Изобретение относится к обработке металлов давлением, а именно к станам поперечной прокатки труб и трубчатых изделий переменного сечения. Известно устройство для ротационного выдавливания, содержащее переднюю бабку со шпинделем и установленную в нем оправку, суппорт с давильным инструментом, заднюю бабку с при жимом. Для предварительной формовки бурта на заготовке устройство снабже но двумя приводными рсщиально устано ленными на суппорте упорами, а прижи выполнен в виде формующего пуансона Ci Недостатком указанного устройства является низкая точность прокатываемых изделий вследствие того, что пре дварительное получение технологического бурта осуществляется без врсодения оправки, а это приводит к неравномерной деформации металла и к смещению оси бурта относительно оси заготовки , что в свою очередь обуславливает при прока тке дополнительное наведение овальности и разностенности на изделиях. Кроме того, указанное устройство имеет ограничение технологического характера, заключающееся в том, что на заготовках с толстой стенкой (1020 мм) сформовать технологический бурт практически невозможно, так как требуются очень большие осевые усилия (200-250 тс). Это обстоятельство требует значительного увеличения габаритов устройства, его веса, а также увеличения в несколько раз мощности насосно-аккумуляторной станции. Наиболее близким к предлагаемому является стан для изготовления полых профильных изделий, содержащий установленную в станине подвижную рабочую клеть с валками и съемником изделий, механизм вращения оправки и загрузочно-разгрузочное устройство Г2. Недостаток известной конструкции стана заключается, в том, что получение технологического бурта (дна) перед прокаткой требует дополнительного оборудования (пресса).