Изобретение относи гея к машиностроению, в частности к прсизводстпу зубчатых изделий с модифициронаиным профилем зубьев, пpимeняe fым для улучшения эксллуатациониьгх характеристик зубчатых зацеплений при перекосах и смещениях осей зубчатых венцов
Цель изобретения - повышение точности и производительности обработки за счет исключения необходимости переключения направления вра пения приводного электродвигателя следя111ей системы в точке перегиба профиля и выбора люфтов в механической cиcтe e станка при реверсе подачи.
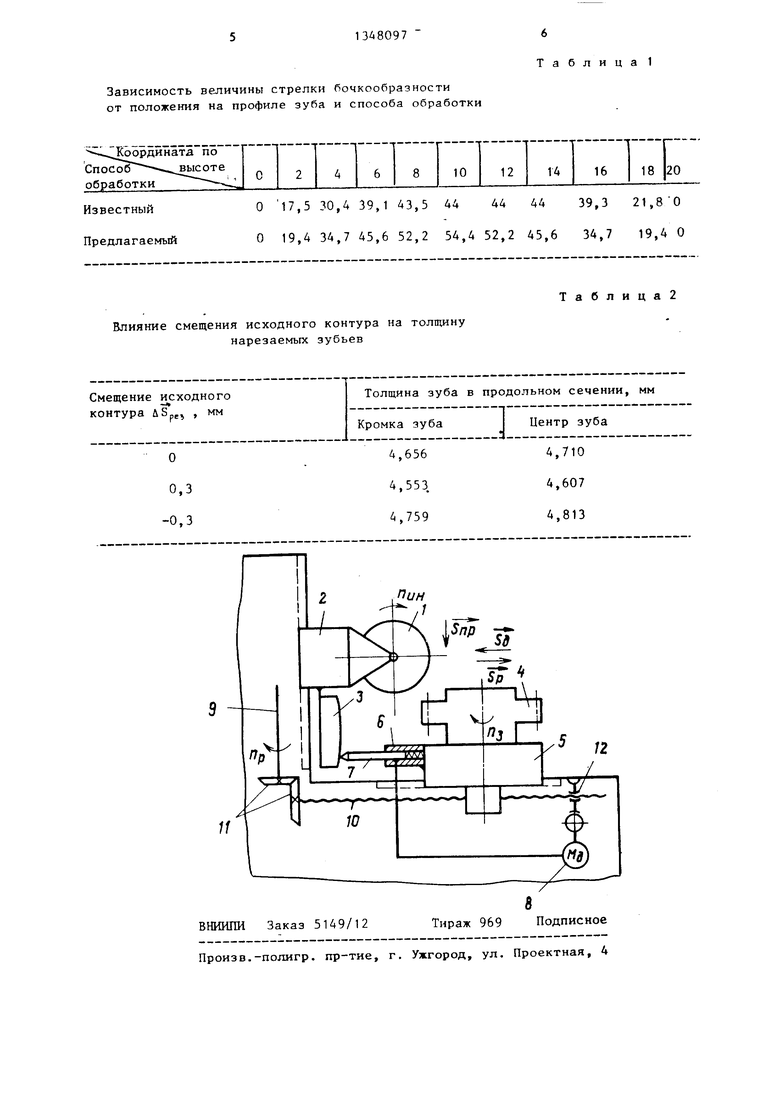
На чертеже показана схема осуществления способа нарезания зубчатых венцов с продольной модификацией зуба,
На схеме изображена фреза 1, закрепленная во фрезерном суппорте 2 с установленным на нем копиром 3. Суппорту сообщается продольная подача пр Фреза 1 находится в обкатывающем зацеплении с забчатым изделием 4, закрепленным на столе 5, которому сообщается переменная радиальная подача Sp и дополнительная радиальная подача Sg. На столе 5 закреплен корпус 6 следящего устройства, в котором перемещается датчик 7, опирающийся щупом на копир 3. Электрический сигнал рассогласования поступает в привод 8 следящей системы, который обрабатывает это рассогласование. Дополнительная радиальная по- -
дача Sg сообщается столу от привода продольной подачи фрезы вгшючением цепи 9 радиальной подачи. Перемещение стола 5 осуществляется вращением ходового винта 10 от конической пары 11, соединенной с цепью 9 радиальной подачи, или от гайки 12, соединенной с двигателем 8 следящей системы.
