Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается конструкции электрода-инструмента для изготовления внутренних конических резьб.
Цель изобретения повьппенне точности обработки,
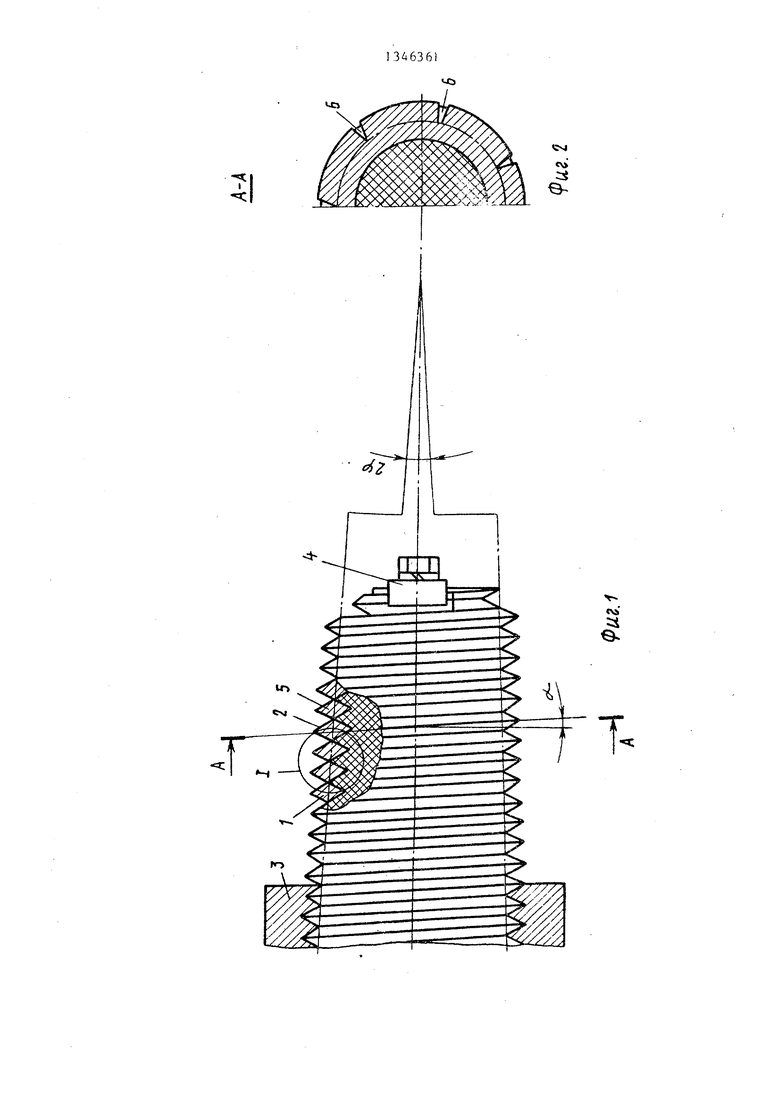
На фиг. 1 показан предлагаемьлй электрод-Инструмент, общий вид на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на Фиг, 1.
Электрод состоит из неэлектропроводящей державки 1 с конической вин- товой канавкой 2, державка снабжена винтовыми механизмами 3 и 4 фиксации ромбической калиброванной полосы 5. На последней выполнены поперечные пазы 6 глубиной до диагонали ромба. Производится обработка детали 1,
Электрод-инструмент работает следующим .образом.
В процессе электроэрозионной обра ботки державке 1 сообщается винтовое движение с шагом t, равным шагу нарезаемой резьбы. В промежуток между заготовкой и инструментом подается под давлением рабочая жидкость уда- ляющая продукты эрозии. За счет того что полоса наклонена на угол подъема резьбы об и на угол конусности, а диагональ ее В равна шагу резьбы,,боковые ребра не соприкасаются и образуется зазор, позволяющий исключить разрушение вершин образуемой винтовой поверхности. Точность обработки повышается. При износе полосы 5 она перемещается по резьбе в направлении обработки и вновь фиксируется механизмами 3 и 4. Пазы 6 облегчают изгиб полосы при ее намотке на державку, а также способствуют рационально- перераспределению пртока рабочей жидкости между витками при ее прокачке..
изобретения
1.Электрод-инструмент для электрической обработки отверстий, содер- жащий стержень со спиральными канавками, в которых размещен токопроводя- щий рабочий элемент, отличающийся тем, ЧТО;, с целью повьше- ния точности формообразования резьбовых отверстий, стержень выполнен из нетокопроводящего материала, а рабочий элемент выполнен из калиброванной полосы ромбического сечения, острый угол которого обращен наружу.
