Изобретение относится к строительству, и, в частности, к устройствам для изготовления блоков пролетных строений мостов и подобных изделий методом отпечатка.
Цель изобретения - расширение те}шологических возможностей за счет изготовления блоков виражей и отгонов виражей мостов, а также повышения производительности. 1
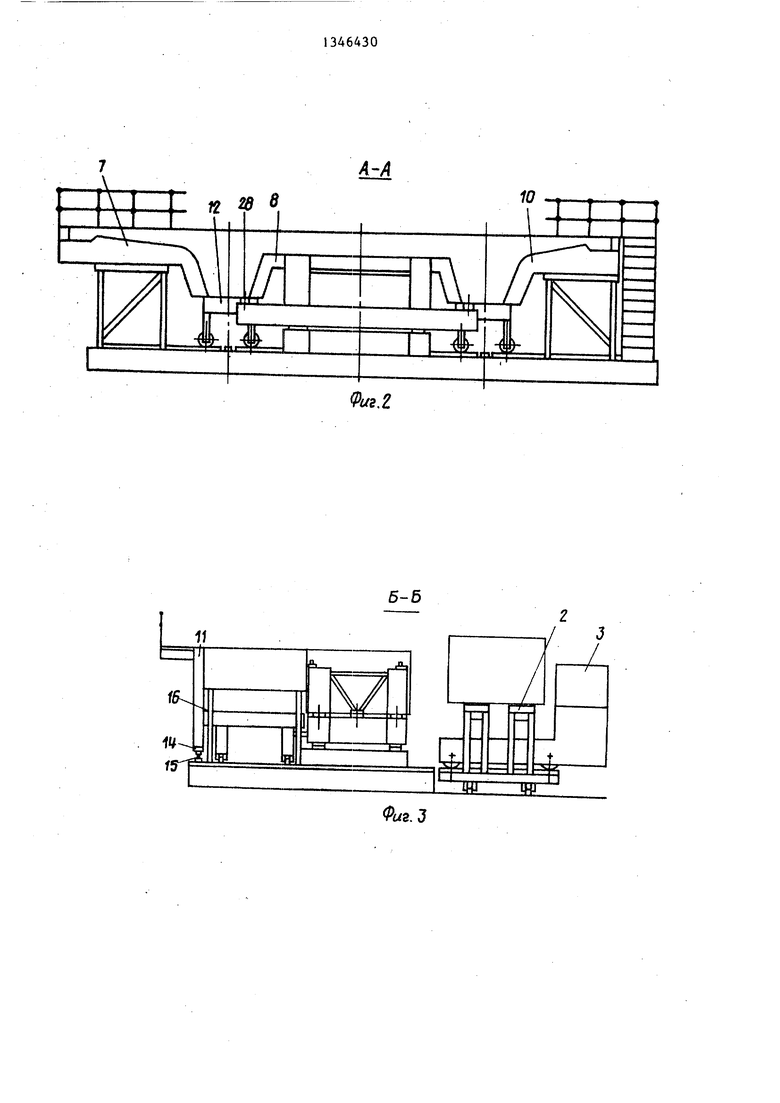
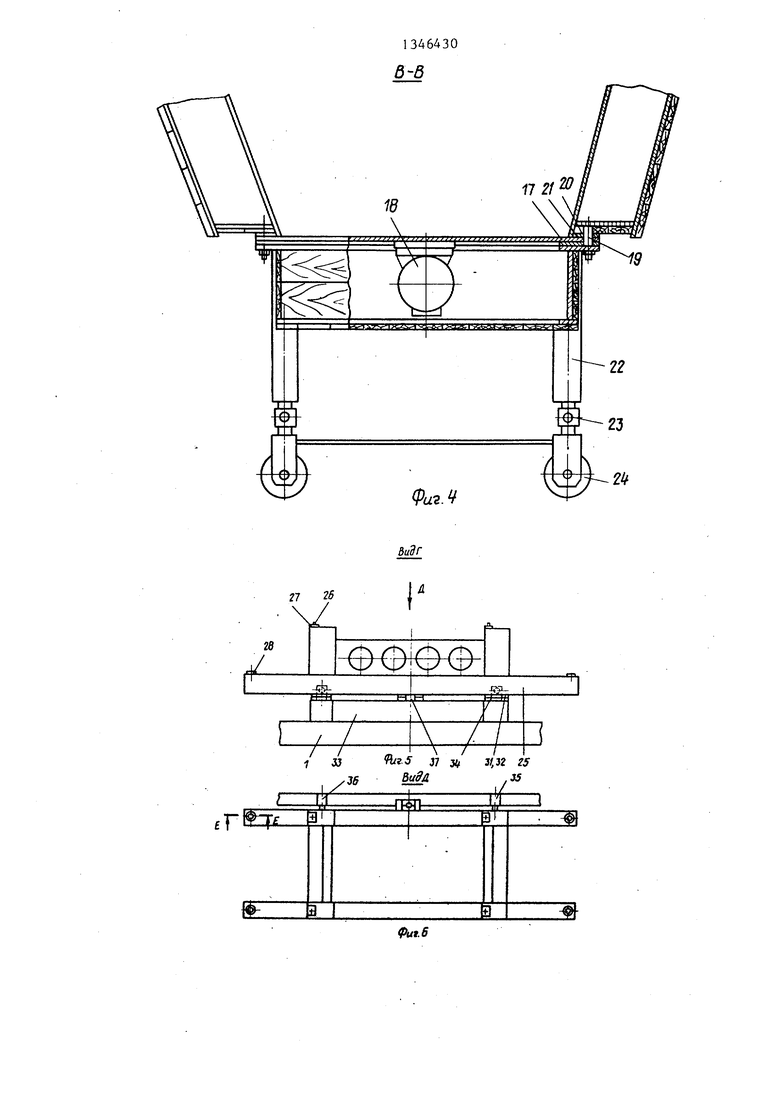
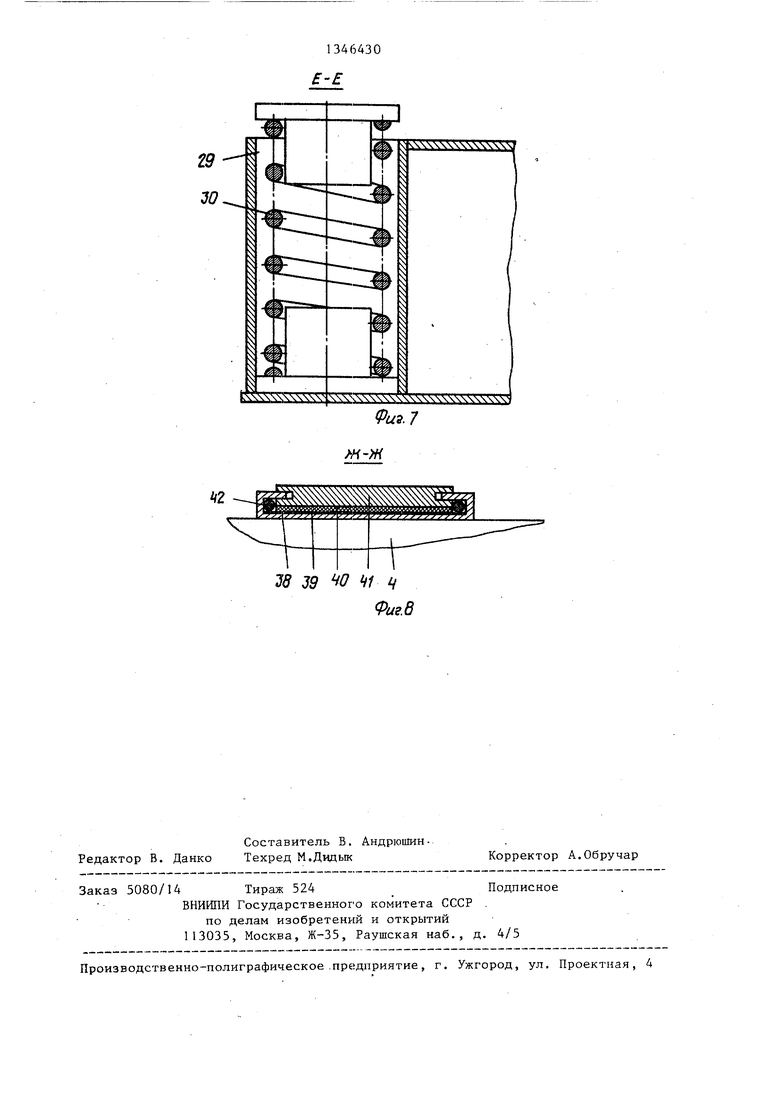
На фиг. дана установка, вид сверху.; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1; на фиг. 4 - формирователь, разрез В-В на фиг. 1; на фиг. 5 - позиционер, вид Г на фиг. 1; на фиг.6 - вид Д на фиг. 5; на фиг.7 - разгрузочное устройство, разрез Е-Е на фиг. 6: на фиг, 8 - опора-сколь- зун, разрез-Ж-Ж на фиг. 1.
Установка для изготовления изделий из бетонных смесей методом отпечатка содержит основание 1, транспортное средство, включающее транспортную платформу 2, П-образную каретку 3 с механизмом 4 распалубки и опорами-скользунами 5. На основании 1 