4 Ю
СО
to
Изобретение относится к обработке металлов давлением и может быть исполь- з0вано при подготовке заготовок, преимущественно из цветных металлов, к после- д)|.ющей обработке, например, прессованию. i Цель изобретения - снижение трудоемкости деформирования за счет сокраще- нця количества осадок и кантовок.
На фиг. 1 показана заготовка до и пос- осадки в торец; на фиг. 2 - заготовка
и после обжатия шайбы; на фиг. 3 - за- Ю
ле дс гс|товка до и после обкатки.
Способ осуществляется следующим об- .
Слиток 1 помещают между осадочными пд|итами 2 и 3 с выступом 4 и 5 и осуществляют осадку со степенью деформации:
гд
рг
НС
на
15
обкаткой получают поковку для окончательной обработки.
Пример. Образцы из литого алюминиевого сплава Д16ч размером с 100- 250 мм деформировались двукратной осадкой в торец и обжатия шайбы. Образцы с теми же размером деформировались по заводской технологии четырехкратной осадкой в торец и обжатие щайбы.
Предложенный способ по сравнению с известными позволяет уменьшить трудоемкость деформирования за счет сокращения количества осадок и кантовок.
Формула изобретения
Еос
Ко-0,95 К„
е - соотношение между высо
той и диаметром слитка до осадки. При этэм на торцах слитка по диаметру обзовываются вые.мки размерами и d 10-20° соответствен- - соотношение .между шири0,5-1,0
Вс DO
где
ней выемки и диаметром слитка; d - угол
Способ подготовки заготовок к окончательной обработке, включающий нагрев круглого слитка, деформирование бойками путем чередования операций осадки в торец до
2Q образования щайбы и обжатие шайбы на квадратную заготовку, последующую обкатку до окончательных размеров, отличающийся тем, что, с целью снижения трудоем-- кости деформирования за счет сокращения количества осадок и кантовок при обжа25 тин шайбы, осадку слитка в торец осуществляют со степенью деформации
клона.
обкаткой получают поковку для окончательной обработки.
Пример. Образцы из литого алюминиевого сплава Д16ч размером с 100- 250 мм деформировались двукратной осадкой в торец и обжатия шайбы. Образцы с теми же размером деформировались по заводской технологии четырехкратной осадкой в торец и обжатие щайбы.
Предложенный способ по сравнению с известными позволяет уменьшить трудоемкость деформирования за счет сокращения количества осадок и кантовок.
Формула изобретения

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения физико-механических свойств материала поковок | 1981 |
|
SU1026913A1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1990 |
|
RU2083310C1 |
| Способ изготовления поковок типа дисков | 1978 |
|
SU1033254A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ИНСТРУМЕНТА ТИПА ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2023526C1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| Способ ковки слитков | 1978 |
