуктор 17, зубчатую шестерню 19, зубчатое колесо 21 промежуточного контрпривода 3.
При вращении поворотного стола 5 ролик 37 механизма 6 центрирования .и фиксации входит во взаимодействие с лыжей 63 привода 10. Усилием пружины 64 через шарнирньй рычаг 62 лыжа 63 нажимает на ролик 37 и, взаимодействуя с ним, поворачивает доводок 36 с роликом 37 и вршдает связанную с поводком 36 центральную при- воднзто шестерню 35 механизма 6 центрирования и фиксации. Шестерня 35 находится в зацеплении с зубчатыми шестернями 34, поворачивая эти шестерни, приводит в действие центрирующие и фиксирующие губки 32 посредством осей 10 33, при помощи ко торых губки 32 жестко связаны с шестернями 34.
Центрирующие и фиксирующие губки 32, поворачиваясь, центрируют и фиксируют армируемое изделие 98 на 5 рабб-цен позиции поворотного стола 5.
Упор 65 привода 10 механизма 6 центрирования и фиксации ограничивает ход (отклонение рычага 62 с лыжей 63 при выходе из взаимодействия 0 лыжи 63 с роликом 37, т.е. обеспечивает возвращение в исходное положение лыжи 63.
Поворотный стол 5 кинематически синхронно связан посредством звеньев 5 привода и контрприводов с остальными механизмами установки.
Во время поворота стола 5 с позиции на позицию при помощи мальтийского механизма 15 кривошипные механиз- 0 мь1 20 промежуточного контрпривода 3, сопряженные с пальцами 49 механизма 7 запрессовки, при помощи двух приводных штанг 48 перемещают траверсу 39 вверх. При перемещении травер- g сы 39 вверх поднимается копир 71 привода 12 механизма 8 подачи арматуры при помощи тяги 72, связанной с траверсой 39 через жестко закрепленньй на ней кронштейн 69 вибратдра 1I. Ко- 0 пир 71, взаимодействуя с роликом 76, посредством рычага 74 поворачивает вокруг своей оси вал 73 с рычагом 75, шарнирно сопряженным посредством тяги 77 с храповым механизмом 55 меха- 5 низма 8 подачи арматуры на одну позицию. При этом ячейка кассеты 52 с вложенной в нее деталью - арматурой, совмещается с отверстием втулки 43 механизма 7 запрессовки, и деталь - арматура выпадает из кассеты 52 во втулку 43. В период совмещения отверстия ячейки кассеты 52 с отверстием втулки 43 прессующая штанга 38 перемещается вверх, и ее нижний конец находится вне отверстия втулки 43 и не препятствует движению кассеты 52.
Фиксатор 9 механизма 8 подачи арматуры предназначен дпя точной -установки и фиксирования положения кассе-
0
5
ты 52 на рабочей позиции. Он приводится в действие от привода 12 механизма 8 подачи арматуры посредством рычага 74, тяги 59 и системы рычагов 60 и 61. Перед началом поворота кассеты 52 шток 57 с коническим концом фиксатора 9 выводится из гнезда фиксирующего диска 53 механизма 8 подачи арматуры, по окончании поворота кассеты 52 шток 57 своим кони- ческим концом вводится в коническое гнездо фиксирующего диска 53 и фиксирует положение кассеты 52 относительно отверстия втулки .43.
Для возвращения рычажной системы привода 12 механизма 8 подачи арматуры в исходное положение слулсит пружина-78.
Упор 79 предназначен для регулирования рабо.ты храпового механизма 55.
Прессуюй,ая штанга 38 механизма 7 запрессовки соединена с траверсой 39 через компенсирующую пружину 40. При движении траверсы 39 прессующая штан- га 38 совершает поступательно-воз- вратное движение за каждьш рабочий цикл установки.
Прессующая штанга 38, пройдя верхнюю точку, движется вниз, входит в отверстие втулки 43 сквозь отверстие в ячейке кассеты 52, ее нижний конец проходит втулку 43 и запрессовывает деталь - арматуру в полость армирующего изделия, погружая деталь - арматуру в связку, предварительно зало- женную в армируемую полость изделия. Компенсирующая прокладка, положенная также заблаговременно на связку, запрессовывается одновременно с деталью - арматурой, так как попадает между связкой и деталью - арматурой.
Компенсирующая пружина 40 предназначена для компенсации усилия прессования в момент прохождения прессующей штангой 38 нижней мертвой точки траектории движении кривошипных механизмов 20.
Для предотвращения недопустимого смещения детали - арматуры относительно оси армируемой полости армируемого изделия 98 направляющие и центрирующие иглы 45 механизма 7 запрессовки.
