Изобретение относится к металлообработке, а именно к многолезвийным режущим инструментам с винтовыми поверхностями: фасонным фрезам, коническим разверткам, зенкерам, в частности к пальцевым модульным фрезам.
Цель изобретения - повьшение точности обработки за счет повышения точности профиля инструмента при переточках его зубьев.
На фиг.1 изображен многолезвийный инструмент - пальцевая модульная фреза; на фиг.2 - сечение А-А на фиг.1.
На корпусе 1 фрезы выполнены винтовые зубья 2, передняя 3 и задняя 4 винтовые поверхности которьпс образуют в пересечении режущую кромку 5, расположенную на производящей поверхности фрезы, образующей которой является эвольвента 6. Передняя винтовая поверхность в торцовом сечении представляет вогнутую линию ВС, касательная к которой в точке с радиусом Гд наклонена под передним углом J,. . Задняя поверхность представляет собой совокупность ВИНТОВЫХ; поверхностей с различными шагами и в торцовом сечении имеет выпуклый профиль БПЕ, состоящий из участка BD - ленточки 7 и участка DE - спинки 8 зуба. При этом часть задней поверхности BD (ленточка 7) выполнена с винтовым шагом Р большим винтового шага остальной части DE задней поверхности зуба Р.
т.е.
P.J РЗ г Задний угол oi вдоль
режущей кромки выполнен в зависимости не только от профильного угла, но и от переднего угла у, и от шагов винтовых передней и задней поверхностей, что позволяет вести переточку фрезы только по передней или только по задней поверхностям, сохраняя при этом первоисходными форму и расположение . режущей кромки, т. е. производящая поверхность остается неизменной, что
особенно важно для пальцевых модульных фрез и т. п., уменьшение диаметральных размеров и искажение профиля которых непосредственно влияет на
точность обрабатываемого изделия, например зубчатого колеса.
Возможность осуществлять переточку только по задней поверхности позволяет ликвидировать операцию шлифования профиля производящей поверхности и увеличить количество переточек и, следовательно, суммарную стойкость инструмента. В результате того, что часть задней поверхности, примыкающей
к режущим кромке (ленточка 7) выполнена с шагом большим винтового шага остальной части задней поверхности (спинки 8 зуба) , заточку фрезы производят не по всей задней поверхности,
а только- по ее части (ленточке), при- мыкакяцей к режущей кромке.
Искривленно-выпуклый профиль задней поверхности увеличивает прочность зуба, что позволяет применять фрезу с
большими подачами, т. е. увеличить производительность обработки.
Задняя поверхность 7 зубьев фрезы, прилегающая к режущей кромке, располагается под углом ot.
величина кото30 рого определяется по зависимости:
vr
igdУРп
- соответственно задний и
передний углы в торцовом сечении, проведенном через рассматриваемую точку режущей кромки с радиусом г; г - радиус рассматриваемой
точки режущей кромки, d - профильный угол Р, и Р - шаги соответственно задней и передней винтовых поверхностей.
А - А
фи8.2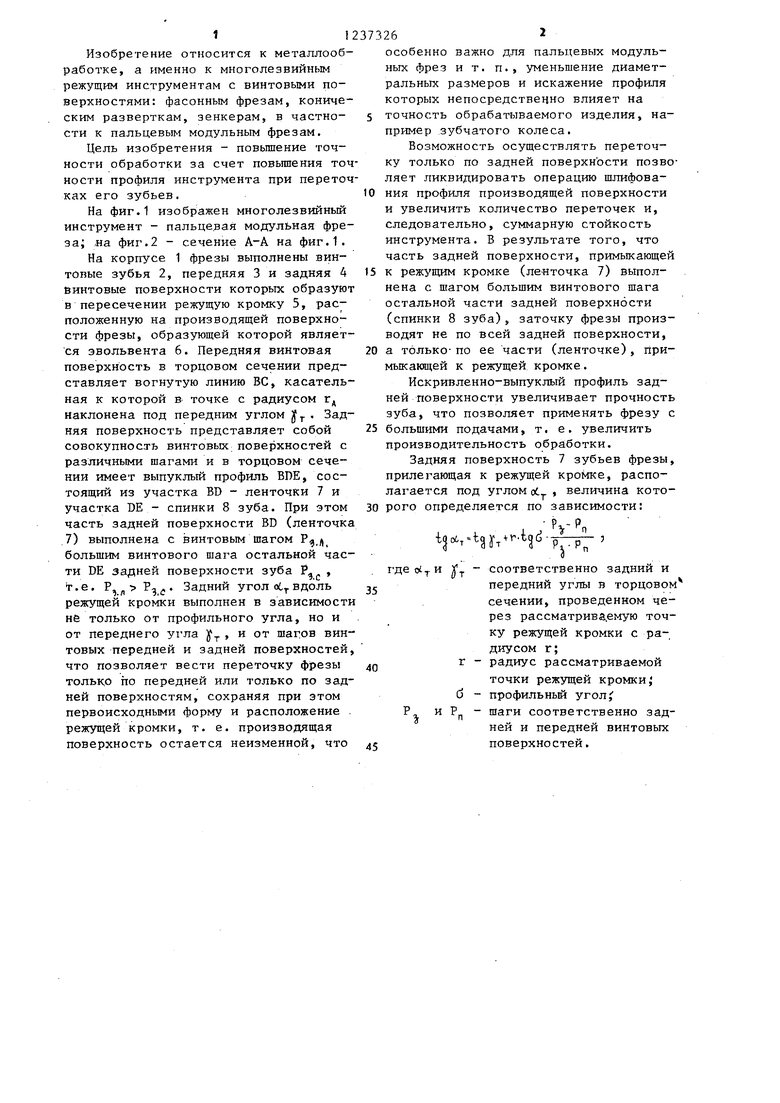
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1983 |
|
SU1122480A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИПЕРБОЛОИДНЫХ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2341357C2 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПОСТОЯННОГО ШАГА У ИЗДЕЛИЙ С НЕЦИЛИНДРИЧЕСКОЙ СЕРДЦЕВИНОЙ | 1995 |
|
RU2115533C1 |
| Способ обработки винтовых поверхностей постоянного шага на изделиях с нецилиндрической сердцевиной | 1985 |
|
SU1261752A2 |
| Фреза фасонная | 1978 |
|
SU984720A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |

Редактор К.Волощук
Составитель В.Слиткова
Техред Л.Олейник Корректор Л.Пилипенко
Заказ 3229/12
Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Фреза фасонная | 1978 |
|
SU984720A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
