(54) СПСЮОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пресс-изделий | 1985 |
|
SU1348048A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2239511C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В ЗАГОТОВКАХ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2456111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО ПОЛУФАБРИКАТА ИЗ ЦИЛИНДРИЧЕСКОГО СЛИТКА ЛЕГКОГО СПЛАВА ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2498875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ДИСКОВ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2024 |
|
RU2831235C1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ТИПА ГАЛЕТ И ШАЙБ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2532630C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в металлообрабатывающей промышпешюсти при производстве прессованных крупногабаритных полуфабрикатов.
Известен способ изготовления пресс-изделий из алюминиевых сплавов, заключающийся в нагреве заготовки, предварительном деформировании путем чередования операций осадки и протяжки, обкатки и последующем прессовании П}и 12.
Недостатком известного способа является невысокое качество пресс-изделий.
Целью изобретения является устранение указанного недостатка.
Цель достигается тем, что протяжку после каждой осадки производят последовательно по четырем взаимно перпендикулярным направлениям.
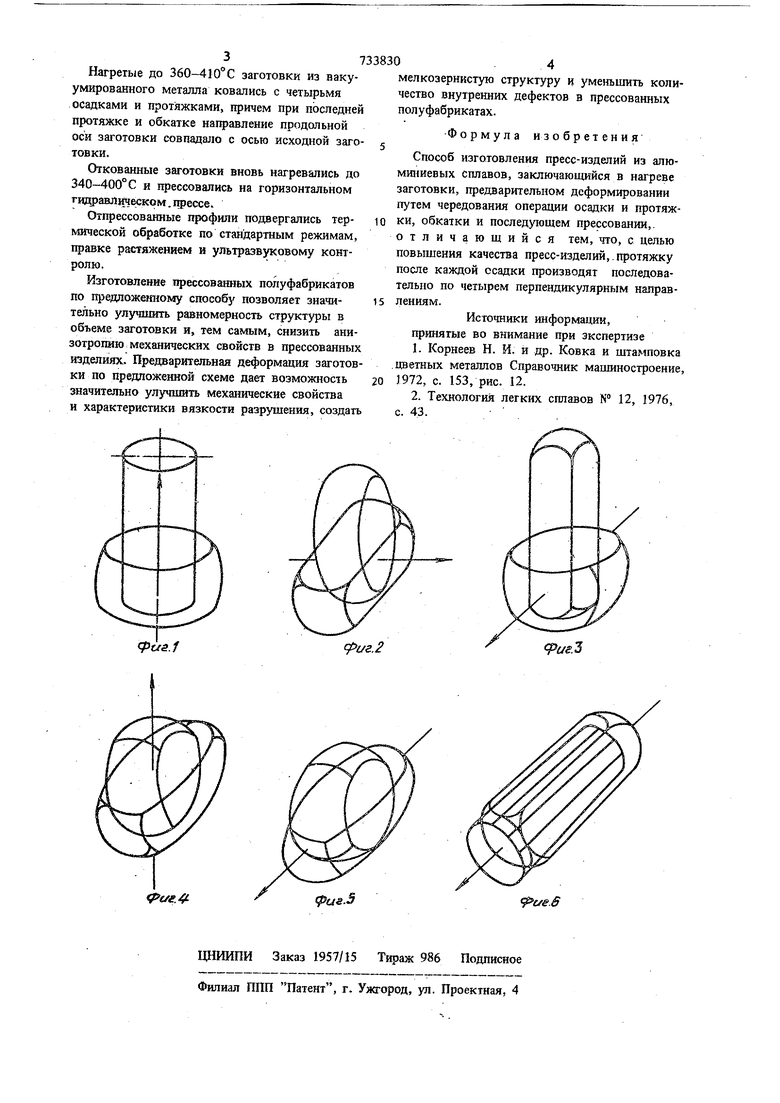
Фиг. 1-6 иллюстрируют способ.
Способ осуществляется следующим образом.
Исходящую заготовку нагревают и осаживают (см. фиг. 1) до высоты, составляющей 0,4 первоначальной, затем заготовку кантуют
на образующую и осуществлятот протяжку (см. фиг. 2) На квадрат со стороной, равной 0,9 диаметра исходной заготовки. Промежуточную заготовку, полученную после протяжки на квадрат, осаживают (см. фиг. 3) и кантуют на образзтощую с последующей протяжкой (см. фиг. 4) её на квадрат со стороной, равной 0,9 диаметра исходной заготовки, причем продольная ось квадрата перпендикулярна первоначальной оси исходной заготовки.
Последуюидае технологические операции осадки и протяжки выполняются аналогично изображенным на фиг. 3 и 4, причем количество таких повторении определяется требованиям к качеству изделий.
После последней осадки промежуточную заготовку кантуют на образующую и осуществляют протяжку (см. фиг. 5) на квадрат с последующей обкаткой (см. фиг. 6) на диаметр, необходимый для прессования.
Пример. Проводилось изготовление крупногабаритных прессованных профилей лз алю шниевого сплава АКА-1 с деформацией при прессовании менее 90%.