Для этого после поворота стола 5 на рабочую позицию запрессовки арматуры перед подачей арматуры во втулку 43 посредством подъемника 46, сочлененного с иглодержателем 44 и
взаимодействующего с копиром 26 контрпривода 4 стола посредством ролика 47, в армируемую полость со связкой вводятся игль 45, закрепленные на иглодержателе 44 на глубину, обеспечивающую направление и центрирование арматуры относительно оси армируемой полости изделия 98.
При движении прессующей щтанги 38 вверх после запрессовки арматуры, после ее выхода из зоны прессования иглы 45 при помощи копира 26 также выводятся из зоны прессования вверх.
При перемещении поворотного стола с заармированным изделием на следующую позицию происходит расфиксирова- ние изделия 98 механизмом 6 центрирования и фиксации, и заармированное изделие снимается со стола 5 установки.
Фиксатор 14 мальтийского механизма 15 предназначен для осуществления надежной фиксации поворотного стола 5 в период остановки.
Копир 89 фиксатора 14, взаимодействуя с роликом 90, через систему рычагов 9 посредством пружины 93 обеспечивает введение ролика 92 в паз мальтийского креста 96 мальтийского механизма 15, чем способствует зажиму мальтийского креста 96 между води- лом 97 и роликом 92, надежно фиксируя положение мальтийского креста и жестко сопряженного с ним вала 39, поворотного стола 5, что и обеспечивает фиксированное положение поворотного стола 5 на каждой рабочей позиции.
В начале движения ролик 92 выводится из паза мальтийского креста 96 копиром 89.
0 35 40
Пружина 40 механизма 7 запрессовки рассчитана на номинальные условия работы механизма запрессовки. В слу чае отклонений от номинальных условий, т.е. на случай, когда возможна недопрессовка арматуры в армируемые полости изделий 98, для допрессовки в установке предусмотрен вибратор 11,
Q которьм смонтирован на траверсе 39. Шарнирная плита 68 вибратора 11 установлена на кронштейне 69, закрепленном на траверсе 39 механизма 7 запрессовки. Дисбаланс 67 и компенси55 РУющая прулсина 70 дают возможность регулировать величину возмущающей .силы вибратора. Шарнирная плита 68 вибратора 11 своим свободным концом опирается на верхний конец прессующей
штанги 38 механизма 7 запрессовки и, таким образом, передает вибрацию на армируемое изделие..
Вибратор 1I включается только при ,недопрессовке арматуры и выключается когда арматура запрессована до требуемого размера в изделие 98, т.е. когда нижний конец прессующей штанги 38 своим торцом упрется в торец армируемого изделия 98.
Управление работой механизма 7 запрессовки и вибратором 11 осуществляется при помощи контактного устройства 13. Опорньй штифт 80 устройства 13 жестко соединен кронп1тейном 83 с подпружиненным штоком 81, которьпг смонтирован при помощи кронштейна направляющей втулки 42 и направляющей втулки 87 на неподвижных частях механизма 7 запрессовки. При опущенных в армируемую полость изделия иглах 45 механизма 7 запрессовки опорный штифт 80 пружиной подпружиненного штока 81 прижимается к верхнему торцу армируемого изделия 98. На верх- нем торце подпружиненного штока 81 при помощи кронштейна 86 закреплен конечньй выключатель 82, который, таким образом, находится на определенной высоте над уровнем торца арми- руемого изделия. Второй конечньй выключатель 83 стационарно установлен на кронштейне, жестко закрепленном на неподвижных частях механизма 7 прессования, например на втулке 42, которьш, таким образом, постоянно на- на одном уровне над поверхностью поворотного стола 5.
Одна упор-планка- 85 закреплена на
траверсе 39, в которой упор-планка 84 40 ройством для проверки высоты армируезакреплена на шарнирной плите 68 вибратора 1 1 . При нормальной запрессовке арматуры в армируемую полость изделия 88 обе упоры-планки 84 и 85 одновременно воздействуют на конечные выключатели 82 и 83, и вибратор II не включается в работу. При недопрессовке арматуры в армируемую полость изделия упор-планка 85 воздействует на
конечньй выключатель 83, а упор-план- 50 тель - на подпружиненном штоке, друка 84 не воздействует на конечньй выключатель 82, так как прессующая
штанга 38 не пришла в свое нижнее конечное положение, а так как на ее верхний конец опирается шарнирная плита 68 вибратора 11,то и эта плита приподнята и упор-планка 84 не достает до конечного выключателя 82. При этом включится в работу вибратор и будет работать до запрессовки арматуры в армируемую полость изделия до требуемого размера по высоте.
Вибратор 1 выключится из работы, как только нижний торец прессующей штанги 38 упрется в верхний торец армируемого изделия, торец прессующей штанги и упор-планка 84 воздействует на конечный вьжлючатель 82.
