Изобретение относится к обработке металлов давлением и может быть использовано для накатки зубчатых профилей, например стружечных канавок режущего инструмента.
Целью изобретения является повышение прочности режущего инструмента, полученного накатыванием стружечных канавок за счет исключения перепадов диаметров между режущей частью и хвостовиком.
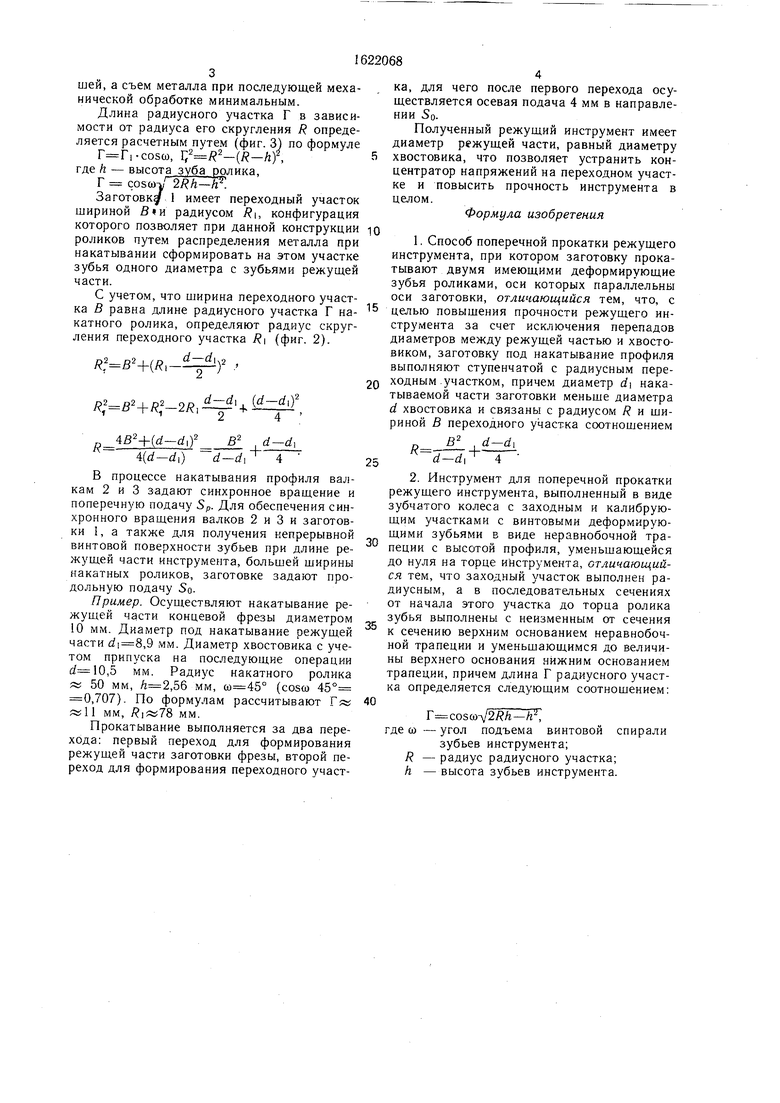
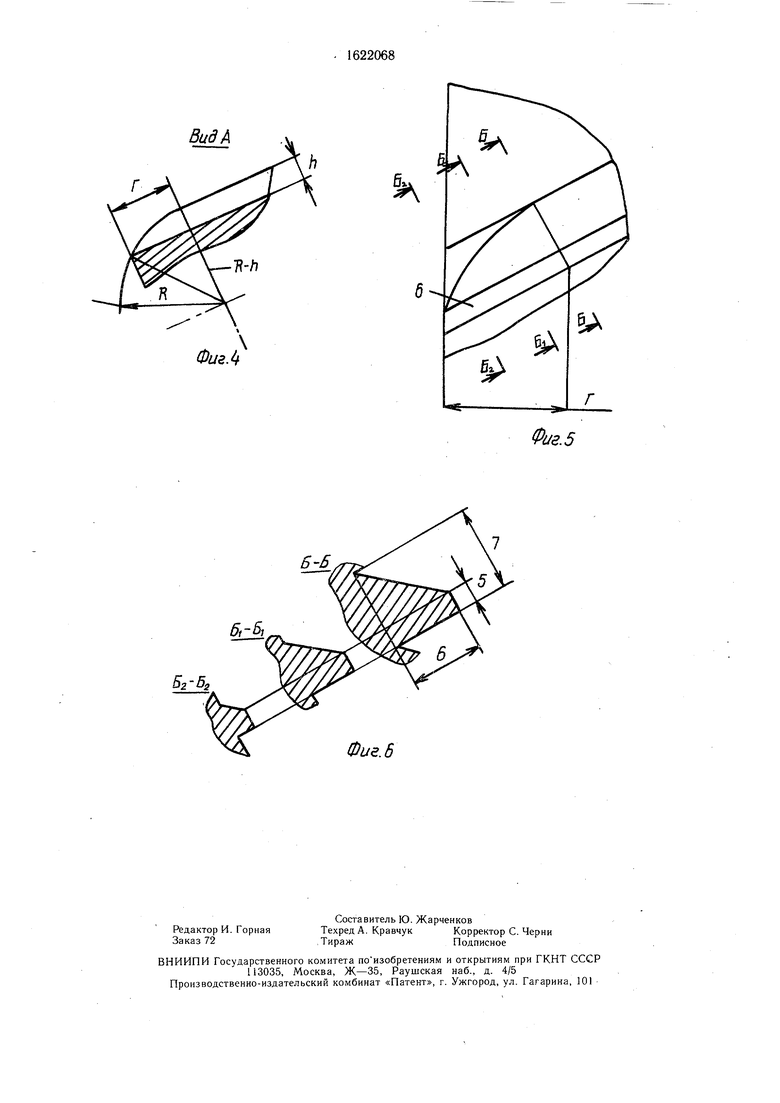
На фиг. 1 показана принципиальная схема реализации предлагаемого способа; на фиг. 2 - заготовка под накатывание режущего инструмента; на фиг. 3 - резьбона- катный ролик для режущего инструмента; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - профиль зубьев заборной част накатного ролика; на фиг. 6 - разрезы Б-Б, Bj-Bi, Б2-Бг на фиг. 5.
Способ осуществляют следующим образом.
При прокатывании винтового профиля ступенчатую заготовку 1 устанавливают в центрах профиленакатного станка (не показан) между накатными роликами 2 н 3, на периферии которых выполнены формообразующие элементы 4 в виде винтовых зубьев. Зубья роликов 2 и 3 на радиусном участке Г ограничены радиусом R, а в последовательных сечениях от начала этого участка до торца ролика (фиг. 4) зубья имеют форму неравнобочной трапеции с неизменным верхним основанием 5, уменьшающейся до нуля высотой 6 и уменьшающимся до величины верхнего основания нижним основанием 7.
