Известны штампы для безоблойной штам-повки державок твердосплавных ножей. Однако конструкции штампов подобного рода обычно не обеспечивают достаточную их стойкость, а также не позволяют .избежать закругления граней гнезда для ножа, что приводит к браку вследствие образования зазора, не заполняемого припоем.
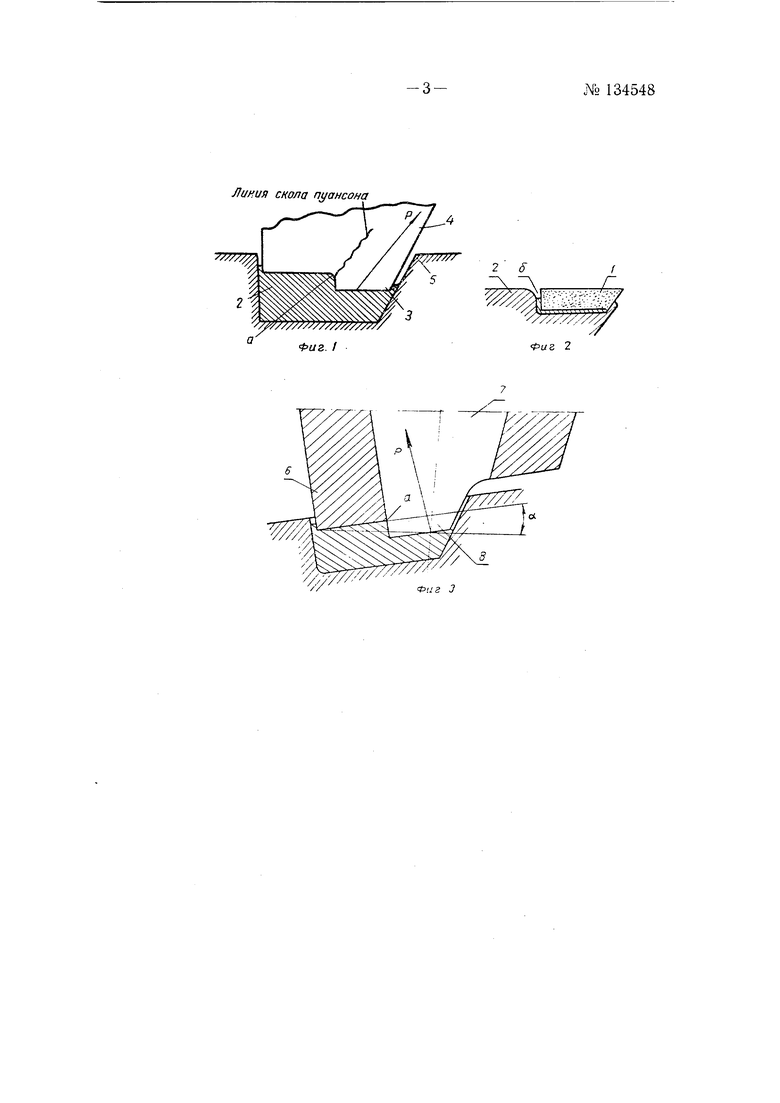
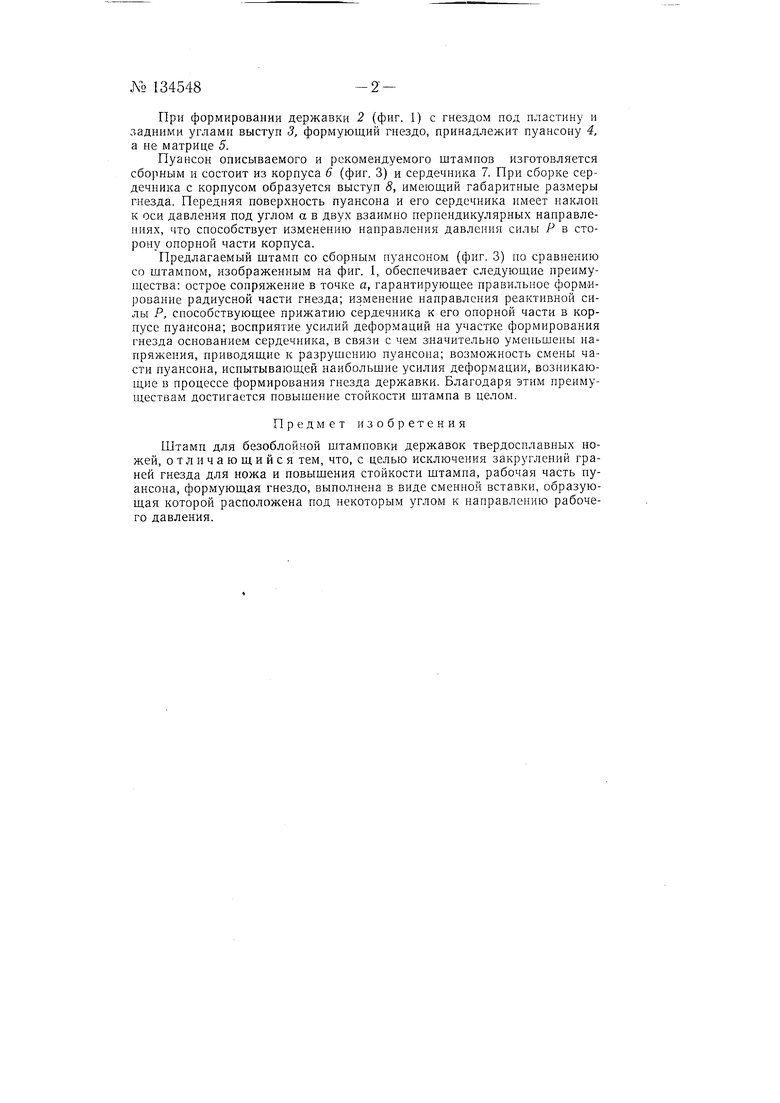
На фиг. 1 схематически изображен штамп с монолитным пуансоном; на фиг. 2-державка с припаянным к ней ножом; на фиг. 3-штамп с пуансоном, снабженным сменной вставкой.
Попытки получения штамповки с гнездом посредством монолитного пуансона, имеющего выступ по форме гнезда, не дают положительных результатов по следующим причинам.
В точке а (фиг. 1) монолитного пуансона практически невозможно получить острое сопряжение, которое необходимо правильного сочетания твердосплавной пластинки с гнездом. В этой точке обычно имеет место сопряжение по радиусу, вследствие чего штампуемая державка получается с закруглением (фиг. 2). Однако даже при наличии закругления в точке а получаются большие напряжения на пуансоне в процессе его термообработки, что приводит к трещинам и браку. Кроме того, высокие напряжения появляются в. процессе штамповки от действующей на выступ пуансон силы Р. что приводит к сколу выступа и аварийному износу пуансона.
При формировании державок с закруглением (фиг. 2) между твердосплавной пластинкой 1 и державкой 2 образуется зазор б, который на операции напайки не запол-няется припоем, что приводит к браку.
В описываемом штампе этот недостаток устранен тем, что рабочая часть пуансона, формующая гнездо для дожа, выполнена в виде с.менной вставки, образующая которой расположена под некоторым углом к направлению рабочего давления№ 134548-2При формировании державки 2 (фиг. 1) с гнездом под пластину и задними углами выступ 3, формующий гиездо, принадлежит пуансону 4, а не матрице 5.
Пуансон описываемого и рекомендуемого штампов изготовляется сборным и состоит из корпуса 6 (фиг. 3) и сердечника 7. При сборке сердечника с корпусом образуется выступ 8, имеющий габаритные размеры гнезда. Передняя поверхность пуансона и его сердечника имеет наклон к оси давления под углом а в двух взаимно перпендикулярных направлениях, что способствует изменению направления давления силы Р в сторону опорной части корпуса.