Перед перемещением заармированно- го изделия с позиции напрессовки арматуры опорньй штифт 80 контактного устройства 13 приподнимается над верхним торцом заармированного изделия при помощи подъемника 46 механизма 7 запрессовки.
Формула изобрет ения
Установка для армирования керамических изделий, coдepжaп aя станину, смонтированные на ней привод, пово- ротньй стол с механизмом центрирования и фиксации изделий, механизм подачи и механизм запрессовки арматуры с подвижной и неподвижной частями, вибратором, отличающая- с я тем., что, с целью повьштения качества изделий за счет стабилизации высоты изделия, механизм запрессовки арматуры снабжен контактным устмого изделия, выполненным в виде подпружиненного штока, регулируемого по высоте опорного штифта, двух нажимных упоров и двух конечных выклю- чателег, при этом вибратор смонтирован шарнирно на подвижной части механизма запрессовки с возможностью включения и отключения конечными выключателями, один конечньй выключагои - на неподвижной запрессовки.
части механизма
J.
К-А
Фиг2
96
fft
91 ff.55
Stf
иг.З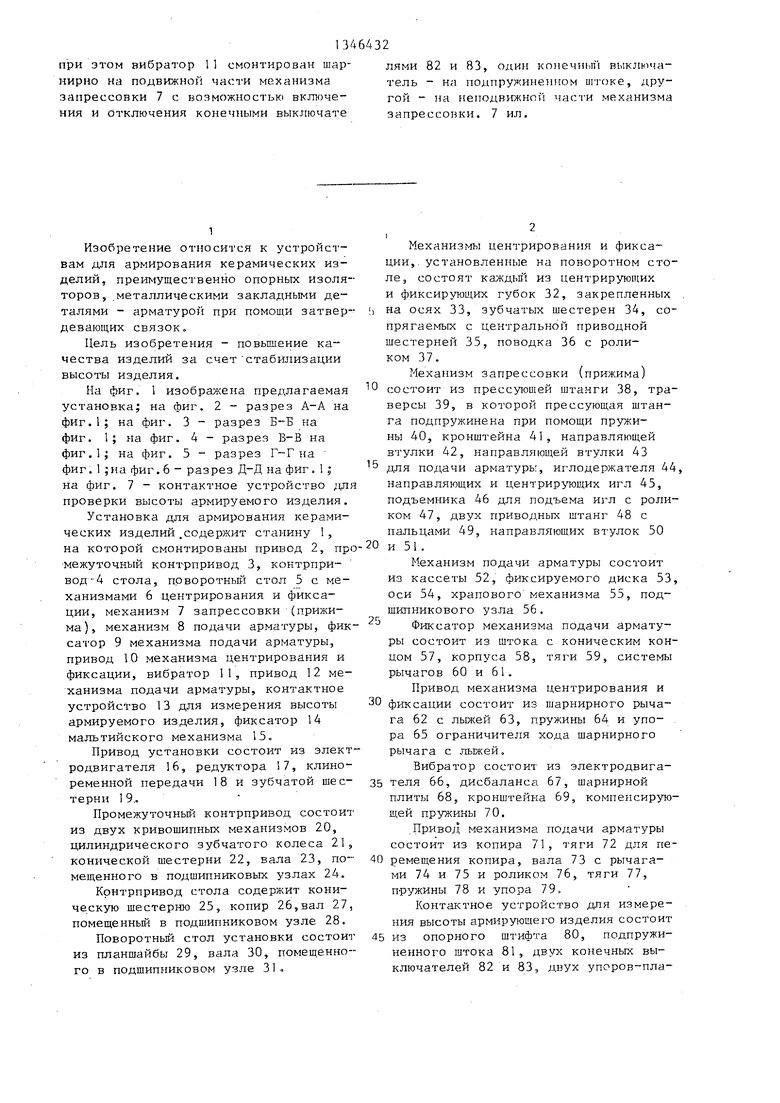



| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Устройство для вырубки изделий из листового и ленточного материалов | 1978 |
|
SU753670A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| Автомат для сборки наконечников гибких шлангов | 1984 |
|
SU1186454A1 |


Изобретение относится к устройствам для армирования керамических изделий, преиму1чественно опорных изоляторов, металлическими закладными деталями - арматурой при помощи за твердевающих связок. Изобретение позволяет повысить качество изделий за счет стабилизации высоты изделия благодаря тому, что механизм запрессовки 7 арматуры снабжен контактным устройством 13 для проверки высоты арматурного изделия 98, выполненного в виде подпружиненного штока 81, регулируемого по высоте опорного штифта 80, двух Нсшимных упоров 84 и 83 и двух конечных выключателей 82 и 83, 6f сл со NU О5 N( .7
в-В
98
29
S5
Редактор В.Данко
Составитель В.Косарев Техред М.Двдык
Закдз 5080/14 Тираж 524 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор А.Обручар