Следствием этого является снижение точности изделий, так как получение переднего бурта заготовки производится на одном инструменте &1уансоне пресса) , а прокатка - на другим (оправке стана). Поэтому незначительное (в пределах 0,5 мм) смещение отштампованного заготовки относительно оси прокатки приводит к наведению продольной ., й поперечной разностенности, повышению овальности и разбросу размеров иаметров изделий (до 1,5 мм). Для устранения этого недостатка требуется дополнительная операция на механическом оборудовании или специальная операция в калибровочной клети.
Другим недостатком данной конструкции стана является то, что необходимый для получения заготовки пресс и передающие устройства занимают значительную производственную площадь (около 100 м), которая используется нерационально, так как предназначена для установки оборудования осуществляющего операцию, аналогичную операции, проводимой в стане поперечной прокатки.
Цель изобретения - повышение точности изготовления и снижение себестоимости изделий.
Поставленная цель достигается тем, что стан поперечной прокатки снабжен установленными на станине между.рабочей клетью и механизмом вращения оправки патроном для размещения заготовки, связанным с хвостовиком оправки и приводом возвратно-поступательного перемещения патрона вдоль оси прокатки, причем связь патронас хвостовиком оправки осуществлена посредством шлицевого соединения.
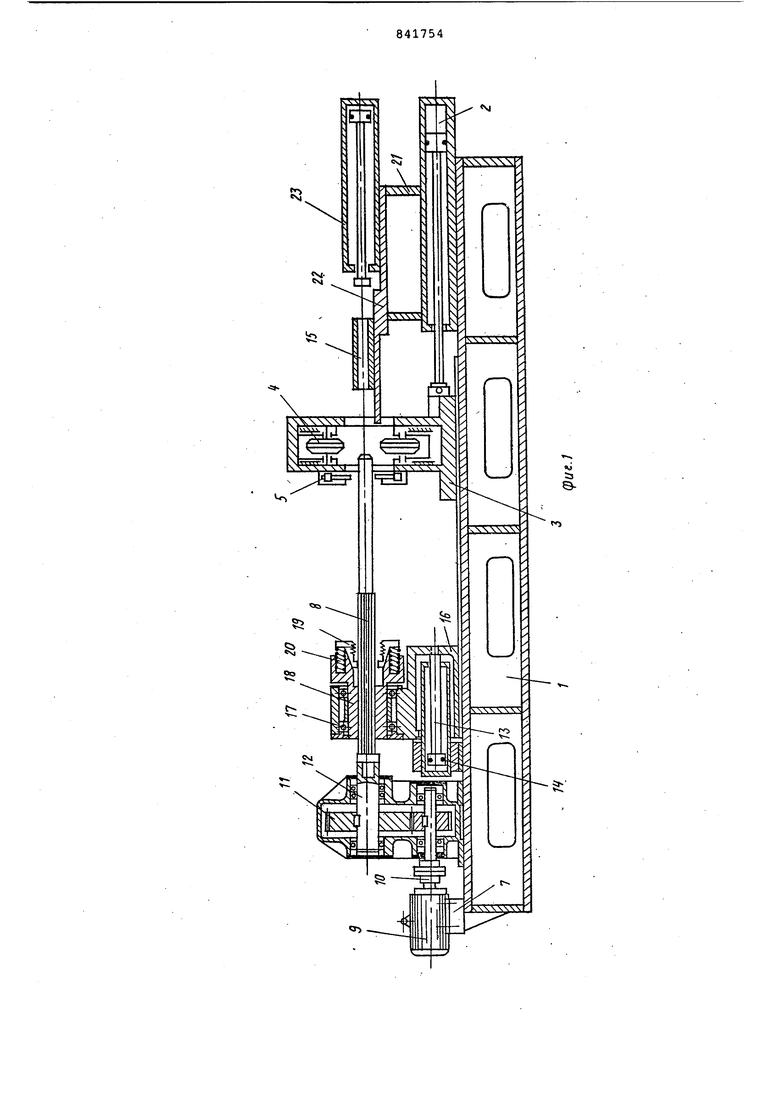
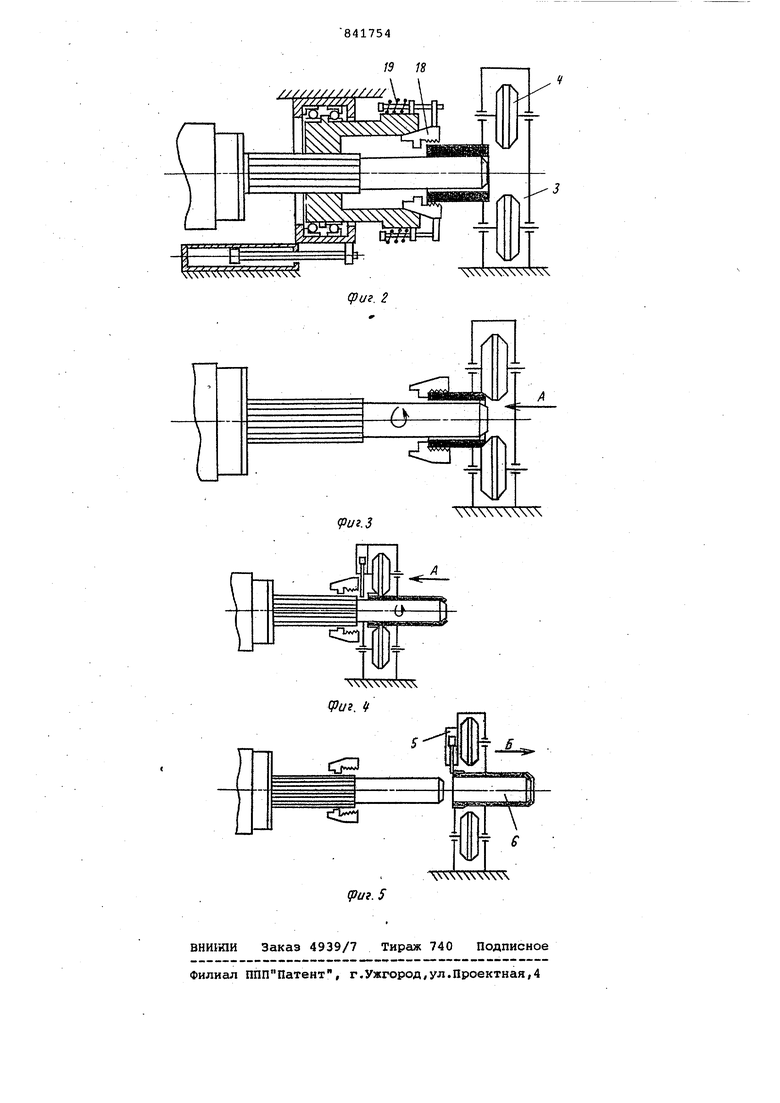
На фиг.1 изображен стан поперечной прокатки полых профильных изделий, разрез , на фиг.2 - исходное положение механизмов перед закаткой конца заготовки на фиг.З - момент закатки конца заготовкиJ на фиг.4 - момент прокатк-и профильного изделия; на фиг.5 момент съема изделия с оправки.