смонтирована опалубка 6 поста формования, включающая щит 7 левой консоли, средний щит 8 с реперами 9 на базирующих плоскостях, щит 10 правой консоли, торцевой щит I, поддон 12 и устройство 13 ориентации блока в пространстве, расположенное на посту изделия-отпечатка.
Торцевой щит 11 установлен на основании 1 с возможностью поворота в вертикальной плоскости с помощью винтовых опор 14 со сферическими подпятниками 15. Щиты 7, 8 и 10 фиксирующими втулками 16 объединяются в жесткую конструкцию. Повороты опалубки осуществляют винтовыми опорами 14 торцевого щита 1 .
Поддон 12 состоит из форм ующего вибролиста 17 с прикрепленным к нему вибратором 18, штырями 19 и втулками 20, уплотняющими элементами 21, уложенными на вибролисте 17 по периметру опорной плоскости изделия, стоек 22 с регулировочными винтами 23 и колесами 24, которыми поддон 12 перемещается по путям, уложенным на основании 1.
Устройство 3 ориентации блока в пространстве на посту изделия-отпечатка включает в платформу 25 с реперами 26, установленными на опорных
5
0
площадках 27 в местах опирания базирующих плоскостей изделия, и разгрузочными устройствами 28, выполненными в виде установленного с возможностью качания в местах опирания изделия в гнезде-стакане 29 упругого элемента 30. Опорные площадки 31 снабжены прокладками 32 из метериала с высокими антифрикционными свойствами. Позиционер 13 включает далее опорную раму 33 с опорными площадками 34, приводы 35 И 36 возвратно-поступательного перемещения и отрыва блока-отпечатка и поворота в горизонтальной плоскости относительно шарнира 37.
Опора-скользун 5 выполнена в виде корпуса 38 с прокладкой 39 из материала с высокими антифрикционными свойствами, полированным металлическим листом 40, и крышки 41, установленной в пазах корпуса 38.,Поперечное смешение крышки 41 и прокладки
5 39 ограничивают упругие прокладки 42.
Для изготовления первого блока установка снабжена торцевым щитом первого блока. Технологический процесс изготовления изделия осуществQ ляют следующим образом.
