31
Изобретение относится к машиностроению, в частности к обработке мтериалов резанием, и может быть использовано для получения точных от- верстий.
Целью изобретения является повышение технологичности инструмента за счет упрощения заточки зубьев по задней поверхности.
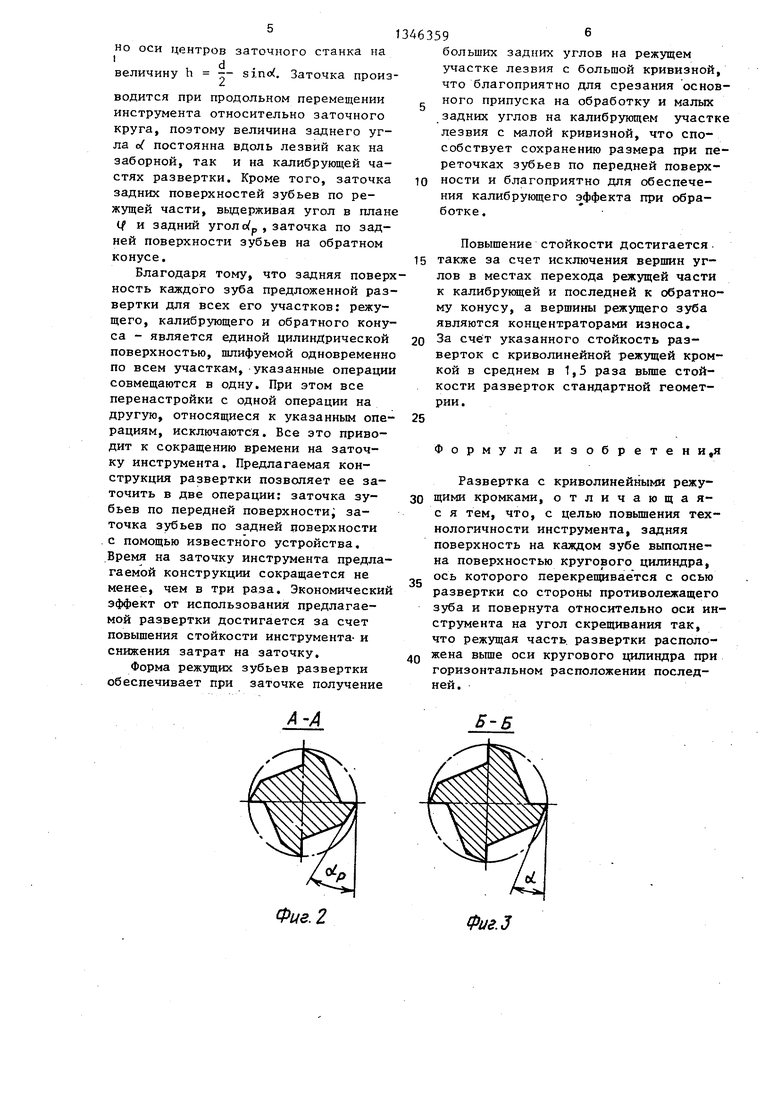
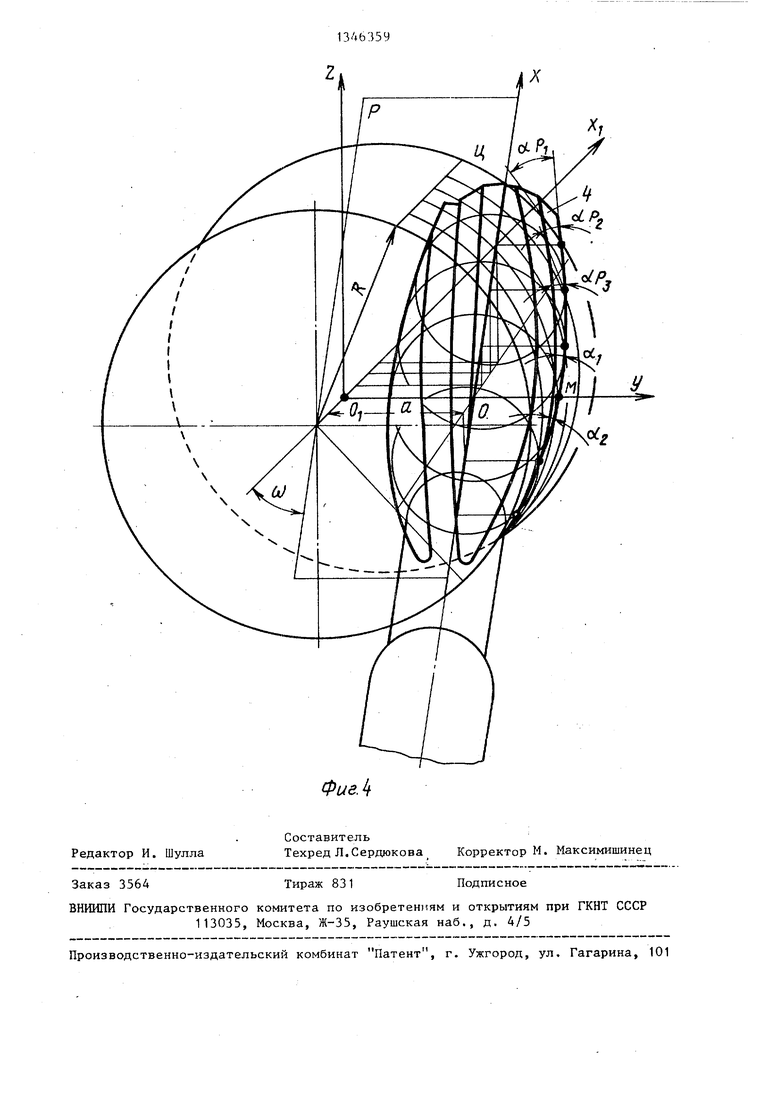
На фиг, 1 изображена развертка, общий вид на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг, 1; на фиг, 4 - момент образования задней поверхности зуба.
Развертка выполнена с криволинейной режущей кромкой, состоящей из трех плавно сопряженных участков, имеющих разное функциональное назначение: режущего 1, калибрующего 2 и участка 3 обратного конуса. Задний угол dp изменяется вдоль режущей кромки, уменьшаясь по мере приближения к калибрующему участку 2. На участке 2 угол d составляет 2-4, что обеспечивает максимальное число переточек инструмента. На режущем участке 1 задний угол (фиг.2) пре вьшает угол с/ (фиг.З) и обеспечивает уменьшение трения по задней по- верхности инструмента.
Путем аналитического решения задачи о пересечении кругового цилиндра с передней поверхностью развертк при переднем угле, равном нулю, найдены зависимости, определяющие изменение заднего угла вдоль режущей кромки и форму режущей кромки.
В координатной системе ХОУ, ось ОХ которой совпадает с осью развертки и направлена в сторону, противоположную скорости движения подачи, а начало координат совпадает с сече нием Б-Б, в котором диаметр развертки является наибольшим, при оптимальных значениях угла перекрещивания осей 30° и заднего угла в сечении Б-Б, равного 3°, верхняя режущая кромка и задний угол d определяются соответственно зависимостями
