Изобретение относится к обработке металлов давлением и может быть использовано в металлообрабатывающей промышленности при производстве прес сованных крупногабаритных полуфабрикатов.
Цель изобретения - увеличение производительности процесса изготовления пресс-изделий путем ведения осадки с кручением и при этом сокращение количества операций осадки и протяжки.
На фиг. 1 схематически показана заготовка до и после осадки с кру- чением на фиг. 2 - то же, до и после протяжки; на фиг. 3 - то же, до и после осадки с кручением-, на фиг.4 - то же, до и после протяжки; на фиг. 5 - то же, до и после протяжки, на фиг. 6 - то же, после обкатки.
Исходную заготовку высотой HQ 2Do (DO - диаметр исходной заготовки) нагревают и осаживают с кручением в одном направлении на величину, равную 0,2 Нд, после чего на- правт ние кручения меняют на противоположное и осаживают до высоты, составляющей 0,4 Нд, затем заготовку кантуют на образующую и осуществляют протя жку на квадрат со стороной, .равной 0,9 диаметра исходной заготовки. Промежуточную заготовку, полученную после протяжки на квадрат, осаживают с кручением как в предьщушей осадке и кантуют на образующую с последующей протяжкой ее на квадрат со стороны, равной 0,9 диаметра исходной заготовки, причем продольная ось квадрата перпендикулярна первоначальной оси исходной заготовки.
Последующие технологические операции осадки с кручением и протяжки выполняются аналогично выполненным ранее, причем количество таких повторений определяется требованием к качеству изделий. После последней осадки с кручением промежуточную заготовку кантуют на образующую и осуществляют протяжку на квадрат с последующей обкаткой на диаметр, необходимый для прессования. Наложение дополнительного сдвига за счет скручивания при осадке увеличивает интенсивность деформации и делает ее распределение равномерным, тем самым способствуя более равномерному распределению избыточных фаз в объеме сплава. Изменение направления круче480482
ния в процессе осадки измельчает включения нерастворимых фаз и размеры зерен в алюминиевых сплавах, а в совокупности все это приводит к более качественной проплавке и позволяет сократить количество осадки и протяжки.
Пример. Способ опробован на
1Q образцах алюминиевого сплава АК 4-1, обработанного вакуумированием. Нагретые до 400 С образцы размером ф 100x200 мм куют с двумя осадками с кручением и двумя протяжками на
15 прессе ПСУ-500 с нижним поворотным столом. Первоначально осаживают на величину 40 мм с вращением стола по часовой стрелке, после чего осаживают до окончательной высоты, равной
20 50 мм с вращением против часовой стрелки. Затем осаженную заготовку кантуют на образующую и протягивают на квадрат со стороной 90 мм. Операция осадки с кручением в противо25 положных направлениях с теми же величинами обжатий и протяжку повторяют. По окончании операции обкатки получают заготовку для прессования диаметром 85 мм и длиной 250 мм. Пово30 jPoTHoe устройство снабжено электромеханическим приводом, что позволяет в процессе осадки с кручением получать постоянную заданную скорость вращения нижнего бойка с изменением его направления.
Предлагаемый способ изготовления пресс-изделий из алюминиевых сплавов позволяет путем сокращения количества осадок и протяжек увеличить изводительность процесса изготовления изделий из этих сплавов без снижения качества и увеличения трудоемкости.
35
Формула изобретения
Способ изготовления пресс-изделий из алюминиевых сплавов, заключающийся в нагреве заготовки, предварительном ее деформировании путем чередо- вания операций осадки и протяжки последовательно по перпендикулярным направлениям, обкатки, и последующем прессовании, отличающий- с я тем, что, с целью увеличения
производительности процесса за счет сокращения количества операций осадки и протяжки, в процессе осадки производят скручивание заготовки с изменением направления.
