Изобретение относится к производству железобетонных конструкций и может быть использовано на предприятиях строительной индустрии при изготовлении центрифугированием длинномерных железобетонных изделий типа опор линий электропередач, наружного освещения, контактной сети, связи и др. конструкций преимущественно в неразъемных формах.
Цель изобретения - снижение трудоемкости подготовки формы.
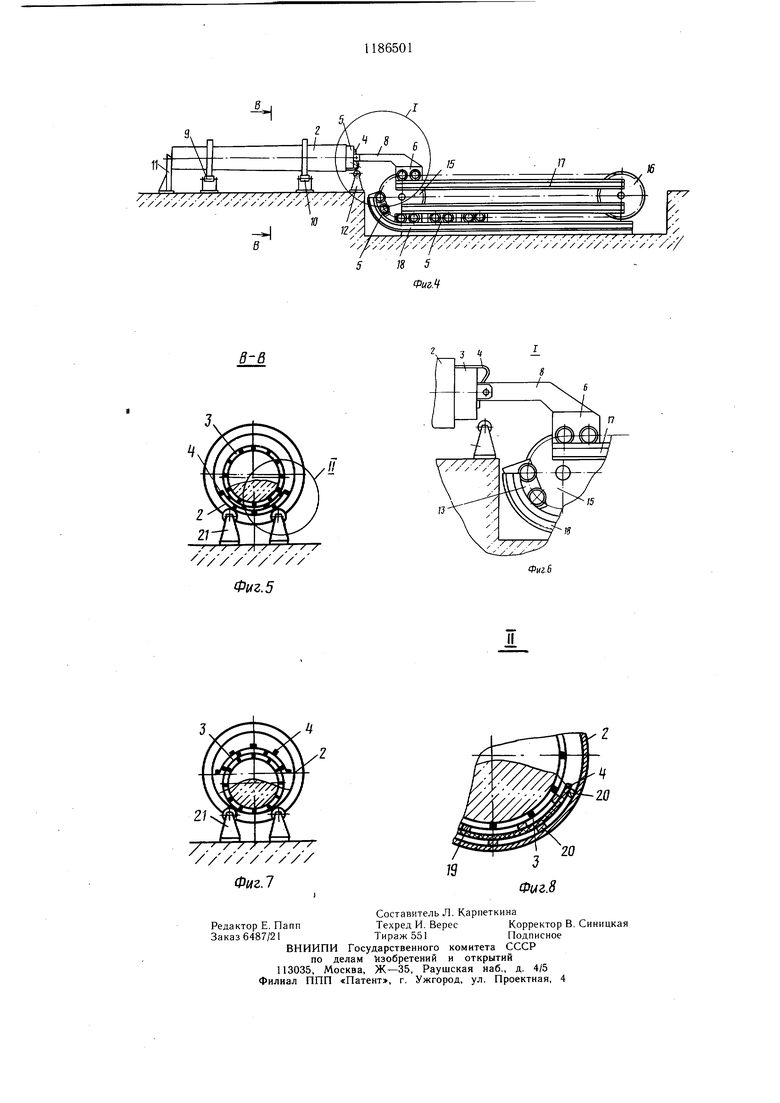
На фиг. 1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4- установка после снаряжения формы, общий вид; на фиг. 5 - разрез В-В на фиг. 4(ао поворота формы);на фиг. 6 - узел I на фиг. 4; на фиг. 7 - поперечный разрез после поворота формы; на фиг. 8 - узел II на фиг. 5.
Установка для снаряжения формы при производстве центрифугированных трубчатых изделий содержит ложемент 1 для формы 2 и приспособление для подачи в форму арматурного каркаса 3 и бетонной смеси с эластичным лотком 4. Приспособление для подачи арматурного каркаса выполнено с тележками 5 и 6, связанными между собой при помощи двухветвевой возвратно-поступательной цепной передачи 7, а последняя тележка 6 имеет упор 8 с захватом. Форма 2 выполнена неразъемной конструкции с опорными бандажами, упорными торцовыми фланцами и оголовниками. Ложемент 1 формы 2 имеет роликовые опоры 9 и 10, неподвижный упор 11 и поддерживающую желобчатую роликовую опору 12.
Двухветвевая цепная передача содержит многосекционное желобчатое основание из тележек 5 с опорными желобами 13, тележку 6 с упором 8 с захватом, реверсивный привод 14 с приводной звездочкой 15 и натяжной 16, тяговую роликовую цепь, одинарные верхние направляющие 17 и двойные нижние 18. Эластичный лоток 4 с обеих
сторон имеет продольные полозки 19 и 20 в виде антифрикционных направляющих, выполненных из полиуретана. Роликовая опора 10 выполнена с приводом 21 для поворота формы 2.
Установка работает следующим образом. В исходном положении форма 2 уложена на роликовые опоры 9 и 10. Контактируя с неподвижным упором 11, тележки 5 с опорными желобами 13 на верхней ветви цепной передачи образуют многосекционное желобчатое основание с уложенным на нем эластичным лотком 4, на который укладывают арматурный каркас 3 с оголовниками. Концы эластичного лотка 4 закрепляют за арматурный каркас 3 и на эластичный лоток равномерно по длине укладывают бетонную смесь в объеме на одно изделие. При помощи привода 14 тележки 5, передвигаясь сначала по направляющим 17, поочередно опускаются по направляющим
18 на нижнюю ветвь цепной передачи, при этом арматурный каркас 3 и бетонная смесь на эластичном лотке 4, опираясь на поддерживающую роликовую опору 12, вводится внутрь формы 2, а эластичный лоток полозками 20 скользит по внутренней поверхности формы 2. Ввод эластичного лотка с арматурным каркасом 3 и бетонной смесью заканчивается при помощи упора 8 с захватом последней тележки 6 двухветвевой цепной передачи. Форма 2 с введенными на эластичном лотке арматурным каркасом 3 и
бетонной смесью приводом 21 роликовой опоры поворачивается на полоборота, при этом эластичный лоток освобождается от бетонной смеси. Отсоединяют оба конца эластичного лотка 4 от арматурного каркаса 3 и при помощи реверса привода 14 тележки 6 и 5 возвращаются на верхнюю ветвь двухветвевой цепной передачи, извлекая эластичный лоток формы 2 при помощи сцепного устройства на упоре с захватом. Эластичный лоток 4 полозками 20 ложится на желобчатое основание 13 тележек 5 обратной стороной.