а +
f(a + d/2)-0,25x
., 1
0,87X - 0,1 a
оТАззГ+ ааТа)
У - текущие координаты точек 55
режущей кромкиi а - кратчайшее расстояние между осями развертки и кругово го цилиндра.
5
0
5
0 5 О
являющегося задней поверхностью зуба развертки, выбирается по условию а 0., 5d + 20 и принимается постоянным, например, для развертки диаметром до 200 мм а 120 мм,
d - диаметра инструмента. Момент образования задней поверхности зуба показан на фиг. 4, Ось ОХ развертки и передняя поверхность зуба 4 лежат в плоскости Р. При образовании задней поверхности зуба 4 плоскость Р вращается вокруг оси ,. При зтом плоскость Р наклонена к оси под углом О; , а к оси О,У - под углом d , Кратчайшее расстояние между осями и ОХ равна а. Задняя поверхность зуба 4 образуется путем шлифования абразивным кругом, расположенным от оси 0,Х, на расстоянии а + d/2. При вращении развертки вместе с плоскостью Р вокруг оси относительно абразивного круга прямого профиля, образующая цилиндрической поверхности которого параллельна оси 0,Х, и проходит через точку М, на зубе 4 образуется цилиндрическая поверхность с радиусом 0,М R а + d/2, являющаяся частью поверхности кругового цилиндра Ц. Поскольку передняя поверхность зуба накпонена к оси цилиндра Ц под углом л) , то при шлифовании образуется криволинейная режущая кромка, яв-пяющаяс я частью эллипса, оси которого лежат в плоскости Р. При зтом задние углы на режущей части с/р имеют большие значения, чем на калиб |ующей о( : о(р
5
0
5
PI
Р,
1
0(j.