Фие.Г
фик.г
Фие.З
Фт. ff
Фиг. 5
Фий,В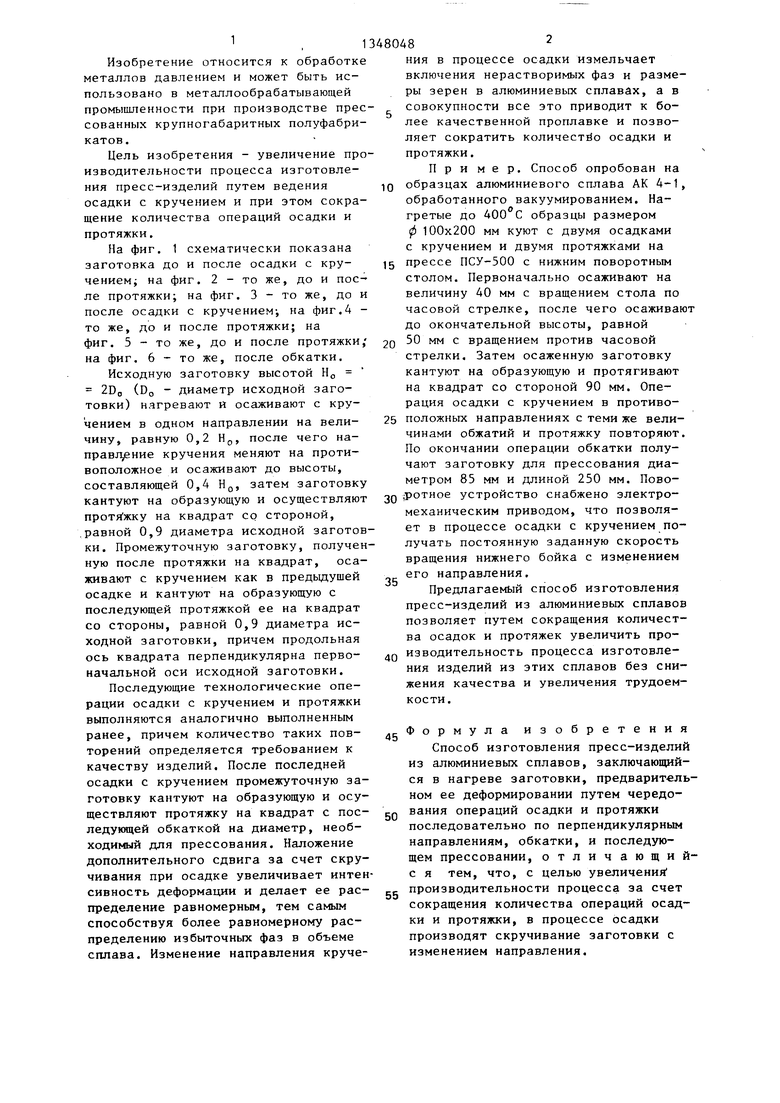
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пресс-изделий | 1977 |
|
SU733830A1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В ЗАГОТОВКАХ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2456111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2239511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2005 |
|
RU2286862C1 |
| Способ изготовления корпусов модулей микроэлектроники | 2021 |
|
RU2767928C1 |
| Способ подготовки заготовок к окончательной обработке | 1986 |
|
SU1423240A1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| Способ изготовления поковки типа диска со ступицей | 1985 |
|
SU1292892A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ С КЕРАМИЧЕСКИМИ ДОБАВКАМИ | 1992 |
|
RU2011473C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при производстве прессованных крупногабаритных полуфабрикатов. Цель изобретения - увеличение производительности процесса изготовления пресс-изделий за -счет ведения осадки с кручением. Это ведет к сокращению количества операций осадки и протяжки. Исходную заготовку высотой осаживают с кручением в одном направлении на величину 0,2Нд. После этого направление кручения меняют на противоположное и осаживают до высоты, составляющей 0,4Нд, кантуют на образующую и осуществляют протяжку на квадрат со стороной, равной 0,90. После окончания протяжки последовательность операций повторяют. Увеличение производительности изготовления пресс- изделий осуществляется без снижения качества и увеличения трудоемкости. 6 ил. (5 (Л со 4 00 О 4 00
Составитель Н.Тимофеева Редактор С.Лисина Техред Л.Сердюкова Корректор А.Обручар
Заказ 5145/9 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ изготовления пресс-изделий | 1977 |
|
SU733830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