Изготовление первого (прямого) блока. В опалубку 6 поста формования устанавливают арматурный каркас изделия, устанавливают со стороны поста изделия-отпечатка торцевой щит первого блока, подводят поддоны . 12, фиксируют щиты 7, 8, 10 и 11 и поддоны 12 и заполняют опалубку бетоном. После осуществления процесса укладки и уплотнения бетонной смеси и требуемой вьщержки отрьшают торцевой щит первого блока и откатывают поддоны 12. Дпя перевода изделия с поста формования на пост изделия-отпечатка
g транспортным средством подводят каретку 3 на транспортной платформе 2 к оси установки, заводят каретку 3 по путям на основание 1 под опорные плоскости изделия на посту формоваQ ния, включают механизм 4 распалубки, поднимают изделие до полного выхода, его из контакта со щитами опалубки и переводят на пост изделия-отпечатка. Реверсируют механизм 4 распалубg ки и за счет самоцентрирования на разгрузочных устройствах 28 и смешения в опорах-скользунах 5 точно опускают изделие на реперы 26 позиционера 13 без использования дополнитель5
0
ных устройств. При этом соотношение высотных отметок реперов 26 на опорных площадках 27 и разрузочных устройств 28 в полостях платформы 25 устанавливают в соответствии с заданым распределением нагрузки от масс изделия по базирующим и опорным плокостям, вследствие чего при опускании изделия на каретке 3 с помощью механизма 4 распалубки на позиционер 13 сначала опорные плоскости изделия воздействуют, по мере опускния изделия,на разгрузочные устройсва 28, передавая заданную часть нагрузки от массы изделия , а затем базирующие плоскости изделия отверстиями, образованными при формировании под реперы 9 среднего щита 8, устанавливают на 26 опорных площадок 27, что позволяет производить перевод изделия с поста формования на пост отпечатка при наборе бетоном изделия прочности.
Каретку 3 транспортного средства выводят на транспортную платформу 2 за пределами установки, подводят в проектное положение поддоны 12 и фиксируют по ним щиты 7,8,10 и И опалубки.
Пост формирования и пост изделия- отпечатка готовый к изготовлению следующего изделия. Цикл повторяется
При изготовлении последующих изделий перед распалубкой осуществляют отрыв торца изделия-отпечатка от формуемого изделия включением привода возвратно-поступательного перемещения позиционера 13.
При изготовлении на установке изделий с отличной от прямого блока ориентацией в пространстве базирующих и опорных плоскостей изделия перед началом изготовления регулируют на посту формования положение щитов 7,8 и 10 с помощью винтовых опор 14 щита 11 и вибролист 17 поддона 12, а на посту изделия-отпечатка ориентацию в пространстве базирующих плоскостей изделия регулируют с помощью приводов возвратно-поступательного перемещения и поворота в горизонтальной .плоскости.
Формула
4 3 о
бретения
0
5
0
5
0
5
0
5
0
1. Установка для изготовления изделий из бетонных смесей методом отпечатка, содержащая основание, на котором размещены пост формования, состоящий из щитов наружной опалубки и поддонов с вибраторами, пост блока- отпечатка, транспортное средство, имеющее транспортную платформу и П-образную каретку с механизмом распалубки, отличающаяся тем, что, с целью расщирения технологических возможностей за счет изготовления блоков виражей и отгонов виражей мостов, а также повышения производительности, она снабжена устройством ориентации блока в пространстве, установленным на посту блока-отпечатка, и смонтированными на основании направляющими для поддонов, при этом последние снабжены регулируемыми по высоте стойками с катками и щтырями для жесткого соединения поддонов с наружной опалубкой.
2.Установка по п. 1, о т л и - чающаяся тем, что устройство ориентации блока в пространстве выполнено в виде опорной рамы с площадками, закрепленной на основании
и установленной на них посредством прокладок из материала с высокими антифрикционными свойствами платформы с приводами возвратно-поступательного перемещения и поворота в горизонтальной цлоскости, реперами и разгрузочными устройствами в виде гнезд-стаканов, в которых размещены упругие элементы.
3.Установка по п. 1, отличающаяся тем, что, с целью обеспечения самоцентрирования изделия при установке его на пост блока-отпечатка, механизм распалубки П-образ- ной каретки снабжен опорами-скользу- нами, выполненными в виде корпуса, в пазах которого установлена крьппка, при этом между ними расположена про- кдадка из материала с высокими антифракционными свойствами.