Согласно способу нарезания зубчатых венцов с продольной модификацией зуба в условиях изменения межцентрового расстояния и обката зубчатого венца детали инструментом при продольной подаче 5„ последнего, включающему nepeMeHfiyro радиалы .ую подачу SP изделия 4, одному и элементов пары инструмент - изделие (1-4) сообщают дополнительную радиальную подач Sj, постоянную по направлению и величине, которая больше по абсолютному значению максимальной величины переменной радиальной подачи Sp изделия
0
6
4, осеспечивля при этом результирующую радиальную подачу „, в соответствии с заданным изменением межцентрового расстояния.
Способ осуществляют следующим образом.
Одновременно с включением продольной подачи инструмента 5, , вращения фрезы п ,, и вращения стола п, (цепь обкатки) гключают дополни тельную радиальную подачу стола Sg. Так как корпус 6 следящего устройства жестко закреплен на столе 5, а датчик 7 поджимается к копиру 3 пружинным элементом, то перемещение стола 5 совмест- но с корпусом 6 следящего устройства вызывает сигнал рассогласования от взаимного перемещения датчика 7 и корпуса слел.яшей системы. Этот сигнал является управляющу .м для привода следящего устройства, двигатель которого передает движение цепи подачи стола. Но так как при осуществлении
Ь продольной подачи датчик 7 перемещается по 3, имеющему криволинейный профиль с точкой перегиба), то величина сигнала рассогласования образуется из суммы относительных
0 перемещений датчика 7 и корпуса следящего устройства, вызванных дополнительной р.адиальной подачей и изме- нением межцентрового расстояния (по профилю копира), Таким образом, зультирующая радиальная подача опре
деляется по формуле -S
pel
Sa s
if
Включаемая радиальная подача vj, превышает по своей величине максимальное значение переменной радиаль0 ной подачи SP и позто1-гу является доминирующей для привода следящего устройства. В результате подача Spe, является посток ;ной по направлению (противоположно направлена Sg) и пе5 ременной по величине, а следовательно, двигатель работает без реверса, что позволяет существенно (на 20-30%) повысить точность профиля зуба и сократить время на ремонт- двигателя
fi (так как поломки его случаются реже) , Пример .Рассмотрим нарезание зубчатых втулок зубчатых муфт с продольно-модифицированными зубьями без реверса привода следящего устройства
,-. на станке 5К32С7. 1 еометрические параметры зубчатых втулок: модуль зацег ления m 3 мм; число зубьев г 40; ширина зубчатого венца b 20 мм; радиус копира R 355 мм.
Одновременно при обработке вкль:)чл1огск две подачи и обкатываюдие ьрап;ения. Перепад высот Konripa при нарезании продольной модификации по всец. дпи- не зубэ составляет +0,15 мм, п 180 об/мин, п 4,5 об/мин.
Включение дополнительной радиальной подачи Sg 0,5 мм/об вызывает перемещение стола 5 с заготовкой, а также сигнал рассогласования, вызванный перемещением датчика 7 и корпуса следя цей системы. Но та; : как одновременно происходит и продоль кал подача „ 2 мм/об, то датчик / перемещается по копиру 3, имеющему криьолинейнь й профиль (с точкой перегиба) , и из-эа изменения высоты профиля копира появляется второй сигнал рассогласования, равн1,1й разнице дыоот профиля :опира. Эти два сигнала, возникающие одновременно, суммиргчотся а привод следящей си.стехы отрабатывает су1- 1марнь й сигнал, в результате чего изделие перемещается по траектории, определяемой профилем копи ра.
Результаты обрабо-пги профиля пря- ведены з табл.1.
Анализ полученных данных свидетельствует о том, что на центральном участке зуба профиля модифицированных зубьев нарезанных с реверсом и без реверса привода следящего устройства, отличаются. У первых имеется участок прямого профиля, а без реверса эллиптичность сохраняет- .ся по всей длине продольного сечения зуба. Погрешность профиля составляет 25%, а смещение центра профиля от центрального поперечного сечения зубчатого венца «1 мм. Кроме того, участки эллиптичности, получаемых у кромок зуба, несимметричны из-за того, что нарезание их производится по участкам копира с разным изменением высоты профиля.
Таким образом, нарезание продольно-модифицированных зубьев по предлагаемому способу обеспечивает уточнение профиля модификации, что приводит к улучщению эксплуатационных характеристик зубчатых муфт и повышению их долговечности.
На характеристику зубьев оказывае влияние равенство дополнительной радиальной подачи заготовки сумме переГ 1 г Jt., 11 , а: 13 U S н и,- х в i-, л,:; ч с я: i ( альноГ: подлет и ;u-i; .ei 1-ь; р- .
