Изобретение относится к области обработки металлов давлением, более конкретно к способам изготовления заготовки корпуса модуля микросборки, применяемых в авиационной, ракетно-космической и подводной технике.
Предлагаемый способ включает в себя изготовление корпуса модуля из специальным образом деформированной и термически обработанной заготовки из сплава АМгб.
При использовании традиционных конструкторских и технологических решений при разработке модулей СВЧ необходимо обеспечить срок службы готовых модулей без потери герметичности не менее 15 лет. Корпуса модулей микросборок изготавливают из горячекатаных алюминиевых плит, обосновывая их применение простотой технологического процесса. На готовые корпуса модулей применяют металлизированное покрытие в виде соединения никеля с фосфором (химический никель) которые служат не только для лучшей электропроводности, коррозионной защиты, но и защитой от электрического пробоя и выхода из строя их электронной начинки. Остаточные напряжения различного знака, сформированные в процессе последовательности технологических операций, накладываются друг на друга, и нанесенное покрытие формирует в поверхностном слое материала детали напряжения растяжения, разрушающие его в направлении проката по интерметаллидным цепочкам. С учетом сформированных в поверхностном слое корпусов микросборок в процессе химического никелирования растягивающих напряжений может происходить отслаивание покрытия и снижаться срок службы без потери герметичности.
Известен патент RU 2575264 C1 «Способ изготовления листовой заготовки из алюминиево-магниевого сплава», опубликован 20.02.2016, принятый за прототип. Способ заключается в изготовлении листовой заготовки из деформируемого термически не упрочняемого алюминиево-магниевого сплава, содержащего переходные металлы, образующие алюминиды переходных металлов, и включает деформирование исходной заготовки при температуре выше температуры сольвуса β-фазы сплава Тс за несколько переходов и последующую за несколько проходов холодную прокатку, при этом деформирование исходной заготовки осуществляют с истинной суммарной степенью деформации е, выбираемой в интервале 3-7, в интервале температур от 45°С до 77°С выше температуры сольвуса β-фазы сплава Тс, а холодную прокатку осуществляют с суммарным обжатием 65-80%. Существующим недостатком данного способа является невозможность формирования деталей сложной формы без последующей обработки, повышенный расход материала, а также не учитывается высокий уровень полученных в процессе прокатки внутренних напряжений в материале, которые тем выше, чем больше толщина плиты, что влияет на повышенное содержание интерметаллидных фаз.
Техническим результатом заявленного изобретения является возможность повышения качества готовых корпусов модулей, увеличение их срока службы без потери герметичности за счет оптимизации структурных изменений при их изготовлении, на основании критериального подхода по количеству выделенных интерметаллидов в сплаве системы Al-Mg.
Для достижения технического результата применяется способ изготовления корпусов модулей СВЧ, в котором формируют заготовку для корпуса модуля микроэлектроники из алюминий-магниевого сплава. Заготовку корпуса формируют поковкой, деформационно и термически обрабатываемой по технологическому режиму, заключающемуся в разрезании дисковой пилой мерной единичной заготовки, при этом отношение длины заготовки к ее диаметру и ширине составляет не более 2,5 и обеспечивает возможность осадки в процессе ковки, в обработке всесторонней ковкой в соответствии с заданными размерами корпуса модуля с применением нагрева заготовки в газовой или электрической печи до 340°С и выдержки ее при этой температуре не более двадцати минут, затем ковке заготовки с тремя осадками молотом на 60% и протяжками поперек волокна с поворотом на 90 градусов, с осуществлением контроля размеров, повторным нагревом заготовки и повторением операций ковки до получения необходимых размеров заготовки с повторяемостью геометрических параметров корпуса модуля СВЧ в соответствии с требованиями чертежа.
Изобретение поясняется чертежами.
На фиг. 1 показана заготовка детали, полученная после обработки металла давлением (ОМД).
На фиг. 2 показан общий вид микросборки.