Предлагаемый штамп со сборным пуансоном (фиг. 3) но сравнению со штампом, изображенным на фиг. 1, обеспечивает следующие преимущества: острое сопряжение в точке а, гарантирующее правильное формирование радиусной части гнезда; изменение направления реактивной силы Р, способствующее прижатию сердечника к его опорной части в корпусе пуансона; восприятие усилий деформаций на участке формирования гнезда основанием сердечника, в связи с чем значительно уменьшены напряжения, приводящие к разрушению пуансона; возможность смены части пуансона, испытывающей наибольшие усилия деформации, возникающие в процессе формирования гнезда державки. Благодаря этим преимуществам достигается повышение стойкости щтампа в целом.
Предмет изобретения
Штамп для безоблойной штамповки державок твердосплавных ножей, отличающийся тем, что, с целью исключения закруглений граней гнезда для ножа и повышения стойкости штампа, рабочая часть пуансона, формующая гнездо, выполнена в виде сменной вставки, образующая которой расположена под некоторым углом к направлению рабочего давления.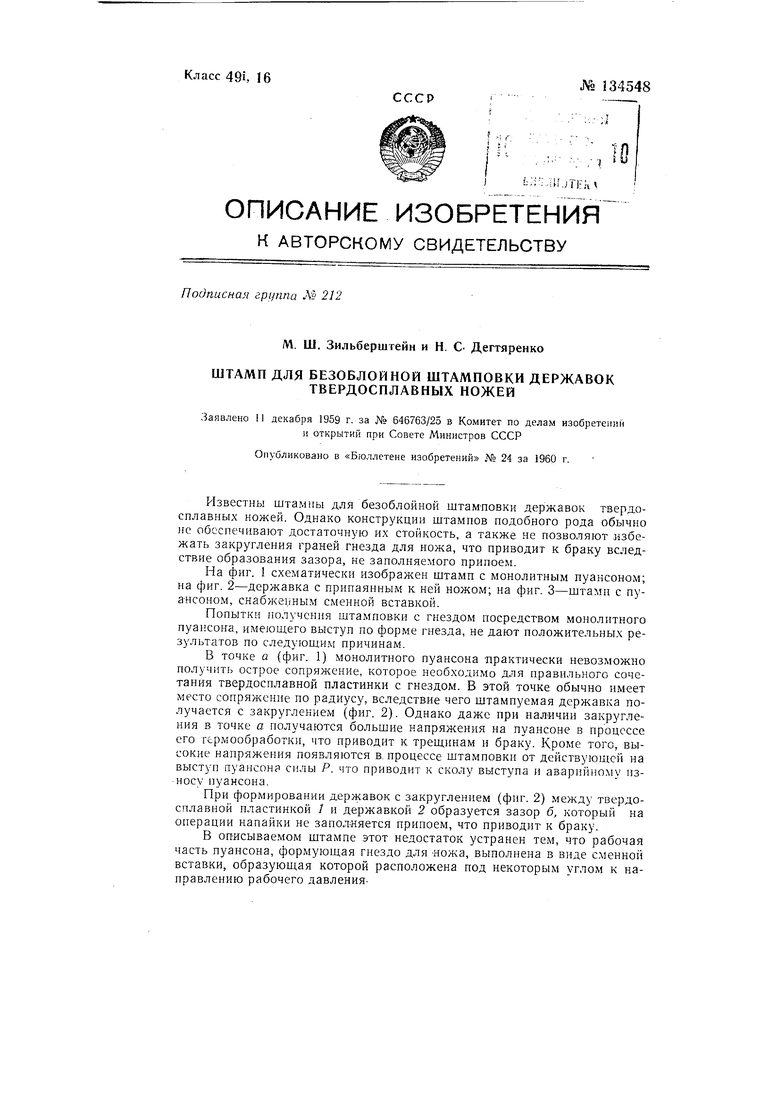
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ПОВОРОТНЫХ РЕЗЦОВ | 2016 |
|
RU2626481C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |