(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕНТРИФУГИРОВАННЫХ ИЗДЕЛИЙ С ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ АРМАТУРОЙ
1
Изобретение относится к производству изделий сборного бетона и железобетона.
Известны формь для изготовления трубчатых изделий из бетонных смесей, состоящие из двух полуформ, установленных вертикально на поддоне. Для скрепления полу- 5 форм на верхние торцы одевается кольцо 1.
Такие формы не могут быть использованы для производства, труб методом центрифугирования, так как кольцо не обеспечивает силового сжатия полуформ и не смо- ю жет исключить раскрытие полуформ под действием центробежной силы.
Наиболее близкой из известных к предлагаемой является форма для изготовления центрифугированных изделий с предварительно напряженной арматурой, содержа- 5 шая полуформы, контактирующие друг с другом продольными фланцами, приспособление стягивания их с натяжными винтами и оголовники вершины и комля 2.
Однако указанная форма характеризует- 20 ся недостаточной надежностью и неудобством ее в обслуживании.
Цель изобретения - повышение надежности и удобства эксплуатации.
Указанная цель достигается тем, что в форме для изготовления центрифугированных изделий с предварительно напряженной арматурой, содержащей подуформы, контактирующие друг с другом продольными фланцами, приспособление стягивания их с натяжн ми винтами и оголовники вершины и комля, приспособление для стягивания полуформ выполнено в виде сблокированных попарно и контактирующих друг с другом коническими поверхностями разрезного и неразъемного колец, закрепленных соответственно на торцах полуформ и оголовниках вершины и комля, причем натяжные винты установлены на неразъемном кольце оголовника комля и соединяют последнее с разрезным кольцом соответствующего торца полуформ.
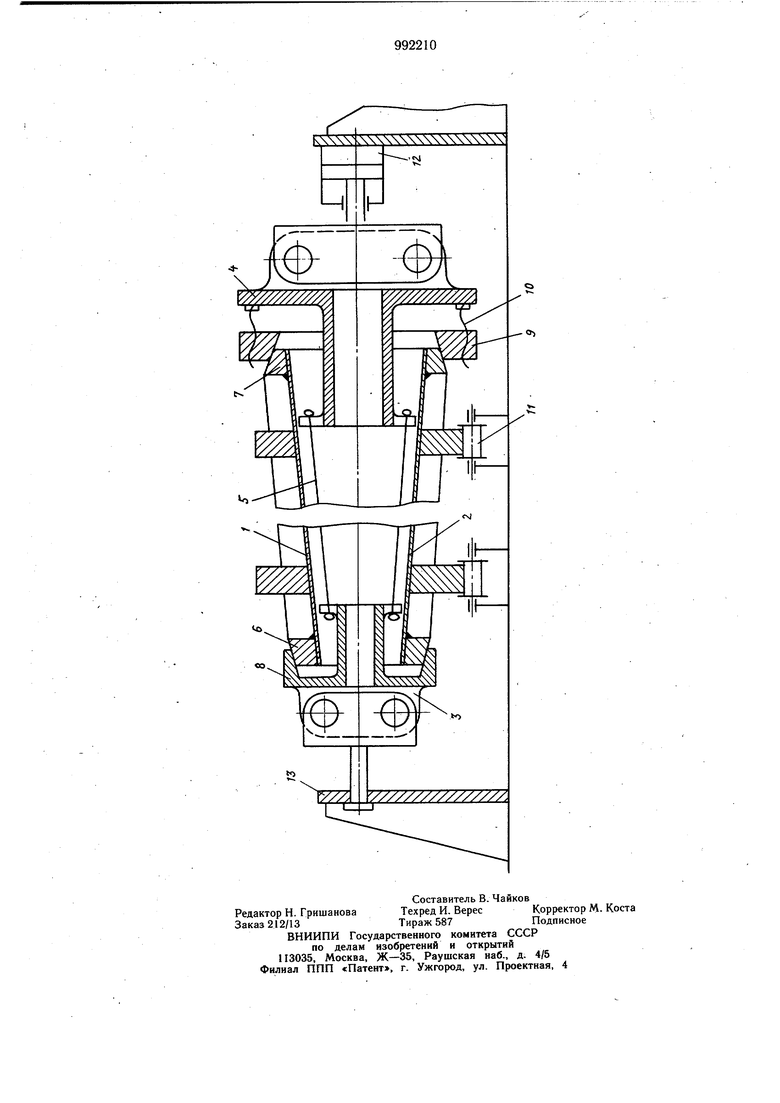
На чертеже схематично изображена форма для изготовления центрифугированных изделий с предварительно напряженной арматурой, общий вид.