Б-Б
Фмг.2
17
18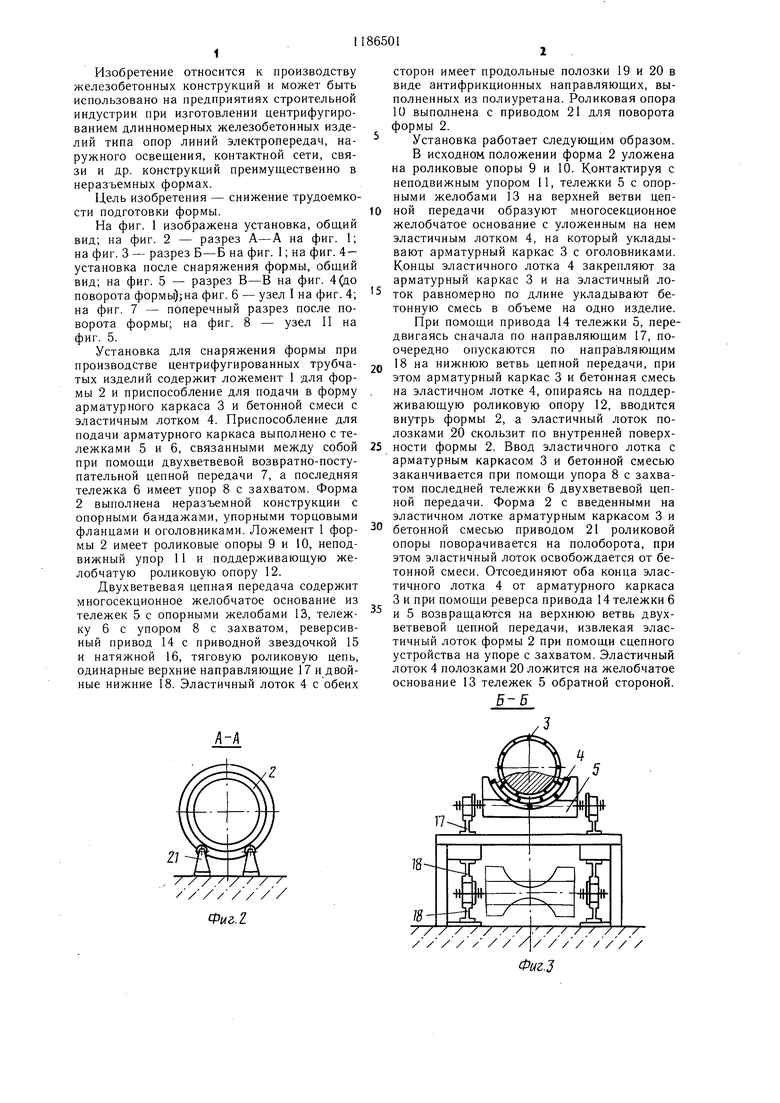
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для снаряжения формы при производстве центрифугированных трубчатых изделий | 1985 |
|
SU1289682A1 |
| Способ изготовления длинномерных центрифугированных железобетонных изделий | 1981 |
|
SU1057296A1 |
| УСТРОЙСТВО ЗАПАСОВОЧНОЕ ДЛЯ ЗАПАСОВКИ МНОГОСЕКЦИОННЫХ ВНУТРИТРУБНЫХ ДЕФЕКТОСКОПОВ | 2014 |
|
RU2572127C1 |
| Установка для снаряжения формы при производстве центрифугированных трубчатых изделий | 1991 |
|
SU1825738A1 |
| Устройство для уборки обслуживающих площадок коксовых печей | 1989 |
|
SU1698271A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| Устройство для контактной сварки арматурных каркасов | 1982 |
|
SU1178558A1 |
| АРМАТУРНЫЙ КАРКАС ЖЕЛЕЗОБЕТОННЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1993 |
|
RU2033506C1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1977 |
|
SU711259A1 |
| Устройство для непрерывного изготовления плоских арматурных сеток | 1989 |
|
SU1622100A1 |
УСТАНОВКА ДЛЯ СНАРЯЖЕНИЯ ФОРМЫ ПРИ ПРОИЗВОДСТВЕ ЦЕНТРИФУГИРОВАННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ, содержащая ложемент для формы и приспособление для подачи в последнюю арматурного каркаса и бетонной смеси с эластичным подвижным лотком, отличающаяся тем, что, с целью снижения трудоемкости подготовки формы, приспособление для подачи арматурного каркаса и бетонной смеси в форму выполнено с тележками, связанными между собой при помощи двухветвевой возвратнопоступательной цепной передачи, причем последняя тележка имеет упор с захватом, контактирующим с торцом арматурного каркаса формы. 00 О) ел
3-е
/// ////// Фиг. 5
Фмг.6
| Способ изготовления длинномерных центрифугированных железобетонных изделий | 1981 |
|
SU1057296A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