В табл,2 пригг дена зависимость, характеризую1- ,1ч вл; яние сме;цегия исходного контура на толщи..у оортСя- .
Анстлиз полученных данкых сянде- Te.:ibCTiv/eT э том, чгс Hni оответствие ..:,тирую цей подачи .чкп г. ме аыз .твает утонгнис; (.ие 3v6a , когда это не с о о т я е т . т Г и Р с i; г . t у г. г н - четкое i проаоссо паре 1:тия. Если это HecooTZi :-TCT .чие гереу.снное, то заданный профиль syfia ие у,,)7. Сь;ть получен.
образом, предл г,,tмь.й способ нарезания зубчатых ni.4::;rri с; про- дсльной модис якацией на .-уОс- фр зорном с эл:л г--тр(1|.схан11чес- Koi -. следящей CHt ; ::1Й „ бес ле П Пг-ет no3biiiiehi;e точ:чос и обрапотки рофиля зубьев и увеличение срока службы зубчатых изделий с прпдо ььо-модифици- роваиными зубьями, , юстига тся исключением неулравляемссги приводом следяпк й системы за счет устранения релерса IJ.TIH , Повышение точр.ост :.рофиля nr(j;iO. модификаци на 20-30% позроляет улучшить эксп.г уатационные характеристики и в резул11Т .( 1 е поп1);сить срсч службы муфт Н1 10-15,, что лает можность сократить потребност -. л зубчатых BTyjmax в 1,1-1,15 раза.
Формула нзобрете1 ия
Способ нарезания зубчатых изделий
с продолоной модификацией зуба при изменении межцентрового расстояния и совместного обката зубчатого изде- ЛИЯ инструментом червячь ого тип при подаче последнего вдоль оси j 3- делия и переменной радиальной подаче последнего, о т л и ч а ю D; и и с я тем, что, с целью повышения тс чности и произвпдительнссти о раОотки, од,- номл из элементов лары инструмент- изделие сооби1ают дополнительную радиальную подачу, постоянную по нлпрзр- лению и величине, которая больл с по абсолютному значению iл :cимaльнoй величины переменной р г;ал,ной подачи изделия.
Зависимость величины стрелки бочкообразности
от положения на профиле зуба и способа обработки
Ко ордйната по Способ -. высоте обработки
Известный Предлагаемый
О 17,5 30,4 39,1 43,5 44 44 44 39,3 21,80 О 19,4 34,7 45,6 52,2 54,4 52,2 45,6 34,7 19,4 О
Влияние смещения исходного контура на толщину нарезаемых зубьев
Смещение исходного контура uSpg , мм
О
0,3 -0,3
Таблица 1
16 I 18 J20
10
12
14
Таблица2
Толщина зуба в продольном сечении, мм
Центр зуба 4,710 4,607 4,813
ВНИИПИ Заказ 5149/12 Тираж 969 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Способ нарезания зубчатых колес | 1981 |
|
SU998026A1 |
| Способ нарезания выпуклых и вогнутых сторон арочных зубьев цилиндрических зубчатых колес | 1989 |
|
SU1722719A1 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| Способ обработки зубчатых колес | 1978 |
|
SU745612A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| Способ нарезания плоских зубчатых колес | 1986 |
|
SU1323264A1 |
| Способ обработки зубчатых колес | 1980 |
|
SU1158312A1 |
Изобретение относится к машиностроению, в частности к производству зубчатых изделий с модифицированным профилем зубьев, применяемьм для улучшения эксплуатационных характеристик зубчатых зацеплений при перекосах и смещениях осей зубчатых венцов. Цель изобретения - повышение точности и производительности обработки за счет исключения необходимости переключения направления вращения приводного электродвигателя следящей системы в точке перегиба профиля и выбора люфтов в механической системе станка при реверсе подачи. При нарезании зубчатых изделий с продольной модификацией зубьев в условиях изменения межцентрового расстояния и совместного обката изделия инструментом червячного типа пocлeднe гy сообщают подачу вдоль оси изделия, а изделию - переменную радиальную подачу. Кроме того, одному из элементов пары инструмент - деталь сообщают дополнительную радиальную подачу, постоянную по направлению и величине, что обеспечивает строгое соответствие результирующей радиальной подачи заданному изменению межцентрового расг стояния. Это обеспечивает работу привода следящей системы без реверса, исключает участок неуправляемости на продольно-модифицированном профиле зуба, т.е. повышает точность обработки. 2 табл. 1 ил. с 9 (Л со 4 00 о со 
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Егорьевск. | |||