А-А
Фиг,2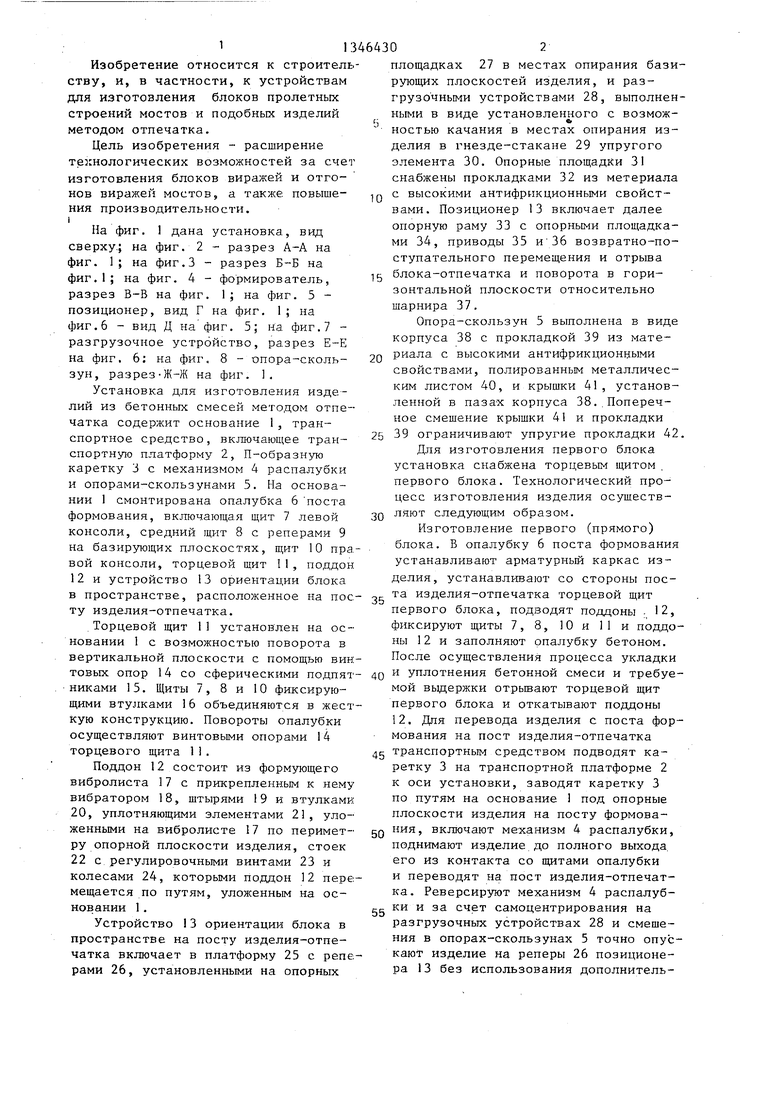

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блоков пролетныхСТРОЕНий MOCTOB МЕТОдОМ "ОТпЕчАТКА"и уСТАНОВКА для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841980A1 |
| Установка для изготовления железобетонных блоков пролетных строений мостов с кессонным перекрытием | 1982 |
|
SU1090563A1 |
| Установка для изготовления железобетонных коробчатых блоков | 1978 |
|
SU876439A2 |
| Установка для изготовления железобетонных блоков пролетных строений мостов | 1975 |
|
SU727446A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |
| Установка для изготовления железобетонных блоков коробчатого сечения | 1976 |
|
SU660831A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Способ изготовления объемных блоков | 1990 |
|
SU1768390A1 |
| Установка для изготовления железобетонных изделий пролетных строений | 1981 |
|
SU952604A1 |
Изобретение относится к устройствам для изготовления блоков пролетных строений мостов методом отпечатка. Целью изобретения является расширение технологических возможностей за счет изготовления блоков виражей и отгонов виражей мостов, а также повышение