Стан поперечной прокатки полых профильных изделий содержит станину 1, подвижную от привода 2, рабочую клеть 3 с валками 4 и съемником 5 изделий б, механизм 7 вращения оправки 8. Механизм 7 вращения оправки 8 содержит двигатель 9, муфту 10, редуктор 11 и шпиндель 12. Между рабочей клетью 3 и механизмом 7 вращения оправки 8 установлен подвижно от привода 13 относительно станины 1 патрон 14 заготовки 15. Патрон 14 включает корпус 16, в котором на подшипниках 17 смонтиров 1Н суппорт 18 с кулачка ми 19 и приводом 20. Вращение суппорта 18 осуществляется посредством шлицев , выполненных на хвостовой части оправки 8. На станине 1 перед рабочей клетью 3 установлено загрузочно-выгрузочное устройство 21, которое содержит приемную призму 22 и заталкиватель 23 заготовок 15.
Устройство работает следующим образом.
Заготовка 15 с приемной призмы 22 загрузочного устройства 21 заталкивателем 23 перемещается по оси прокатки и надвигается на оправку В.Заготовка 15, находящаяся на оправке 8, захватывается кулачками 19 и перемещается суппортом 18 к валкам4 рабочей клети 3. Валки 4 рабочей клети 3 сводятся. Синхронное вращение оправки 8 со шпинделем 12 и суппорта 18 осуществляется от двигателя 9 через муфту 10, редуктор 11, шпиндель 12 и шлицевое соединение между оправкой 8 и суппортом 18. При движении от привода 13 патрона 14 с заготовкой 15 в направлении клети осуществляется закатка переднего конца заготовки 15. Затем патрон 14 отводится в крайнее левое положение, а оправка 8 продолжает вращаться. Приводом 2 рабочая клеть 3 перемещается в направлении А (фиг.З и 4), осуществляя прокатку валками 4 профильного изделия 6. По окончании прокатки сводятся съемники 5 и движением рабочей клети 3 в направлении стрелки Б (фиг.5} осуществляется съем с оправки 8 изделия 6, которое попадает на призму 22 загрузочно-выгрузочного устройства 21. Затем изделие 6 передается на следующие технологические операции, а на призму 22 подается новая заготовка 15. Далее цикл повторяется .
Предлагаемый стан поперечной прокатки полых профильных изделий позволяет повысить точность прокатываемых изделий путем улучшения геометрии прокатываемых труб, это приводит к снижению на 15-20% припусков на последующую механическую обработку, что по данным предприятий составляет экономию легированной стали 20-25 т в год или при стоимости одной тонны 2000-2500 р , составит 40-50 .
Применение предлагаемого стана позволяет сократить производственную площадь на 10%.
Формула изобретения
Стан поперечной прокатки полых профильных изделий на оправке, содержащий установленную в станине подвижную рабочую клеть с валками и съемником изделий, механизм вращения оправки и загрузочно-разгрузочное устройство, отличающийся тем, что, с целью повышения точности изготовления и снижения себестоимости изделий, он снабжен установленньоми на станине между рабочей клетью и механизмом вращения оправки патроном для размещения заготовки, связанным с хвостовиком оправки.посредство шлицевого соединения и приводом возвратно-поступательного перемещения патрона вдоль оси прокатки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 422500, кл. В 21D 22/16,16.03.72.
2.Авторское свидетельство СССР № 363532, кл. В 21 В 19/00,31.08.70
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Стан поперечной прокатки полых профильных изделий | 1981 |
|
SU977088A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| Стан поперечной прокатки | 1983 |
|
SU1088821A1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Правильно-колибровочный стан | 1979 |
|
SU804068A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU846014A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий C пЕРЕМЕННыМВНуТРЕННиМ диАМЕТРОМ | 1978 |
|
SU795685A1 |
| Рабочая клеть стана поперечной прокатки профильных изделий | 1978 |
|
SU763027A1 |