На участке Г зубья 4 накатных роликов 2 и 3 предназначены для формирования стружечных канавок, выходящих на хвостовик. Радиус R (фиг. 3) выбирается с таким учетом, чтобы прочность накатного режущего инструмента в месте перехода была наибольОЭ1C
to
о
ОЭ
ОО
шей, а съем металла при последующей механической обработке минимальным.
Длина радиусного участка Г в зависимости от радиуса его скругления R определяется расчетным путем (фиг. 3) по формуле
,.cosco, (R-h, где h - высота зуба ролика.
Г coscoy 2/ A-/z7
Заготовка 1 имеет переходный участок шириной б и радиусом R, конфигурация которого позволяет при данной конструкции роликов путем распределения металла при накатывании сформировать на этом участке зубья одного диаметра с зубьями режущей части.
С учетом, что ширина переходного участка В равна длине радиусного участка Г накатного ролика, определяют радиус скругления переходного участка R (фиг. 2).
(Rt
i-d.
Rf B2+Rf-2R
d-d, (d-d{f
ка, для чего после первого перехода осуществляется осевая подача 4 мм в направлении SQ.
Полученный режущий инструмент имеет диаметр режущей части, равный диаметру хвостовика, что позволяет устранить концентратор напряжений на переходном участке и повысить прочность инструмента в целом.