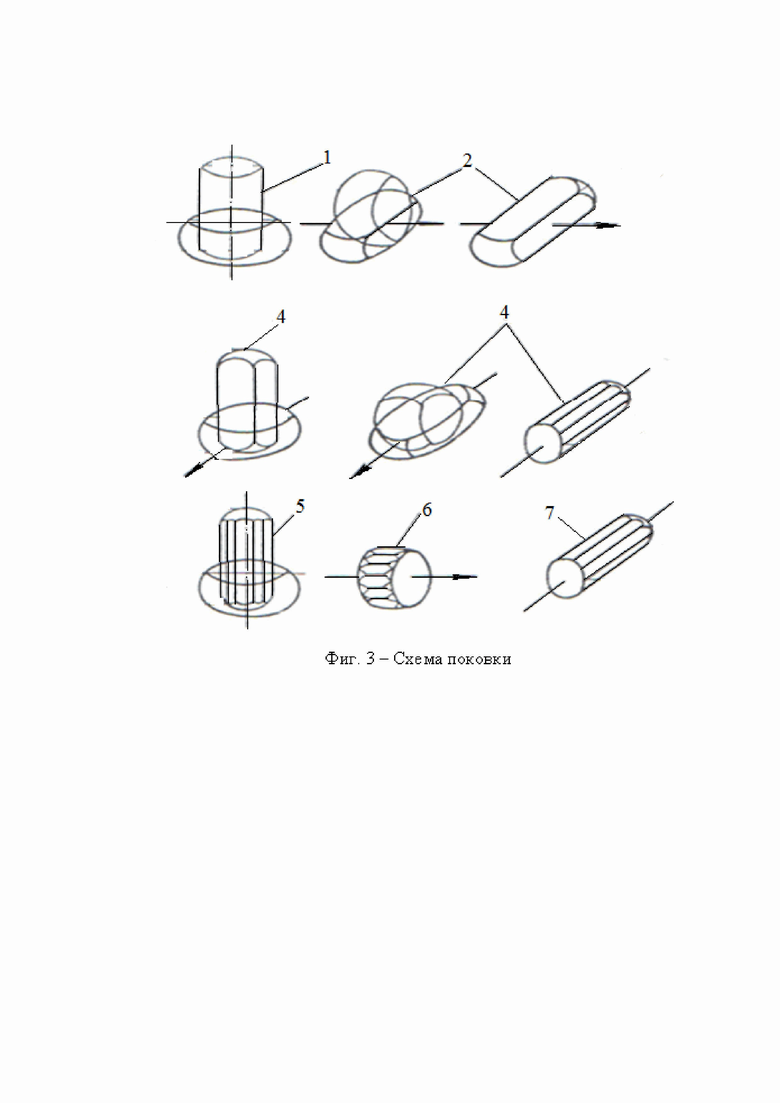
На фиг. 3 показана схема поковки.