развертки по
Заточка развертки по известной технологии включает следующие ofte- рации: шлифование калибрующей части по диаметру, шлифование заборной части по конической поверхности под углом с; J шлифование обратного ,конуса, заточка передних поверхностей под углом J, заточка задних поверх- ностей зубьев на калибрующей части под углом of с обеспечением цилиндрической фаски f 0,2-0,3 мм на калибрующей части.
При заточке задних поверхностей стандартных разверток величина заднего угла о( обеспечивается смещением режущей кромки развертки относительно оси центров заточного станка на
I
величину h
-- sino(.
Заточка производится при продольном перемещении инструмента относительно заточного круга, поэтому величина заднего угла о( постоянна вдоль лезвий как на заборной, так и на калибрующей частях развертки. Кроме того, заточка задних поверхностей зубьев по режущей части, вьщерживая угол в плане q и задний угол , заточка по задней поверхности зубьев на обратном конусе.
Благодаря тому, что задняя поверхность каждого зуба предложенной развертки для всех его участков: режущего, калибрующего и обратного конуса - является единой цилиндрической поверхностью, шлифуемой одновременно по всем участкам, указанные операции совмещаются в одну. При этом все перенастройки с одной операции на другую, относящиеся к указанным операциям, исключаются. Все это приводит к сокращению времени на заточку инструмента. Предлагаемая конструкция развертки позволяет ее заточить в две операции: заточка зубьев по передней поверхности заточка зубьев по задней поверхности с помощью известного устройства. Время на заточку инструмента предлагаемой конструкции сокращается не менее, чем в три раза. Экономический эффект от использования предлагаемой развертки достигается за счет повышения стойкости инструмента- и снижения затрат на заточку.
Форма режущих зубьев развертки обеспечивает при заточке получение
А-А
0
5
0
больших задних углов на режущем участке лезвия с большой кривизной, что благоприятно для срезания основного припуска на обработку и малых задних углов на калибрующем участке лезвия с малой кривизной, что способствует сохранению размера при переточках зубьев по передней поверхности и благоприятно для обеспечения калибрующего эффекта при обработке.
Повышение стойкости достигается также за счет исключения вершин углов в местах перехода режущей части к калибрующей и последней к обратному конусу, а вершины режущего зуба являются концентраторами износа. За счет указанного стойкость разверток с криволинейной режущей кромкой в среднем в 1,5 раза вьш1е стойкости разверток стандартной геометрии.
25
Формула изобретение
Развертка с криволинейными режу- щими кромками, отличающая- с я тем, что, с целью повышения технологичности инструмента, задняя поверхность на каждом зубе выполнена поверхностью кругового цилиндра, ось которого перекрещивается с осью развертки со стороны противолежащего зуба и повернута относительно оси инструмента на угол скрещивания так, что режущая часть, развертки расположена Bbmie оси кругового цилиндра при горизонтальном расположении последней.