Форма для изготовления центрифугированных изделий с предварительно-напряженной арматурой состоит из полуформ 1 и 2 с оголовниками вершины 3 и ко.мля 4 для натяжения арматуры 5.
На торцах полуформ 1 и 2 закреплены части разрезных колец 6 и 7, приспособления для стягивания полуформ 1 и 2, которые коническими поверхностями контактируют с неразъемными кольцами 8 и 9, закрепленными соответственно на оголовниках вершины 3 и комля 4, причем на кольце 9 установлены винты 10, соединяющие его с разрезным кольцом 7.
Работает форма для изготовления центрифугированных изделий с предварительно напряженной арматурой следующим образом.
На опорные ролики 11 стенда для натяжения арматуры устанавливают полуформ.у 2, укладывают в нее стержневую арматуру, закрепляя ее в оголовниках 3 и 4, натягивают арматуру с помощью домкрата 12, затем производят укладку бетонной смеси.
После этого опускают с помощью крана (не показан) полуформу I на нижнюю 2 полуформу таким образом, чтобы торец формы с кольцом 6 вощел в кольцо 8 оголовника 3. Затем снимают усилие натяжения стержневой арматуры 5, в результате чего арматура, стремясь возвратиться в исходное положение, потянет оголовник 4; который через винты 10 нажмет на кольцо 9, вследствие чего кольцо 7 своей наружной конической поверхностью плавно войдет в кольцо 9, а под нажимом оголовника 4 торец формы с кольцом 6 войдет в кольцо 8 оголовника 3, зафиксированного в упоре 13, прочно обеспечивая стягивание полуформ 1 и 2.
Использование предлагаемой формы для изготовления центрифугированных изделий с предварительно напряженной арматурой позволяет облегчить условия работы обслуживающего персонала и обеспечить технику безопасности для него.
Формула изобретения
Форма для изготовления центрифугированных изделий с предварительно напряженной арматурой, содержащая полуформы, контактирующие друг с другом продольными фланцами, приспособление стягивания их с натяжными винтами и оголовники верщины и комля, отличающаяся тем, что, с целью повыщения надежности и удобства эксплуатации, приспособление для стягивания полуформ выполнено в виде сблокированных попарно и контактирующих друг с другом коническими поверхностями разрезного и неразъемного колец, закрепленных соответственно на торцах полуформ и оголовниках верщины и комля, причтем натяжные винты установлены на неразъемном кольце оголовника комля и соединяют последнее с разрезным кольцом соответствующего торца полуформ.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 252896, кл. В 28 В 21/80, 1970.
2.Авторское свидетельство СССР № 710809, кл. В 28 В 21/80, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемная форма для изготовления центрифугированных изделий из бетонных смесей | 1976 |
|
SU710809A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей центрифугированием | 1981 |
|
SU1009776A1 |
| Форма для изготовления изделий из бетонных смесей центрифугированием | 1985 |
|
SU1433823A1 |
| Форма для изготовления тел вращения из бетонных смесей | 1979 |
|
SU870157A1 |
| Форма для изготовления трубчатых изделий | 1980 |
|
SU944940A2 |
| Форма для изготовления трубчатых изделий | 1983 |
|
SU1135664A2 |
| Форма для изготовления железобетонных изделий | 1986 |
|
SU1785905A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Бетоноукладчик | 1984 |
|
SU1175716A2 |
| Загрузочный конус | 1989 |
|
SU1694265A2 |