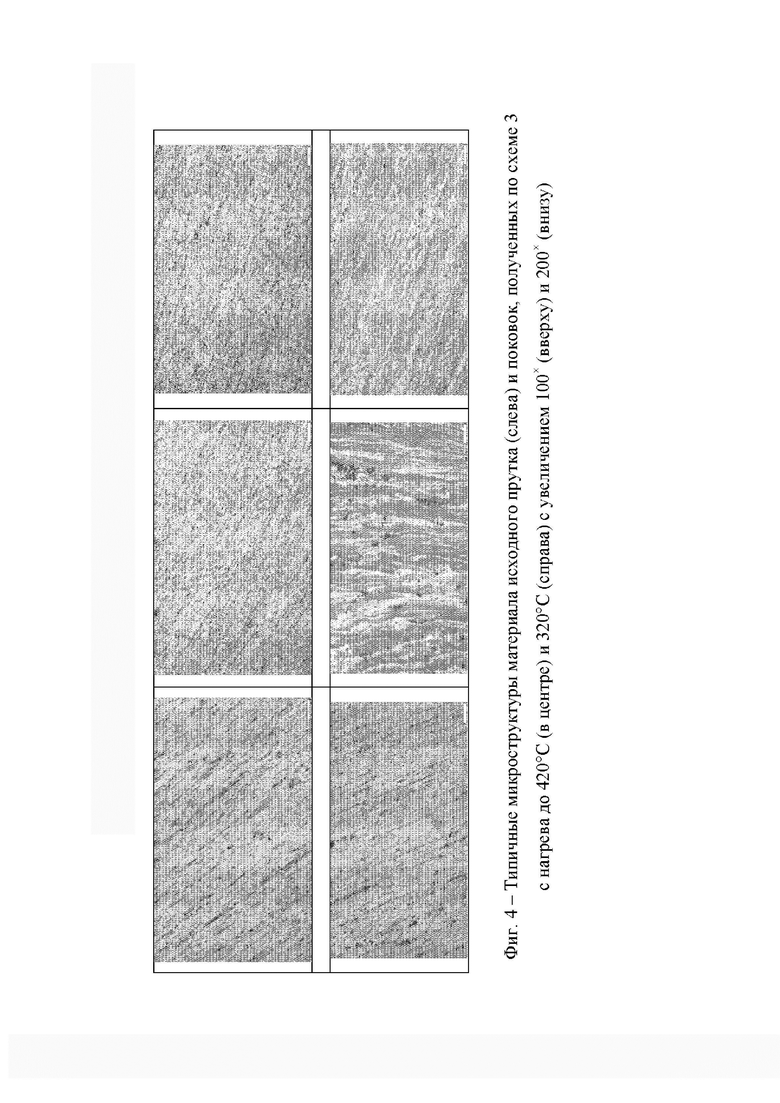
На фиг. 4 показаны типичные микроструктуры материала исходного прутка (слева) и поковок, полученных по схеме 3, с нагревом до 420°С (в центре) и 320°С (справа) с увеличением 100× (вверху) и 200× (внизу).
На чертежах введены обозначения:
1 осадить на 60%;
2 подогреть;
3 осадить на ребро, протянуть на квадрат;
4 подогреть;
5 осадить на 60%;
6 подогреть в электрической или газовой печи до 340°С и выдержать не более 20 мин;
7 осадить на ребро, обкатать;
8 подогреть в электрической или газовой печи до 340°С и выдержать не более 20 мин;
9 осадить на 60%, обкатать;
10 подогреть;
11 протянуть с обкаткой в исходный размер.
Для построения единой, с точки зрения наследования свойств, технологической цепочки, на примере алюминиево-магниевого сплава АМгб проведены исследования, позволившие выявить зависимость между параметрами ковки и стабильностью процесса обработки резанием, качеством поверхности и структурой материала чистовой детали.
При том, что сплав АМгб отличается лишь удовлетворительной обрабатываемостью резанием, особенностью исходного прессованного прутка являются пониженные коррозионные характеристики в поперечном направлении, а в долевом - характеристики герметичности и вакуумной плотности. Процесс деформационной проработки материала заготовок призван обеспечить комплекс целевых характеристик, критически важных для обеспечения надлежащего качества тех или иных деталей (фиг. 1 - общий вид корпуса после механической обработки и фиг. 2 - общий вид микросборки в сборе).
Сплав АМгб обладает повышенной коррозионной стойкостью, однако на ответственные детали часто устанавливается обязательный контроль отсутствия повреждаемости в виде межкристаллитной и расслаивающей коррозии, коррозии под напряжением. При изготовлении деталей топливных систем жидко-реактивных двигателей ракет-носителей или корпусов вакуумноплотных микросборок изделий микроминиатюризации, такие требования являются одними из ключевых, обеспечивая соответственно герметичность и вакуумную плотность готовых деталей и узлов.