|
SU700254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |

Изобретение относится к обработке металлов давлением, в частности к способам подготовки заготовок к окончательной обработке, и может быть использовано при подготовке заготовок преимущественно из цветных металлов, например, к прессованию. Цель - снижение трудоемкости деформирования. Круглый слиток осаживают в торец со степенью деформации Ко-0,95 где Ко - - соотношение КоDO между высотой и диаметром слитка до осадки. При этом на каждом торце полученной в результате осадки шайбы образуется диаметральная выемка. Выемка, образованная на одном торце шайбы, параллельна выемке, образованной на другом торце шайбы. Соотношение ширины выемки к диаметру слитка составляет 0,5-1,0. Угол наклона боковых поверхностей, образуюш,их выемку - к плоскости дна выемки равен 10-20°. После осадки осуществляют обжатие шайбы бойками со степенью деформации Eotf 1,ОЗУКо-0,95 J-J i,03Ko емки располагают перпендикулярно зеркалу бойков. В результате обжатия шайбы получают квадратную заготовку без кантовки, с минимальным количеством операций осадки, что снижает трудоемкость процесса деформирования. 3 ил. 2 табл. с W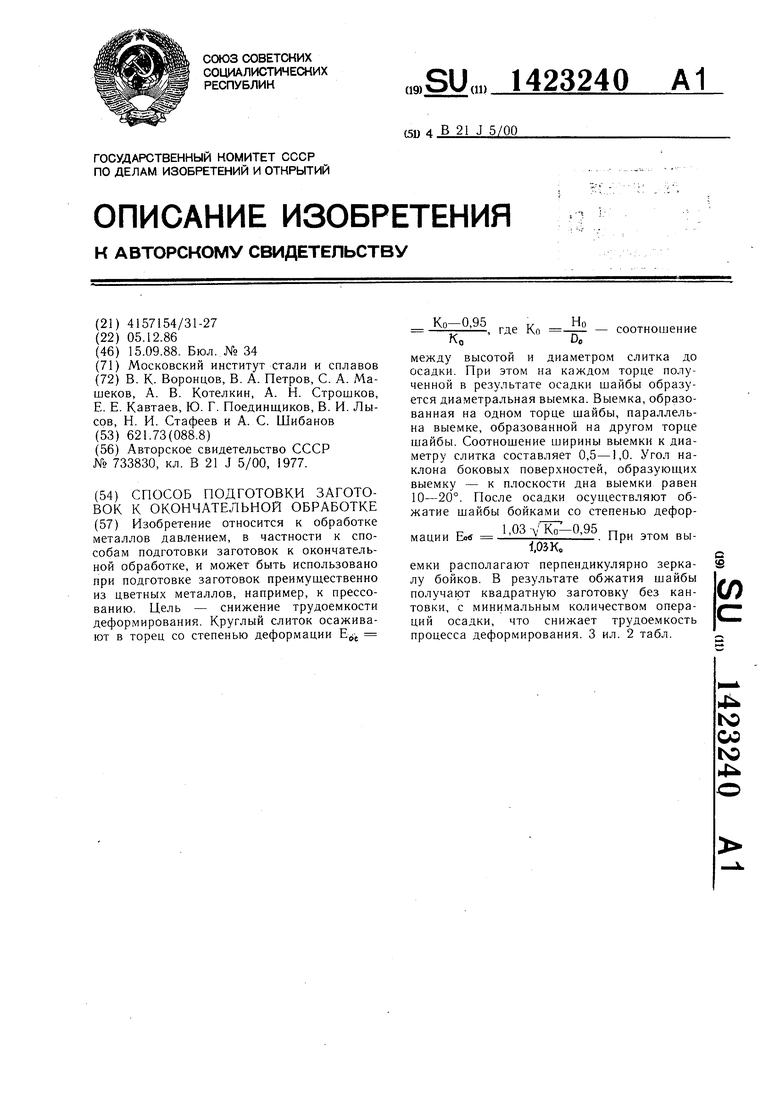
После осадки заготовку кантуют на ЭО и производят обжатие шайбы со степенью деформацииI р./ 1,ОЗлЛКо -0.95
I - тдате-
причем выемки после кантовки на 90° располагают перпендикулярно к зеркалу бойка. П(})лученную квадратную заготовку обкаты- ва||ют на размер слитка.
При обжатии щайбы расположение вые- MCiK перпендикулярно зеркалу бойка позволяет выровнять боковые и центральные части заготовки за счет уширения в центральной части и отсутствия уширения на торцах получаемой заготовки. Выравнивание бо|ковых и центральных частей при обжатии дает возможность получить квад- ра тную заготовку без кантовки, из которой
Еос
Ко-0,95 К
30
Нп
где - соотношение между высотой и диаметром слитка до осадки; с образованием на каждом из торцов слитка диаметральной выемки, параллельной одна относительно другой, ширина которой составляет 0,5-1,0 диаметра слитка, угол наклона боковых поверхностей, образующих выемку, к плоскости для выемки равен 10°-20°, а обжатие шайбы осуществляют со степенью деформации
40
г.- -03 лП.95 1,ОЗУК
при этом выемки выполняют перпендикулярно зеркалу бойков.
2,5 2,5
62 62
42 42
Еос
Ко-0,95 К
г.- -03 лП.95 1,ОЗУК
при этом выемки выполняют перпендикулярно зеркалу бойков.
т а б л и U 1 1
0,5 1 ,0
380 380
Продолжение табл. 1
Таблица 2
сригз
| Способ изготовления пресс-изделий | 1977 |
|
SU733830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