ff-6
Физ.2
Фиг.З
ФиеЛ
Редактор И. Шулла
Составитель
Техред Л.Сердюкова Корректор М. Максимишинец
Заказ 3564
Тираж 831
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное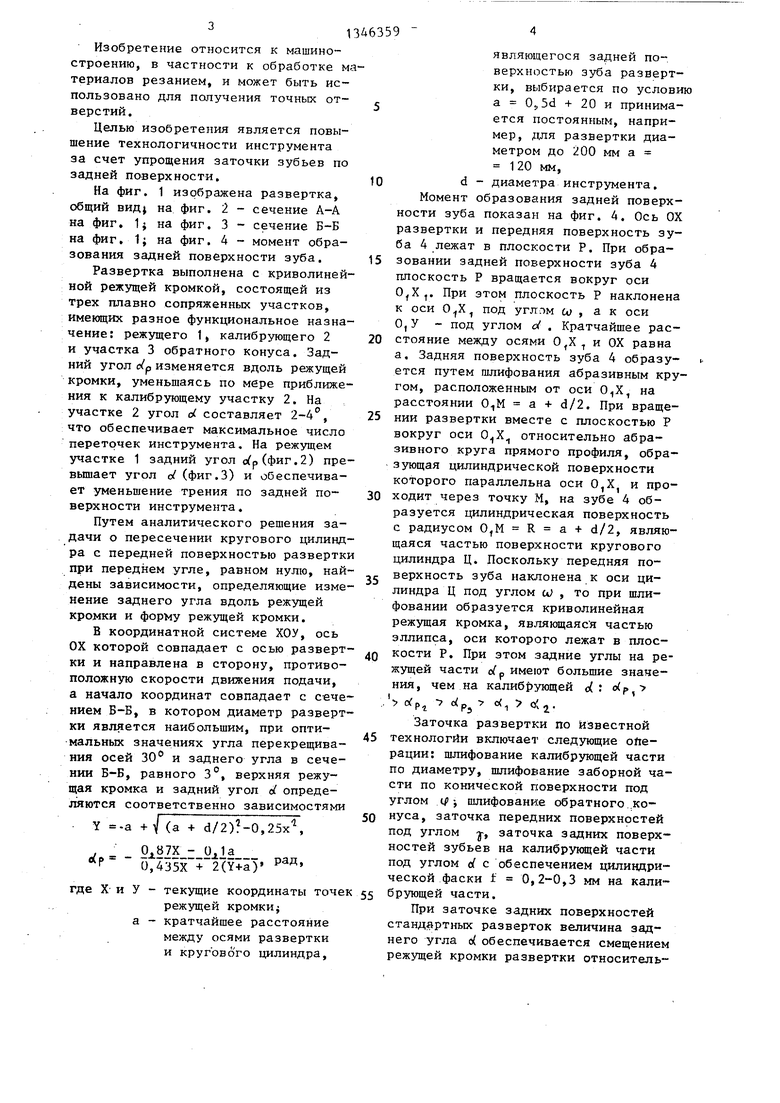
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1989 |
|
SU1763113A1 |
| Многолезвийный инструмент | 1985 |
|
SU1237326A1 |
| ГРАВЕРНЫЙ РЕЗЕЦ | 2008 |
|
RU2399463C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2097168C1 |
| Кусачки | 1978 |
|
SU703324A1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| Способ изготовления зуборезного инструмента | 1990 |
|
SU1797532A3 |
| Способ заточки зуборезных головок | 1976 |
|
SU610660A1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕИМУЩЕСТВЕННО ОТ ТВЕРДЫХ ОТЛОЖЕНИЙ | 1999 |
|
RU2153941C1 |
| Многозубый конический инструмент с прямыми зубьями | 1987 |
|
SU1563858A1 |
Изобретение относится к машиностроению, в частности к обработке материалов резанием, и может быть использовано для получения точных отверстий. Целью изобретения является повьш1ение технологичности инструмента за счет упрощения заточки зубьев по задней поверхности. Развертка выполнена с криволинейной режущей кромкой, состоящей из трех плавно сопряженных участков: режущего 1, калибрующего 2 и участка 3 обратного конуса. Задний угол изменяется вдоль режущей кромки, уменьшаясь по мере пp iбли- жения к калибрующему участку 2, что обеспечивает максимальное число переточек инструмента. Задняя поверхность каждого зуба яэляется частью поверхности кругового цилиндра, ось которого перекрещивается с осью развертки. 4 ил. с ( (Л 00 4 О5 ел фиг.1
| Плешивцев В.В | |||
| Самоустанавливающаяся развертка | |||
| - Машиностроитель, 1983, № 1, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