В то время как количество вытесненных дефектов и примесей с увеличением размера зерна растет, повышая склонность металлического материала к разрушению, пластическая деформация позволяет противостоять этому процессу. Дробление зерна в процессе ковки уменьшает относительное содержание зернограничных примесей, делая материал более однородным и сбалансированным по свойствам. Претерпевшие дополнительную деформацию заготовки обычно отличаются повышенными коррозионными и прочностными свойствами материала.
В зависимости от предъявляемых к материалу заготовки требований, назначается одна из рекомендованных ковочных схем и выбирается температура нагрева материала перед ковкой.
Для повышения конструкционной и вакуумной плотности корпусов модулей СВЧ они должны соответствовать следующим параметрам:
- обеспечение изотропных свойств в материале корпусов модулей СВЧ;
- отсутствие направленных цепочек интерметаллидных фаз Mg2Al3 и Mg5Al8,
- обеспечение выровненного термодинамического потенциала поверхности корпуса модуля СВЧ;
- обеспечение стабильной механической обрабатываемости лезвийным инструментом корпусов модулей СВЧ для недопущения поверхностного разупрочнения;
Изготовление корпуса микросборки из полученной по схеме сложной ковки заготовки обеспечивает равномерное нанесение никелевого покрытия из-за минимального уровня сформированных в поверхностном слое материала заготовки растягивающих напряжений. При этом не возрастает расход металлического материала, однако качественно возрастает повторяемость геометрических и электрических характеристик.
Предлагаемый технологический процесс получения заготовки корпуса модуля СВЧ включает в себя следующие операции.
Отрезка мерной единичной заготовки ленточной пилой, нагрев ее в газовой или электрической печи до 340°С, выдержка не более двадцати минут при этой температуре, осадка молотом на 60% вдоль оси заготовки с последующей протяжкой на квадрат, подогрев заготовки в печи до температуры 340°С, осадка квадрата на молоте на 60% с последующей протяжкой и обкаткой, подогрев в печи до температуры 340°С с последующей осадкой, обкаткой и протяжкой с обкаткой в размер (по направлению проката заготовки путем поворота ее на 90 градусов) корпуса. После процесса ОМД производят термическую обработку для снятия внутренних напряжений в соответствии с ОСТ 1-90073-85 «Штамповки и поковки из алюминиевых сплавов».
Затем производится механическая обработка заготовки в соответствии с требованиями чертежа.
Испытания заготовки для изготовленных по новой технологии корпусов модулей СВЧ проводились на обеспечение механических, конструкционных, вакуумных свойств. Поковки претерпевали стабилизирующий отжиг при 320°С в течение одного часа с охлаждением на воздухе и предварительную токарную обработку в размер 70 мм × 120 мм с шероховатостью Ra=3,2. Далее проводились динамометрические и металлографические исследования, а также измерение твердости и шероховатости поверхности образцов.
Анализ металлографии проводился с увеличением 100× и 200× в направлении прокатки. На торцах образцов измерялась твердость материала и изучалась фактура проточенной поверхности с увеличением 50×. Измерение шероховатости производилось на расстоянии 2 мм от центра и 5 мм от края торца образцов. Нагрузки на резец определялись с помощью специального цифрового динамометра, твердость измерялась по методу Бринелля.
Параметры твердости, шероховатости и нагрузки на резец являются достаточным основанием для применения дополнительной пластической обработки материала заготовок, предназначенных для изготовления ответственных герметичных и стойких к развитию коррозионных процессов деталей. Равномерная деформационная проработка позволяет получать сбалансированный комплекс технологических и специальных свойств, среди которых хорошая обрабатываемость резанием и качество поверхности. Ввиду повышенной твердости материала заготовки равномерность достигается одновременно с критически важными для ряда деталей стойкостью материала к развитию коррозионных процессов, его герметичностью и вакуумной плотностью.