Формула изобретения
1. Способ поперечной прокатки режущего инструмента, при котором заготовку прокатывают двумя имеющими деформирующие зубья роликами, оси которых параллельны оси заготовки, отличающийся тем, что, с целью повышения прочности режущего инструмента за счет исключения перепадов диаметров между режущей частью и хвостовиком, заготовку под накатывание профиля выполняют ступенчатой с радиусным пере- ходным участком, причем диаметр d накатываемой части заготовки меньше диаметра d хвостовика и связаны с радиусом R и шириной В переходного участка соотношением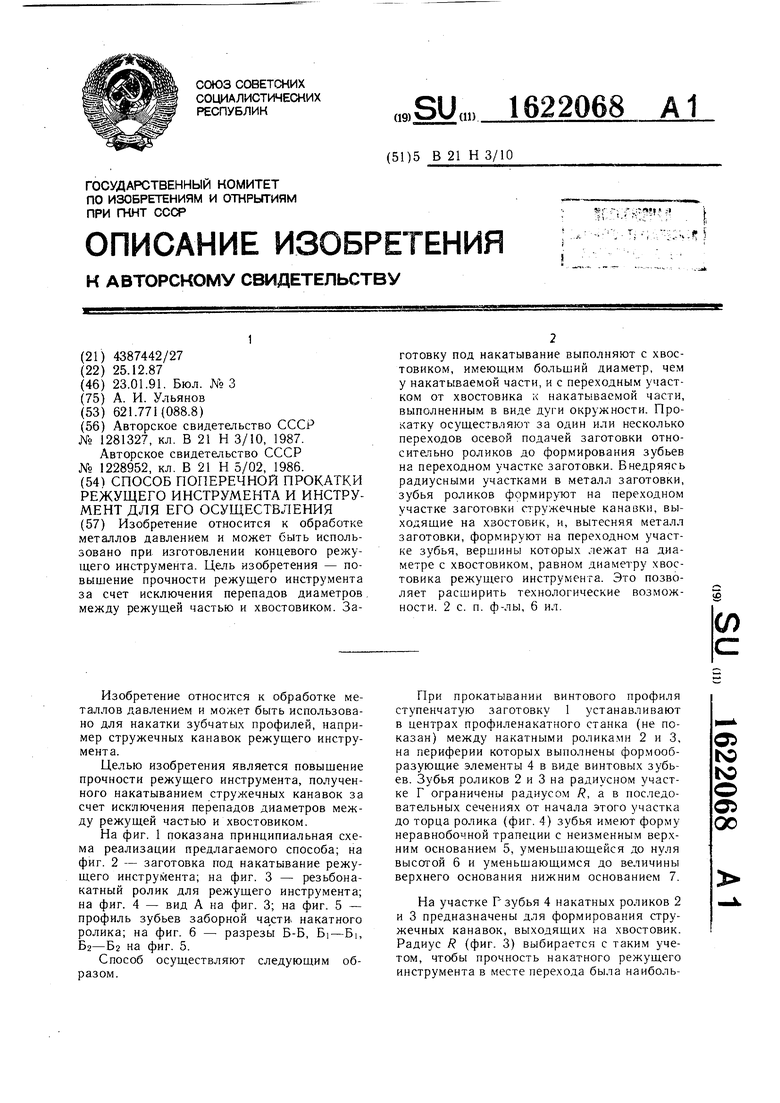
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| Инструмент для накатывания зубчатых профилей | 1988 |
|
SU1516208A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1996 |
|
RU2095182C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Инструмент для накатывания зубчатых профилей | 1980 |
|
SU984595A1 |
| Способ многопроходного продольного накатывания профилей и инструмент для его осуществления | 1990 |
|
SU1784387A1 |
| Способ накатывания зубчатых профилей на кольцевых заготовках и инструмент для его осуществления | 1987 |
|
SU1530314A1 |
| Резьбонакатная головка | 1980 |
|
SU912363A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении концевого режущего инструмента. Цель изобретения - повышение прочности режущего инструмента за счет исключения перепадов диаметров между режущей частью и хвостовиком. Заготовку под накатывание выполняют с хвостовиком, имеющим больший диаметр, чем у накатываемой части, и с переходным участком от хвостовика к накатываемой части, выполненным в виде дуги окружности. Прокатку осуществляют за один или несколько переходов осевой подачей заготовки относительно роликов до формирования зубьев на переходном участке заготовки. Внедряясь радиусными участками в металл заготовки, зубья роликов формируют на переходном участке заготовки стружечные канавки, выходящие на хвостовик, и, вытесняя металл заготовки, формируют на переходном участке зубья, вершины которых лежат на диаметре с хвостовиком, равном диаметру хвостовика режущего инструмента. Это позволяет расширить технологические возможности. 2 с. п. ф-лы, 6 ил. UO (Л
R
4B2+(d-dif 4(fif-d,)
В процессе накатывания профиля валкам 2 и 3 задают синхронное вращение и поперечную подачу Sp. Для обеспечения синхронного вращения валков 2 и 3 и заготовки 1, а также для получения непрерывной винтовой поверхности зубьев при длине режущей части инструмента, большей ширины накатных роликов, заготовке задают продольную подачу SoПример. Осуществляют накатывание режущей части концевой фрезы диаметром 10 мм. Диаметр под накатывание режущей части ,9 мм. Диаметр хвостовика с учетом припуска на последующие операции ,5 мм. Радиус накатного ролика « 50 мм, ,56 мм, (созш 45° 0,707). По формулам рассчитывают Г «г «11 мм, мм.
Прокатывание выполняется за два перехода: первый переход для формирования режущей части заготовки фрезы, второй переход для формирования переходного участ25
оЈ1 d
4
к сечению верхним основанием неравнобочной трапеции и уменьшающимся до величины верхнего основания нижним основанием трапеции, причем длина Г радиусного участка определяется следующим соотношением:
Г со5соУШг-/г г, - угол подъема винтовой спирали
зубьев инструмента; - радиус радиусного участка; - высота зубьев инструмента.
Фие.З
Вид А
Фиг4
Б-Б
6,-Ь
Фиг. 5
Фие.6
| Способ поперечной прокатки заготовок режущего инструмента и ролик для его осуществления | 1984 |
|
SU1281327A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