2.Электрод-инструмент по п. 1, -отличают, ийся тем, что в полосе выполнены поперечные пазы глубиной до диагонали ромба и шагом, не кратным длине окружности.
«43
-«SC
I
Cvl
CV
e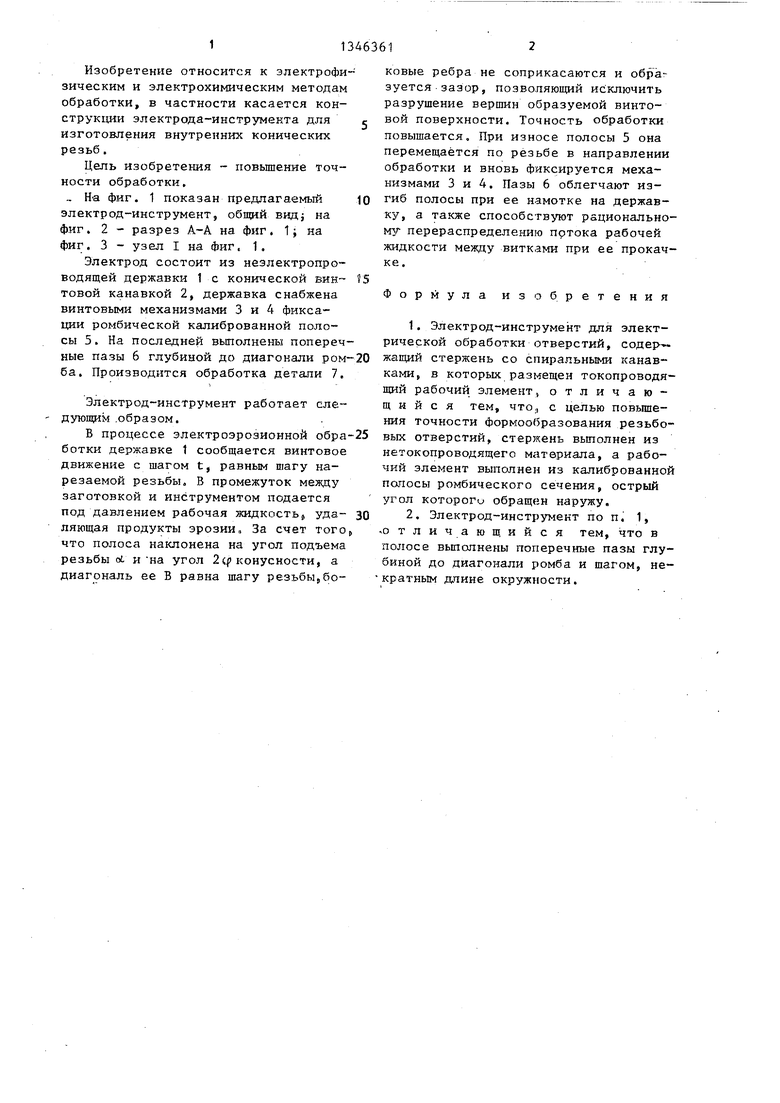
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Устройство для размерной электрохимической обработки длинномерных нежестких деталей | 1988 |
|
SU1618536A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| ДВИЖИТЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2190552C2 |
| Электрод-инструмент | 1982 |
|
SU1151402A1 |
| Способ изготовления электрода-иНСТРуМЕНТА | 1972 |
|
SU814634A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1980 |
|
SU867589A1 |
| Устройство для размерной электрохимической обработки винтовых поверхностей | 1988 |
|
SU1535682A1 |
| Способ электрохимического нарезания резьбы | 1988 |
|
SU1535686A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности, касается конструкции электрода-инструмента для изготовления внутренних резьб. Целью изобретения является повьшение точности обработки. В электроде - ин- струменте, содержащем державку со сменным рабочим элементом, державка вьтспнена нетокопроводящей с винтовой канавкой, в которой закрепляют рабочий элемент, представляющий собой калиброванную полосу ромбического сечения, острый угол которого обращен наружу. В полосе выполнены пазы глубиной до диагонали ромба и шагом, некратным длине окружности. 1 з.п. ф-лы, 3 ил. ю &0 05
«4S
4 Q.
Ч1г. J
| Способ изготовления электрода-инструмента | 1962 |
|
SU152170A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