Ковочные операции уплотняют материал заготовок и измельчают его зерно, что отражается на твердости материала и величине нагрузок на режущий инструмент, особенно заметно - при торцевом точении. Этот эффект лишь усиливается с понижением температуры нагрева заготовок перед деформацией с 420 до 320°С.
На рисунке 4 приведены характерные типы структур материала исходного прессованного прутка и поковок, изготовленных по схеме нагрева до 420°С и 320°С. Видно, что, хотя структура материала исходного прутка отличается мелким зерном, имеющиеся строчечные интерметаллидные фазы образуют между собой почти сплошные цепочки. Такое их распределение пагубно отражается на коррозионной стойкости и вакуумной плотности материала прутка, делает его склонным к межкристаллидной коррозии, расслаивающей коррозии и кристаллидной коррозии, снижает прочность в поперечном прессованию направлении.
Применение сложных схем ковки и деформация при пониженных температурах гармонизирует структуру материала заготовок, улучшает его обрабатываемость и фактуру поверхности деталей, особенно при торцевой проточке. Наилучший комплекс полученных характеристик достигается применением ковки по схеме с нагревом до температуры 320°С.
Следование синергетическому подходу компенсирует затраты на проведение ковочных операций по сложным схемам улучшенной обрабатываемостью материала заготовок, его повышенной герметичностью, вакуумной плотностью, и стойкостью к развитию разрушительных коррозионных процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ДИСКОВ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2024 |
|
RU2831235C1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
Изобретение относится к области обработки металлов давлением, более конкретно к способам изготовления заготовки корпуса модуля микросборки, применяемых в авиационной, ракетно-космической и подводной технике. Способ изготовления корпусов модулей СВЧ включает формирование заготовки для корпуса модуля микроэлектроники из алюминий-магниевого сплава, при этом заготовку корпуса формируют поковкой по следующему технологическому режиму: разрезание дисковой пилой мерной единичной заготовки, при этом отношение длины заготовки к ее диаметру и ширине составляет не более 2,5 и обеспечивает возможность осадки в процессе ковки, обработка всесторонней ковкой с применением нагрева заготовки в газовой или электрической печи до 340°С и выдержки ее при этой температуре не более двадцати минут, ковку заготовки осуществляют с тремя осадками молотом на 60% и протяжками поперек волокна с поворотом на 90 градусов с осуществлением контроля размеров, повторный нагрев заготовки и повторение операций ковки до получения необходимых размеров заготовки в соответствии с заданными размерами. Техническим результатом заявленного изобретения является возможность повышения качества готовых корпусов модулей, увеличение их срока службы без потери герметичности за счет оптимизации структурных изменений при их изготовлении, на основании критериального подхода по количеству выделенных интерметаллидов в сплаве системы Al-Mg. 4 ил.
Способ изготовления корпусов модулей СВЧ, включающий формирование заготовки для корпуса модуля микроэлектроники из алюминий-магниевого сплава, отличающийся тем, что заготовку корпуса формируют поковкой, деформационно и термически проводимой по технологическому режиму, заключающемуся в разрезании дисковой пилой мерной единичной заготовки, при этом отношение длины заготовки к ее диаметру и ширине составляет не более 2,5 и обеспечивает возможность осадки в процессе ковки, в обработке всесторонней ковкой в соответствии с заданными размерами корпуса модуля с применением нагрева заготовки в газовой или электрической печи до 340°С и выдержки ее при этой температуре не более двадцати минут, при этом ковку заготовки осуществляют с тремя осадками молотом на 60% и протяжками поперек волокна с поворотом на 90 градусов, с осуществлением контроля размеров, повторным нагревом заготовки и повторением операций ковки до получения необходимых размеров заготовки с повторяемостью геометрических параметров корпуса модуля СВЧ в соответствии с заданными требованиями.
| Способ изготовления алюминиевых корпусов модулей | 1989 |
|
SU1657311A1 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2014 |
|
RU2575264C1 |
| KR 100730605 B9, 23.04.2008. | |||