производительности. Установка содержит основание 1, транспортную платформу 2, П-образную каретку 3 с механизмом распалубки 4 с опорами-скользунами 5, опалубку 6 поста формования, на среднем щите которой расположены реперы 9. Под опалубкой 6 устанавливаются поддоны 12, которые выполнены в виде определяющего опорную плоскость изделия вибролиста, снабженного регулирующими криволинейность опорной плоскости стойками с колесами, перемещающимися по уложенным на основании путям. На посту блока-отпечатка установлен позиционер 13 ориентации блока в пространстве. 2 з.п. ф-лы, 8 ил. «е (Л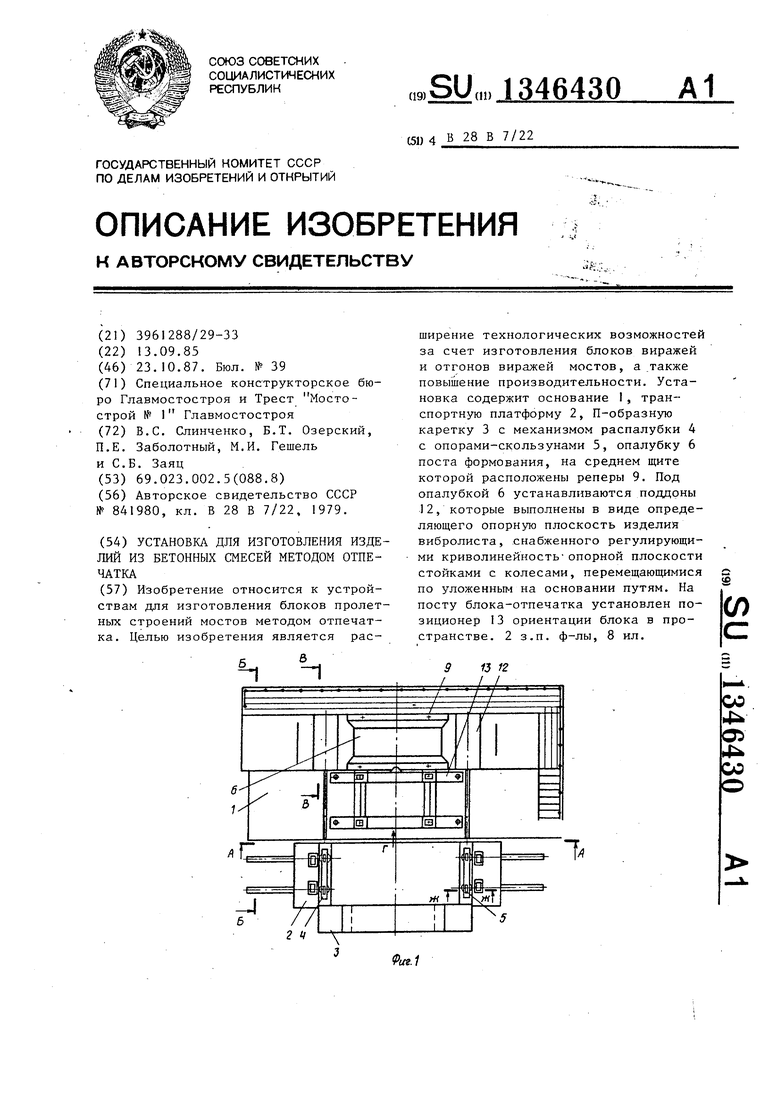
и
16
-ft/б-б
/
2
J
т
tflJ tiJ
Фи2.3
2k
fe.4
27 25
Фм.7
J jp 0 41 i (риг.В
Редактор В. Данко
Составитель В. Андрюшин- Техред М.Дидык
Заказ 5080/14 Тираж 524Подписное
ВНИШИ Государственного комитета СССР .
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое .предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Обручар
| Способ изготовления блоков пролетныхСТРОЕНий MOCTOB МЕТОдОМ "ОТпЕчАТКА"и уСТАНОВКА для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841980A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
